

Vielseitig einsetzbare Planfräser für eine Vielzahl von Materialien
DoTriple-Mill verfügt über eine verbesserte Schwalbenschwanz-Klemmstruktur und bietet den dreifachen Vorteil, quadratische, achteckige und runde Wendeschneidplatten im selben Plattensitz zu verwenden

Anwendungen & Eigenschaften
Anwendungen

Eigenschaften
1. Hohe Vielseitigkeit
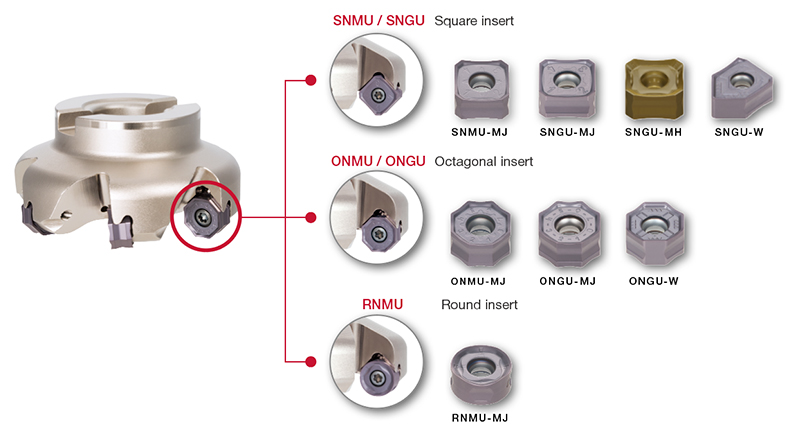
• 3 Arten von doppelseitigen Wendeschneidplatten passen in denselben Plattensitz.
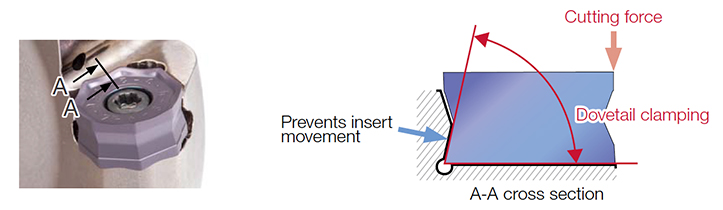
2. Stabile Klemmung mit Schwalbenschwanzstruktur
• Verbesserte Leistung insbesondere bei der Bearbeitung von Hochtemperaturwerkstoffen.
• Verlängerte Standzeit der Werkzeuge.
Wendeschneidplatten & Sorten
Wendeschneidplatten

SN*U
- Maximale Schnitttiefe = 6 mm
- Schneidenwinkel 45 Grad am Fräskörper
- Geeignet für eine große Schnitttiefe beim Planfräsen

ON*U
- Maximale Schnitttiefe = 3,4 mm
- Schneidenwinkel 45 Grad am Fräskörper
- Hochwirtschaftliche Wendeschneidplatten mit 16 Schneidkanten zum Planfräsen

RNMU
- Maximale Schnitttiefe = 6 mm
- Für das Fräsen mit hohem Vorschub oder eine Bearbeitung mit großer Schnitttiefe
- Geringere Schnittkraft und geringere thermische Schädigung der Schneide durch die spiralförmige Schneidenform
Haupt-Sorten
AH3135
![]()
![]()
- Hohe Bruchfestigkeit
- Geeignet für die Bearbeitung von Stahl und rostfreiem Stahl unter allgemeinen Schnittbedingungen
T3225
![]()
![]()
- Hohe Zerspanungs- und Bruchfestigkeit
- Geeignet zum Fräsen von Stahl und rostfreiem Stahl
T1215
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Zerspanungsfestigkeit
- Geeignet zum Fräsen von Gusseisen
Fräs-Körper

