

Radiusfräser für 3-dimensionale Bearbeitung durch schraubenförmige Schneiden
Einzigartige gedrehte Wendeschneidplattengeometrien gewährleisten eine sichere Klemmung der Wendeschneidplatten für hohe Stabilität
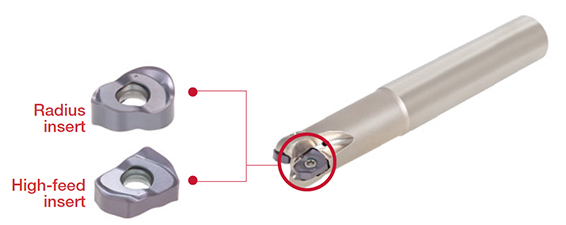
Zwei Arten von Wendeschneidplatten passen in einen Fräser: Radius- und Hochleistungswendeplatten


Anwendungen & Eigenschaften
Anwendungen







Eigenschaften
1. Multifunktionaler Fräskörper mit höchster Zuverlässigkeit
• Zwei Arten von Wendeschneidplatten passen in einen Fräser: Radius- und Hochleistungswendeplatten.
• Sichere Klemmung der Wendeschneidplatte, um zu verhindern, dass sich die Platte während der Bearbeitung bewegt.
2. Wendeschneidplatte mit hohem Vorschub und großer Schnitttiefe
• Die reibungslose Spankontrolle ermöglicht eine stabile Bearbeitung.
3. Wendeschneidplatte mit hoher Verlässlichkeity
• Der Querschnitt der Wendeschneidplatte ist 2-mal so groß wie der einer runden Wendeschneidplatte.
• Ausgezeichnete Späneabfuhr bei verschiedenen Anwendungen.

Wendeschneidplatten & Sorten
Wendeschneidplatten

LNMX-MJ/LNMX-ML
- Radius Wendeschneidplatte
- Maximale Schnitttiefe
– LNMU04: 4.0 mm
– LNMU05: 5.0 mm
– LNMU06: 6.0 mm

LNMX-HJ/LNMX-HL
- Für Hochvorschub-Bearbeitung
- Maximale Schnitttiefe
– LNMX04: 1.3 mm
– LNMX06: 2 mm
Haupt-Sorten
AH8015
![]()
![]()
![]()
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Bruchfestigkeit
- Erste Wahl für die Bearbeitung hitzebeständiger Legierungen unter allgemeinen Schnittbedingungen
AH3225
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Bruchfestigkeit
- Geeignet für Stahl und rostfreien Stahl
AH3135
![]()
![]()
- Hohe Bruchsicherheit
- Geeignet für die Bearbeitung von Stahl und rostfreiem Stahl unter allgemeinen Schnittbedingungen
Fräs-Körper

Modular

HXLN (ø20 – ø42 mm)
Modularer Kopf (TungFlex) für Radius- oder Hochvorschubfräsen

Praxis-Beispiele
Beispiel 1
Allgemeiner Maschinenbau
| Werkstück: | Teil einer Halterung |
| Material: | SUS304 |
| Fräser: | EXLN04M025C25.0R03 ( ø25, z = 3) |
| Wendeschneidplatte: | LNMX0405R4-MJ |
| Sorte: | AH3135 |
| Schnittbedingungen: | Vc = 220 ← 120 (m/min) fz = 0.4 ← 0.1 (mm/Z) Vf = 3360 ← 535 (mm/min) ap = 3.5 ← 3 (mm) ae = 15 (mm) Anwendung: Schulterfräsen Kühlmittel: Externe Zufuhr Maschine: Vertikal M/C |

Beispiel 2
Werkzeug- und Formenbau
| Werkstück: | Schlittenkern |
| Material: | NAK80 (40HRC) |
| Fräser: | EXLN04M025C25.0R03 ( ø25, z = 3) |
| Wendeschneidplatte: | LNMX0405R4-MJ |
| Sorte: | AH3135 |
| Schnittbedingungen: | Vc = 150 (m/min) fz = 0.3 ← 0.15 (mm/Z) Vf = 1720 ← 573 (mm/min) ap = 4 ← 5 (mm) ae = 7 ← 5 (mm) Anwendung: Schulterfräsen Kühlmittel: Externe Zufuhr Maschine: Vertikal M/C |

