

Wechselkopfbohrer zum Bohren großer Löcher
Einzigartiges Spannkonzept und zwei effektive Schneidkanten am Bohrkopf sorgen für exzellente Lochqualität und hohe Produktivität


Anwendungen & Eigenschaften
Anwendungen

Eigenschaften
1. Zwei effektive Schneidkanten
• Der Bohrkopf mit zwei effektiven Schneidkanten sorgt für hohe Produktivität und Zuverlässigkeit.
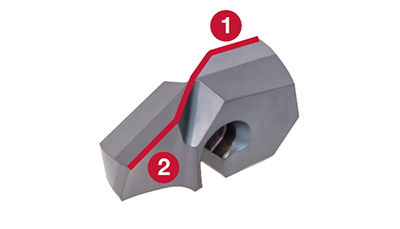
2. Einzigartiges Klemmsystem
– Der Bohrkopfwechsel ist möglich, ohne den Bohrerkörper aus der Werkzeugaufnahme oder der Spindel zu entfernen, wodurch Nachjustierungen entfallen.
– Der asymmetrisch geformte Bohrkopf sorgt nicht nur für Stabilität bei schweren Bearbeitungen, sondern auch für eine fehlerfreie Bohrkopfmontage.
– Der Bohrerkörper verfügt über eine breite Auflagefläche für den Bohrkopf zur stabilen Klemmung der Wendeschneidplatte.

Wendeschneidplatten & Sorten
Wendeschneidplatten
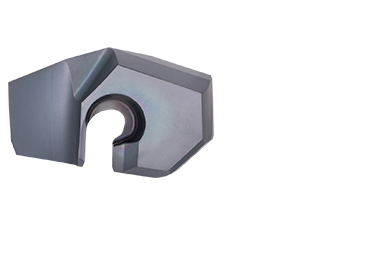
SMP (ø20 – ø41 mm)
- Typ für allgemeine Zwecke
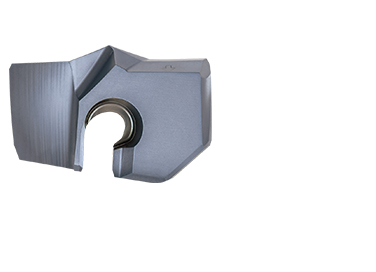
SMF (ø20 – ø41 mm)
- Bietet einen höheren Widerstand gegen Radialkräfte und verbessert die Bearbeitungsstabilität beim Bohren von unregelmäßigen Oberflächen oder Werkstücken mit geringer Stabilität
- Beschichtet mit verschleißfester PVD-Sorte, AH9130
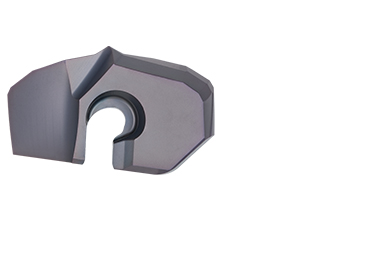
SMC (ø20 – ø33 mm)
- Vorbohren ist nicht erforderlich
- Hervorragende Bohrstabilität
- Ausgeklügelte Geometrie verhindert Schneidenbruch und Gratbildung am Werkstück
Grades
AH725
![]()
![]()
![]()
![]()
-
P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Gutes Gleichgewicht zwischen Verschleiß- und Zerspanungsfestigkeit
- Geeignet für die Bearbeitung von Stahl und rostfreiem Stahl unter allgemeinen Schnittbedingungen
AH9130
![]()
![]()
![]()
![]()
- P15 – P35 / M25 – M35 / K10 – K25 / S15 – S30
- Hohe Verschleißfestigkeit
- Entwickelt für das Bohren verschiedener Materialien
Bohr-Körper