Praxis-Beispiele
Beispiel 1
Stromerzeugungsindustrie
| Werkstück: | Turbinenschaufel |
| Material: | 10705BU (Rostfreier Stahl) |
| Fräser: | TASN13J100B31.7R08 (ø100, z = 8) |
| Wendeschneidplatte: | ONGU0507ANEN-MJ |
| Sorte: | AH3135 |
| Schnittbedingungen: | Vc = 79 (m/min) fz = 0.10 (mm/Z) Vf = 201 (mm/min) ap = 2.0 (mm) Anwendung: Planfräsen (Schruppen) Kühlmittel: Extern Maschine: Horizontal M/C, BT50 |

Beispiel 2
Automobilindustrie
| Werkstück: | Turbinengehäuse |
| Material: | GX40CrNiSiNb22-10 |
| Fräser: | TASN13M100B32.0R08 (ø100, z = 8) |
| Wendeschneidplatte: | SNGU1307ANEN-MJ |
| Sorte: | AH3135 |
| Schnittbedingungen: | Vc = 94 (m/min) fz = 0.17 (mm/Z) Vf = 408 (mm/min) ap = 3.5 (mm) ae = 80 (mm) Anwendung: Planfräsen Kühlmittel: Extern Maschine: Vertikal M/C |

Beispiel 3
Automobilindustrie
| Werkstück: | Turbinengehäuse |
| Material: | Hi Si FCD |
| Fräser: | TASN13M125B40.0R10 (ø125, z = 10) |
| Wendeschneidplatte: | SNGU1307ANEN-MJ |
| Sorte: | AH3135 |
| Schnittbedingungen: | Vc = 196 (m/min) fz = 0.08 (mm/Z) Vf = 400 (mm/min) ap = 1.3 (mm) ae = 100 (mm) Anwendung: Planfräsen (Schruppen) Kühlmittel: Extern Maschine: Vertikal M/C, BT50 |