Beispiel 3
Stromerzeugungsindustrie
| Werkstück: | Turbinenschaufel |
| Material: | 13Cr-Mo stainless steel |
| Fräser: | EXLN04M032C32.0R04 (ø32, z = 4) |
| Wendeschneidplatte: | LNMX0405R4-MJ |
| Sorte: | AH3135 |
| Schnittbedingungen: | Vc = 220 (m/min) fz = 0.30 (mm/Z) Vf = 2,626 (mm/min) ap = 1.0 (mm) Anwendung: Profilfräsen Kühlmittel: Trocken Maschine: Drehzentrum |

Standard-Schnittbedingungen
LNMX**-MJ/ML
| ISO | Material des Werkstücks | Härte | Priorität | Sorte | Spanbrecher | Schnittgeschw. Vc (m/min) |
Zahnvorschub fz (mm/Z) |
|
|---|---|---|---|---|---|---|---|---|
| Stahl mit niedrigem Kohlenstoffgehalt S15C, SS400, usw. C15, C20, usw. |
– 200 HB | Erste Wahl | AH3225 | MJ | 100 – 300 | 0.2 – 0.6 | ||
| – 200 HB | Geringe Schnittkraft | AH3135 | ML | 100 – 300 | 0.2 – 0.6 | |||
| Kohlenstoffstahl, legierter Stahl S55C, SCM440, usw. C55, 42CrMoS4, usw. |
– 300 HB | Erste Wahl | AH3225 | MJ | 100 – 250 | 0.2 – 0.6 | ||
| – 300 HB | Geringe Schnittkraft | AH3135 | ML | 100 – 250 | 0.2 – 0.6 | |||
| Vorgehärteter Stahl NAK80, PX5, usw. |
30 – 40 HRC | Erste Wahl | AH3225 | MJ | 100 – 200 | 0.15 – 0.4 | ||
| 30 – 40 HRC | Geringe Schnittkraft | AH3135 | ML | 100 – 200 | 0.15 – 0.4 | |||
| Austenitischer rostfreier Stahl SUS304, SUS304, usw. X5CrNi18-9, X5CrNiMo17-12-2, usw. |
– 200 HB | Erste Wahl | AH3135 | MJ | 100 – 200 | 0.2 – 0.6 | ||
| – 200 HB | Geringe Schnittkraft | AH3135 | ML | 100 – 200 | 0.2 – 0.6 | |||
| Martensitischer rostfreier Stahl SUS410, SUS420J1, usw. X12Cr13, X20Cr13, usw. |
– 200 HB | Erste Wahl | AH3135 | ML | 100 – 300 | 0.2 – 0.6 | ||
| – 200 HB | Bruchfestigkeit | AH3135 | MJ | 100 – 300 | 0.2 – 0.6 | |||
| Grauguss FC250, FC300, usw. 250, 300, usw. |
150 – 250 HB | Erste Wahl | AH120 | MJ | 100 – 300 | 0.2 – 0.6 | ||
| 150 – 250 HB | Bruchfestigkeit | AH3225 | MJ | 100 – 300 | 0.2 – 0.6 | |||
| Kugelgraphitguss FCD400, etc. 400-15, 600-3, etc. |
150 – 250 HB | Erste Wahl | AH120 | MJ | 80 – 250 | 0.2 – 0.6 | ||
| 150 – 250 HB | Bruchfestigkeit | AH3225 | MJ | 80 – 250 | 0.2 – 0.6 | |||
| Titanlegierung Ti-6AI-4V, usw. | – | Erste Wahl | AH3135 | ML | 30 – 60 | 0.15 – 0.6 | ||
| – | Bruchfestigkeit | AH3135 | MJ | 30 – 60 | 0.15 – 0.6 | |||
| Superlegierungen Inconel718, usw. |
– | Erste Wahl | AH8015 | MJ | 20 – 50 | 0.05 – 0.3 | ||
| – | Geringe Schnittkraft | AH120 | ML | 20 – 50 | 0.05 – 0.3 | |||
| Gehärteter Stahl | SKD61, etc.SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | Erste Wahl | AH3225 | MJ | 50 – 150 | 0.1 – 0.3 | |