Praxis-Beispiele
Beispiel 1
Allgemeiner Maschinenbau
| Werkstück: | Absperrschieber |
| Material: | SUS304 / X5CrNi18-9 |
| Bohrer: | TIS300F40-5 |
| Kopf: | SMP300 |
| Sorte: | AH725 |
| Schnittbedingungen: | Vc = 60 (m/min) f = 0.25 (mm/U) Vf = 160 (mm/min) H = 120 (mm) Maschine: Horizontal M/C |

Beispiel 2
Schwerindustrie
| Werkstück: | Drehkranz |
| Material: | SCM440 / 42CrMo4 |
| Bohrer: | TIS330F40-5 |
| Kopf: | SMP331 |
| Sorte: | AH725 |
| Schnittbedingungen: | Vc = 100 (m/min) f = 0.4 (mm/U) Vf = 380 (mm/min) H = 150 (mm) Maschine: Vertical M/C |

Standard-Schnittbedingungen
SMP / SMF
| ISO |
Werkstoffe des Werkstücks |
Schnittgeschw. |
Vorschub: f (mm/U) |
||
|---|---|---|---|---|---|
| Vc (m/min) | ø20 – 29.9 | ø30 – 35.9 | ø36 – 41 | ||
 |
Stahl mit niedrigem Kohlenstoffgehalt S15C, S20C, etc. C15E4, etc. |
80 – 140 | 0.2 – 0.5 | 0.2 – 0.5 | 0.2 – 0.55 |
| Kohlenstoffstahl und legierter Stahl S55C, SCM440, etc. C55, 42CrMo4, etc. |
80 – 130 | 0.2 – 0.5 | 0.2 – 0.5 | 0.2 – 0.55 | |
| Vorgehärteter Stahl NAK80, PX5, etc. |
50 – 100 | 0.2 – 0.5 | 0.2 – 0.5 | 0.2 – 0.55 | |
 |
Rostfreier Stahl SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
40 – 80 | 0.15 – 0.3 | 0.2 – 0.3 | 0.2 – 0.35 |
 |
Grauguss FC250, FC300, etc. 250, 300, etc. |
80 – 180 | 0.25 – 0.55 | 0.25 – 0.55 | 0.3 – 0.6 |
| Kugelgraphitguss FCD400, FCD600, etc. 400-15, 600-3, etc. |
80 – 140 | 0.25 – 0.55 | 0.25 – 0.55 | 0.3 – 0.6 | |
 |
Nicht eisenhaltige Materialien | 100 – 200 | 0.4 – 0.6 | 0.4 – 0.6 | 0.5 – 0.7 |
 |
Hitzebeständige Legierungen Inconel718, etc. |
20 – 50 | 0.1 – 0.2 | 0.1 – 0.2 | 0.1 – 0.25 |
| Titan-Legierungen Ti-6AI-4V, etc. |
20 – 50 | 0.1 – 0.2 | 0.1 – 0.2 | 0.1 – 0.25 | |
 |
Harte Materialien | 20 – 60 | 0.1 – 0.2 | 0.1 – 0.2 | 0.1 – 0.25 |
SMC
| ISO | Werkstoffe des Werkstücks |
Schnittgeschw. |
Vorschub: f (mm/U) |
|---|---|---|---|
| Vc (m/min) | ø26 – 33 | ||
|
Stahl mit niedrigem Kohlenstoffgehalt S15C, S20C, etc. C15E4, etc. |
80 – 140 | 0.2 – 0.5 |
| Kohlenstoffstahl und legierter Stahl S55C, SCM440, etc. C55, 42CrMo4, etc. |
80 – 130 | 0.2 – 0.5 | |
| Vorgehärteter Stahl NAK80, PX5, etc. |
50 – 100 | 0.2 – 0.5 | |
|
Grauguss FC250, FC300, etc. 250, 300, etc. |
80 – 180 | 0.25 – 0.55 |
| Kugelgraphitguss FCD400, FCD600, etc. 400-15, 600-3, etc. |
80 – 140 | 0.25 – 0.55 | |
|
Harte Materialien | 20 – 60 | 0.1 – 0.2 |
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
e-Catalog

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System