

Hochpräzise Einstech- und Gewindewerkzeugserie für CNC-Drehautomaten
Ideal zum Einstechen und Gewindeschneiden von Stangenmaterial mit einem Durchmesser von 12 mm oder weniger

Anwendungen & Eigenschaften
Anwendungen



Eigenschaften
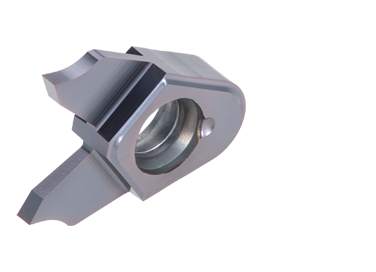
Einstech- und Gewindewerkzeuge für CNC-Drehautomaten mit einzigartigem Wendeschneidplatten-Klemmsystem für zusätzliche Stabilität der Werkzeuge
- Die V-förmige Wendeschneidplatte hält die Wendeschneidplatte sicher fest und ermöglicht eine hochpräzise Bearbeitung
- Erhältlich in 8×8, 10×10 und 12×12 mm Vierkantschäften
- Hochdruck-Durchgangskühlmittel, das auf die Span- und Rückseiten der Schneidkante gerichtet ist, sorgt für einen reibungslosen Bearbeitungsprozess und eine verlängerte Werkzeugstandzeit
- Gleiche Wendeschneidplatten für rechte und linke Werkzeughalter



Schlankes Schaftdesign verhindert Interferenzen mit benachbarten Werkzeugen

Wendeschneidplatten & Sorten
Wendeschneidplatten
VGP Wendeschneidplatten zum Einstechen / Scharfkantig
- CW = 0.33 – 1 mm

VGT Wendeschneidplatten zum Gewindeschneiden / scharfe Kante
- Steigung = 0.4 – 1.5 mm
Sorten
SH725
![]()
![]()
- Hohe Verschleißfestigkeit
- Entwickelt für die Bearbeitung von Stahl und rostfreiem Stahl
Werkzeughalter
Stechen & Gewindeschneiden

MiniV-LockGroove Werkzeughalter
Spannsystem für zusätzliche Stabilität der Werkzeuge

Praxis-Beispiele
Beispiel 1
| Werkstück: | Stift |
| Material: | SUS304 / X5CrNi18-9 |
| Werkzeughalter: | SVER1010H10 |
| Wendeschneidplatte: | VGP10-100F-000 |
| Sorte: | SH725 |
| Schnittbedingungen: | Vc = 60 (m/min) f = 0.02 (mm/U) CW = 1 (mm) CDX = 0.2 (mm) Anwendung: Außen-Stechen Kühlmittel: Öl |

Beispiel 2
| Werkstück: | Sensorteil |
| Material: | Tool steel |
| Werkzeughalter: | SVER0808F08 |
| Wendeschneidplatte: | VGP08-050F-000 |
| Sorte: | SH725 |
| Schnittbedingungen: | Vc = 50 (m/min) f = 0.01 (mm/U) CW = 0.5 (mm) CDX = 0.5 (mm) Anwendung: Außen-Stechen Kühlmittel: Öl |

Standard-Schnittbedingungen
Stechen
| ISO | Werkstoffe des Werkstücks | Sorte | Schnittgeschw. Vc (m/min) |
Vorschub f (mm/U) |
|---|---|---|---|---|
| Stähle mit niedrigem Kohlenstoffgehalt S15C, SS400, usw. C15E4, E275A, usw. |
SH725 | 50 – 150 | 0.005 – 0.1 | |
| Kohlenstoffstähle, legierte Stähle S55C, SCM440, usw. C55, 42CrMo4, usw. |
SH725 | 50 – 150 | 0.005 – 0.1 | |
| Automatenstähle SUH22, SUH23, usw. |
SH725 | 50 – 150 | 0.005 – 0.1 | |
| Rostfreie Stähle SUS304, X5CrNi18-9, usw. |
SH725 | 50 – 100 | 0.005 – 0.1 | |
| Aluminium-Legierungen A5056, A6061, usw. |
SH725 | 150 – 200 | 0.005 – 0.1 | |
| Kupferlegierung C2600, C280C, usw. |
SH725 | 100 – 200 | 0.005 – 0.1 | |
| Titan-Legierungen Ti-6AI-4V, usw. |
SH725 | 30 – 80 | 0.005 – 0.1 | |
| Superlegierungen Inconel718, usw. |
SH725 | 30 – 80 | 0.005 – 0.1 |
Gewindeschneiden
| ISO | Werkstoffe des Werkstücks | Sorte | Schnittgeschw. Vc (m/min) |
Steigung (mm) |
GPZ |
|---|---|---|---|---|---|
| Stähle mit niedrigem Kohlenstoffgehalt S15C, SS400, usw. C15E4, E275A, usw. |
SH725 | 50 – 150 | 0.4 – 2 | 64 – 12 | |
| Kohlenstoffstähle, legierte Stähle S55C, SCM440, usw. C55, 42CrMo4, usw. |
SH725 | 50 – 150 | 0.4 – 2 | 64 – 12 | |
| Automatenstähle SUH22, SUH23, usw. |
SH725 | 50 – 150 | 0.4 – 2 | 64 – 12 | |
| Rostfreie Stähle SUS304, X5CrNi18-9, usw. |
SH725 | 50 – 100 | 0.4 – 2 | 64 – 12 | |
| Aluminium-Legierungen A5056, A6061, usw. |
SH725 | 150 – 200 | 0.4 – 2 | 64 – 12 | |
| Kupferlegierung C2600, C280C, usw. |
SH725 | 100 – 200 | 0.4 – 2 | 64 – 12 | |
| Titan-Legierungen Ti-6AI-4V, usw. |
SH725 | 30 – 80 | 0.4 – 2 | 64 – 12 | |
| Superlegierungen Inconel718, usw. |
SH725 | 30 – 80 | 0.4 – 2 | 64 – 12 |
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
Metrisch
Imperial

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.