| 40 – 50 HRC | Verschleißfestigkeit | AH8015 | MJ | 50 – 150 | 0.1 – 0.3 | |||
| SKD11, etc. X153CrMoV12, etc. | 50 – 60 HRC | Erste Wahl | AH8015 | MJ | 50 – 70 | 0.05 – 0.15 | ||
-
Wenn Sie einen langen Schaft oder einen modularen Kopf mit langem Auskragen verwenden, reduzieren Sie bitte die Schnittbedingungen (Vc, fz, ap) auf 70 % der maximalen Bedingungen für den Standardschaft.
LNMX04-HJ/HL
| ISO | Material des Werkstücks | Härte | Priorität | Sorte | Spanbrecher | Schnittgeschw. Vc (m/min) |
Zahnvorschub fz (mm/Z) |
|
|---|---|---|---|---|---|---|---|---|
| Stahl mit niedrigem Kohlenstoffgehalt S15C, SS400, usw.S15C, SS400, usw. C15, C20, usw. |
– 300HB | Erste Wahl | AH3225 | HJ | 100 – 300 | 0.5 – 1.3 | ||
| Verschleißfestigkeit | AH8015 | HJ | ||||||
| Geringe Schnittkraft | AH3225 | HL | 0.4 – 1 | |||||
| Kohlenstoffstahl, legierter Stahl S55C, SCM440, usw.S55C, SCM440, usw. C55, 42CrMoS4, etc. |
– 300HB | Erste Wahl | AH3225 | HJ | 100 – 250 | 0.5 – 1.3 | ||
| Verschleißfestigkeit | AH8015 | HJ | ||||||
| Geringe Schnittkraft | AH3225 | HL | 0.4 – 1 | |||||
| Vorgehärteter Stahl NAK80, PX5, etc. |
30 – 40HRC | Erste Wahl | AH3225 | HJ | 100 – 200 | 0.4 – 1 | ||
| Verschleißfestigkeit | AH8015 | HJ | ||||||
| Geringe Schnittkraft | AH3225 | HL | 0.2 – 0.8 | |||||
| Austenitischer rostfreier Stahl SUS304, SUS304, usw.SUS304, SUS304, usw. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200HB | Erste Wahl | AH3135 | HL | 100 – 200 | 0.3 – 0.9 | ||
| Bruchfestigkeit | HJ | |||||||
| Martensitischer rostfreier Stahl SUS410, SUS420J1, usw.SUS410, SUS420J1, usw. X12Cr13, X20Cr13, usw. |
– 200HB | Erste Wahl | AH3135 | HL | 100 – 300 | 0.3 – 0.9 | ||
| Bruchfestigkeit | HJ | |||||||
| Grauguss FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | Erste Wahl | AH120 | HJ | 100 – 300 | 0.5 – 1.3 | ||
| Bruchfestigkeit | AH3225 | |||||||
| Kugelgraphitguss FCD400, etc. 400-15, 600-3, etc. |
150 – 250HB | Erste Wahl | AH120 | HJ | 80 – 250 | 0.5 – 1.3 | ||
| Bruchfestigkeit | AH3225 | |||||||
| Titan-Legierung Ti-6AI-4V, usw. |
150 – 250HB | Erste Wahl | AH3135 | HL | 30 – 60 | 0.3 – 0.7 | ||
| Bruchfestigkeit | HJ | |||||||
| Superlegierungen Inconel718, etc. |
150 – 250HB | Erste Wahl | AH8015 | HL | 20 – 50 | 0.1 – 0.3 | ||
| Bruchfestigkeit | HJ | |||||||
| Gehärteter Stahl | SKD61, etc.SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | Erste Wahl | AH3225 | HJ | 50 – 150 | 0.1 – 0.5 | |
| Verschleißfestigkeit | AH8015 | |||||||
| SKD11, etc.SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | Erste Wahl | AH8015 | HJ | 50 – 70 | 0.05 – 0.2 | ||
