

Multifunktionaler Fräser mit Zentrumsschneide
Allround-Fräser mit Zentrierfunktion für ultimative Vielseitigkeit bei der Bearbeitung

Anwendungen & Eigenschaften
Anwendungen












Eigenschaften
1. Ultimative Vielseitigkeit
– Durch die Möglichkeit der Zentrumssschneide kann ein einziger Fräser eine Vielzahl von Anwendungen ausführen und ermöglicht so Prozess- und Werkzeugintegrationen für maximale Produktivität. Die schwalbenschwanzförmige Wendeplattenklemmung sorgt für hohe Prozesssicherheit.

Anwendungsmöglichkeiten mit DoMultiRec


| Größe | APMX (mm) | Werkzeug-Ø DC (mm) |
|---|---|---|
| 08 | 7 | ø16 |
| ø17 | ||
| 10 | 9 | ø20 |
| ø21 | ||
| 12 | 11 | ø25 |
| ø26 |
2. Maximale Kosten pro Schneide für Fräser mit einer Zentrumsschneide
– Eine einzelne Wendeschneidplatte kann entweder für die Mittelkante oder die Umfangskante verwendet werden und kann in jeder Position zweimal eingesetzt werden – insgesamt vier Schneidkanten für höchste Wirtschaftlichkeit der Wendeschneidplatten.

3. Flacher Lochboden
– Einfaches Herstellen möglichst flacher Lochböden. Auch für Gegenbohrungen geeignet.

Größe 12
| Fräser | : EVLX12M025C25.0R02 (ø25 mm, z = 2) |
| Wendeschneidplatte | : LXMU120408PER-MM AH3225 |
| Schnittgeschwindigkeit | : Vc = 150 m/min |
| Vorschub pro Zahn | : fz = 0.07 mm/Z |
| Tiefe der Bohrung | : 5 mm |
| Länge des Überhangs | : 45 mm |
| Kühlmittel | : Trocken |
Das optimierte Design der Unterkante sorgt für einen ebenen Lochboden.
Wendeschneidplatten & Sorten
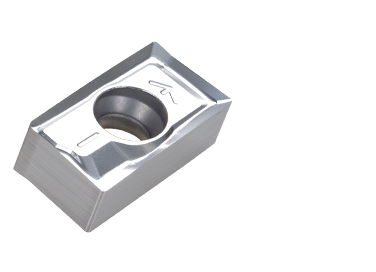
Wendeschneidplatten

LXMU**-MM
- Maximale Schnitttiefe
– LXMU06: 5 mm
– LXMU08: 7 mm
– LXMU10: 9 mm
– LXMU12: 11 mm
– LXMU16: 14.5 mm
– LXMU19: 18 mm
LXGU**-AM
- Maximale Schnitttiefe
– LXGU06: 5 mm
– LXGU08: 7 mm
– LXGU10: 9 mm
– LXGU12: 11 mm
– LXGU16: 14.5 mm
Haupt-Sorten
AH120
![]()
![]()
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Bruchfestigkeit
- Geeignet für die Bearbeitung von Stahl, rostfreiem Stahl und Gusseisen unter allgemeinen Zerspanungsbedingungen
AH3225
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Bruchfestigkeit
- Geeignet für Stahl und rostfreien Stahl
AH8015
![]()
![]()
![]()
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Bruchfestigkeit
- Erste Wahl für die Bearbeitung hitzebeständiger Legierungen unter allgemeinen Schnittbedingungen
Fräs-Körper


Praxis-Beispiele
Beispiel 1
| Werkstück: | Maschinenteil |
| Material: | Gegossener rostfreier Stahl |
| Fräser: | EVLX12M026C25.0R02 (ø26 mm, z = 2) |
| Wendeschneidplatte: | LXMU120408PER-MM |
| Sorte: | AH3225 |
| Schnittbedingungen: | Vc = 60 (m/min) fz = 0.07 (mm/Z) Vf = 102.8 (mm) ap = 5 (mm) ae =26 (mm) Anwendung: Senkbohren, Nutenfräsen Kühlmittel: Außen Überhanglänge: 40 (mm) Maschine: Vertical M/C, BT40 |