Standard-Schnittbedingungen
SNMU / SNGU / ONMU / ONGU
| ISO | Workpiece materials | Hardness | Priority | Grades | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
| Low carbon steel S15C, etc. C15, etc. |
200 – 300HB | First choice | AH3225 | MJ | 100 – 250 | 0.1 – 0.5 | ||
| For wear resistance | T3225 | MJ | 200 – 350 | 0.1 – 0.4 | ||||
| High carbon and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
150 – 300HB | First choice | AH3225 | MJ | 100 – 250 | 0.1 – 0.4 | ||
| For wear resistance | T3225 | MJ | 180 – 300 | 0.1 – 0.4 | ||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 200 | 0.1 – 0.4 | ||
| For wear resistance | T3225 | MJ | 150 – 250 | 0.1 – 0.4 | ||||
| Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– 200HB | First choice | AH3135 | MJ | 100 – 200 | 0.1 – 0.35 | ||
| For wear resistance | T3225 | MJ | 100 – 200 | 0.1 – 0.3 | ||||
| Cast stainless steel SCH20XNb, 1.4849, etc. |
– | First choice | T3225 | MH | 60 – 120 | 0.1 – 0.3 | ||
| For low cutting force | AH3135 | MJ | 60 – 120 | 0.1 – 0.3 | ||||
| Grey cast iron FC250, etc. 250, etc. |
150 – 250HB | First choice | AH8015 | MJ | 100 – 250 | 0.1 – 0.5 | ||
| For wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.4 | ||||
| Ductile cast iron FCD600, etc. 600-3, etc. |
150 – 250HB | First choice | AH8015 | MJ | 80 – 200 | 0.1 – 0.5 | ||
| For wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.4 | ||||
| Titanium alloys Ti-6AI-4V, etc. |
– 40HRC | First choice | AH3135 | MJ | 30 – 60 | 0.1 – 0.3 | ||
| For wear resistance | AH8015 | MJ | 30 – 60 | 0.1 – 0.3 | ||||
| Heat-resistant alloys Inconel718, etc. |
– 40HRC | First choice | AH8015 | MJ | 10 – 40 | 0.05 – 0.15 | ||
| For fracture resistance | AH3135 | MJ | 10 – 40 | 0.05 – 0.15 | ||||
| Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH8015 | MJ | 80 – 130 | 0.05 – 0.2 | |
| For fracture resistance | AH3225 | MJ | 80 – 130 | 0.05 – 0.2 | ||||
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH8015 | MJ | 50 – 70 | 0.03 – 0.1 | ||
RNMU
| ISO | Werkstoffe des Werkstücks | Härte | Priorität | Sorten | Spanbrecher | Schnittgeschw. Vc (m/min) |
Zahnvorschub fz (mm/Z) |
|
|---|---|---|---|---|---|---|---|---|
| Stahl mit niedrigem Kohlenstoffgehalt S15C, usw. C15, etc. |
200 – 300HB | Erste Wahl | AH3225 | MJ | 100 – 250 | ※ap = 6 mm : 0.1 – 0.3 ※ap = 2 mm : 0.4 – 0.8 ※ap = 1 mm : 0.8 – 1.5 |
||
| Verschleißfestigkeit | T3225 | MJ | 200 – 350 | |||||
| Hochkohlenstoff- und legierter Stahl S55C, SCM440, etc. C55, 42CrMo4, etc. |
150 – 300HB | Erste Wahl | AH3225 | MJ | 100 – 250 | |||
| Verschleißfestigkeit | T3225 | MJ | 180 – 300 | |||||
| Vorgehärteter Stahl NAK80, PX5, usw. |
30 – 40 HRC | Erste Wahl | AH3225 | MJ | 100 – 200 | |||
| Verschleißfestigkeit | T3225 | MJ | 150 – 250 | |||||
| Rostfreier Stahl SUS304, SUS316, usw. X5CrNi18-9, X5CrNiMo17-12-3, usw. |
– 200HB | Erste Wahl | AH3135 | MJ | 100 – 200 | ※ap = 6 mm : 0.1 – 0.25 ※ap = 2 mm : 0.3 – 0.7 ※ap = 1 mm : 0.6 – 1.3 |
||
| Verschleißfestigkeit | T3225 | MJ | 100 – 200 | |||||
| Rostfreier Stahlguss SCH20XNb, 1.4849, usw. |
– | Erste Wahl | T3225 | MJ | 60 – 120 | ※ap = 2 mm : 0.2 – 0.4 ※ap = 1 mm : 0.3 – 0.8 |
||
| Bruchfestigkeit | AH3135 | MJ | 60 – 120 | |||||
| Grauguss FC250, etc. 250, usw., GG25, usw. |
150 – 250HB | Erste Wahl | AH120 | MJ | 100 – 300 | ※ap = 6 mm : 0.1 – 0.3 ※ap = 2 mm : 0.4 – 0.8 ※ap = 1 mm : 0.8 – 1.5 |
||
| T1215 | MJ | 100 – 250 | ||||||
| Kugelgraphitguss FCD600, etc. 600-3, etc., GGG60, etc. |
150 – 250HB | Erste Wahl | AH120 | MJ | 100 – 300 | |||
| T1215 | MJ | 80 – 200 | ||||||
| Titan-Legierungen Ti-6AI-4V, usw. |
– 40HRC | Erste Wahl | AH3135 | MJ | 30 – 60 | ap = 1 mm : 0.15 – 0.8 | ||
| Hitzebeständige Legierungen Inconel718, usw. |
– 40HRC | Erste Wahl | AH120 | MJ | 10 – 40 | ap = 1 mm : 0.05 – 0.3 | ||
| Gehärteter Stahl | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | Erste Wahl | AH3225 | MJ | 80 – 130 | ap = 1 mm : 0.1 – 0.25 | |
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | Erste Wahl | AH120 | MJ | 50 – 70 | ap = 0.5 mm : 0.03 – 0.1 | ||
※ Wenn Sie T3225 oder T1215 verwenden, verringern Sie den Zahnvorschub (fz) auf 80% des oben genannten Wertes.
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System