- Wenn Sie einen langen Schaft oder einen modularen Kopf mit langem Auskragen verwenden, reduzieren Sie bitte die Schnittbedingungen (Vc, fz, ap) auf 70 % der maximalen Bedingungen für den Standardschaft.
LNMX06-HJ
| ISO | Material des Werkstücks | Härte | Priorität | Sorte | Spanbrecher | Schnittgeschw. Vc (m/min) |
Zahnvorschub fz (mm/Z) |
|
|---|---|---|---|---|---|---|---|---|
| Stahl mit niedrigem Kohlenstoffgehalt S15C, SS400, usw.S15C, SS400, usw. C15, C20, usw. |
– 300HB | Erste Wahl | AH3225 | HJ | 100 – 300 | 0.3 – 1.1 | ||
| Verschleißfestigkeit | AH8015 | |||||||
| Kohlenstoffstahl, legierter Stahl S55C, SCM440, usw.S55C, SCM440, usw. C55, 42CrMoS4, usw. |
– 300HB | Erste Wahl | AH3225 | HJ | 100 – 250 | 0.3 – 1.1 | ||
| Verschleißfestigkeit | AH8015 | |||||||
| Vorgehärteter Stahl NAK80, PX5, usw. |
30 – 40HRC | Erste Wahl | AH3225 | HJ | 100 – 200 | 0.2 – 0.7 | ||
| Verschleißfestigkeit | AH8015 | |||||||
| Austenitischer rostfreier Stahl SUS304, SUS304, usw.SUS304, SUS304, usw. X5CrNi18-9, X5CrNiMo17-12-2, usw. |
– 200HB | Erste Wahl | AH3135 | HJ | 100 – 200 | 0.2 – 0.7 | ||
| Erste Wahl | ||||||||
| Martensitischer rostfreier Stahl SUS410, SUS420J1, usw.SUS410, SUS420J1, usw. X12Cr13, X20Cr13, usw. |
– 200HB | Erste Wahl | AH3135 | HJ | 100 – 300 | 0.2 – 0.7 | ||
| Bruchfestigkeit | ||||||||
| Grauguss FC250, FC300, usw. 250, 300, etc. |
150 – 250HB | Erste Wahl | AH120 | HJ | 100 – 300 | 0.3 – 1.1 | ||
| Bruchfestigkeit | AH3225 | |||||||
| Kugelgraphitguss FCD400, etc. 400-15, 600-3, etc. |
150 – 250HB | Erste Wahl | AH120 | HJ | 80 – 250 | 0.3 – 1.1 | ||
| Erste Wahl | AH3225 | |||||||
| Titan-Legierung Ti-6AI-4V, usw. |
150 – 250HB | Erste Wahl | AH3135 | HJ | 30 – 60 | 0.15 – 0.6 | ||
| Superlegierungen Inconel718, usw. |
150 – 250HB | Verschleißfestigkeit | AH8015 | HJ | 20 – 50 | 0.05 – 0.3 | ||
| Gehärteter Stahl | SKD61, etc.SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | Erste Wahl | AH3225 | HJ | 50 – 150 | 0.1 – 0.3 | |
| Verschleißfestigkeit | AH8015 | |||||||
| SKD11, etc.SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | Erste Wahl | AH8015 | HJ | 50 – 70 | 0.05 – 0.15 | ||
- Wenn Sie einen langen Schaft oder einen modularen Kopf mit langem Überstand verwenden, senken Sie bitte die Schnittbedingungen (Vc, fz, ap) auf 70% der maximalen Bedingungen für den Standardschaft.
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
Metrisch
Imperial

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System