Beispiel 2
| Werkstück: | Maschinenteil |
| Material: | SCM420/18CrMo4 |
| Fräser: | EVLX12M026C25.0R02 (ø26 mm, z = 2) |
| Wendeschneidplatte: | LXMU120408PER-MM |
| Sorte: | AH3225 |
| Schnittbedingungen: | Vc = 118 (m/min) fz = 0.31 (mm/Z) Vf = 900 (mm) ap = 2 (mm) ae = 5 (mm) Anwendung: Schulterfräsen Kühlmittel: Luftblasen Überhanglänge: 100 (mm) Maschine:Vertical M/C, BT50 |

Standard-Schnittbedingungen
| ISO | Werkstoffe des Werkstücks | Härte | Spanbrecher | Sorte | Schnittgeschw. Vc (m/min) | Bohren (ZEFP = 1)(1) |
Schulterfräsen / Helixinterpolation(1),(2) |
|||
|---|---|---|---|---|---|---|---|---|---|---|
| Feed per revolution f (mm/rev) |
Zahnvorschub fz (mm/Z) |
|||||||||
| 06 | 08 | 10 / 12 / 16 / 19 | ||||||||
|
|
Stahl mit niedrigem Kohlenstoffgehalt S15C, SS400, etc. C15E4, E275A, etc. |
– 200 HB | MM | AH3225 | 100 – 300 | 0.03 – 0.08 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | |
| Kohlenstoffstahl und legierter Stahl S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | MM | AH3225 | 100 – 250 | 0.03 – 0.08 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| Vorgehärteter Stahl NAK80, PX5, etc. |
30 – 40 HRC | MM | AH3225 | 80 – 180 | 0.03 – 0.06 | 0.05 – 0.15 | 0.05 – 0.2 | 0.05 – 0.25 | ||
|
|
Rostfreier Stahl SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | MM | AH3225 | 80 – 180 | 0.03 – 0.08 | 0.05 – 0.15 | 0.05 – 0.2 | 0.05 – 0.22 | |
|
|
Grauguss FC250, FC300, etc. 250, 300, etc. |
150 – 250 HB | MM | AH120 | 100 – 300 | 0.03 – 0.1 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | |
| Kugelgraphitguss FCD400, FCD600, etc. 400-15S, 600-3, etc. |
150 – 250 HB | MM | AH120 | 100 – 250 | 0.03 – 0.08 | 0.05 – 0.15 | 0.05 – 0.2 | 0.05 – 0.25 | ||
|
|
Aluminiumlegierung Si < 13% |
– | AM | DS2005 KS05F |
400 – 800 | 0.03 – 0.08 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | |
| Aluminiumlegierung Si ≥ 13% |
– | AM | DS2005 KS05F |
100 – 200 | 0.03 – 0.08 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.3 | ||
|
|
Titan-Legierungen Ti-6AI-4V, etc. |
– | MM | AH3225 | 20 – 60 | 0.03 – 0.06 | 0.04 – 0.1 | 0.04 – 0.15 | 0.04 – 0.15 | |
| Superlegierungen Inconel 718, etc. |
– | MM | AH8015 | 20 – 40 | 0.03 – 0.06 | 0.04 – 0.1 | 0.04 – 0.15 | 0.04 – 0.15 | ||
|
|
Gehärteter Stahl | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | MM | AH8015 | 50 – 150 | 0.03 – 0.05 | 0.04 – 0.1 | 0.04 – 0.15 | 0.04 – 0.15 |
| SKD11, etc. X153CrMoV12, etc. |
50 – 60 HRC | MM | AH8015 | 40 – 70 | 0.03 – 0.05 | 0.04 – 0.1 | 0.04 – 0.15 | 0.04 – 0.15 | ||






- (1) In den folgenden Fällen ist der Vorschub so zu wählen, als hätte der Fräser eine einzige effektive Schneide (ZEFP = 1):
- Bohren
- Helixinterpolation für Bohrungen mit einem Bohrungsdurchmesser (ØD) ≤ 1,25× dem Werkzeugdurchmesser (DC)
- Die axiale Schnitttiefe überschreitet APMX2
- (2)Das Werkzeug neigt zu Vibrationen, wenn die Werkzeugauskragung 3,5×D überschreitet, was zu einer schlechten Werkstückqualität führt. Stellen Sie sicher, dass die axiale Schnitttiefe (ap) den in der APMX2-Spalte angegebenen Wert nicht überschreitet. Reduzieren Sie außerdem die Schnittgeschwindigkeit und den Vorschub auf 50 % der empfohlenen Werte.
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
Metrisch
Imperial

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.