

Vollhartmetall-Bohrstange für das Drehen von kleinen Durchmessern
Extrafeine Schneide bietet hochpräzise Bearbeitung für eine breite Palette von Innenanwendungen


Anwendungen & Eigenschaften
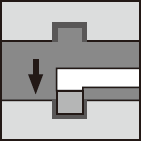
Anwendungen


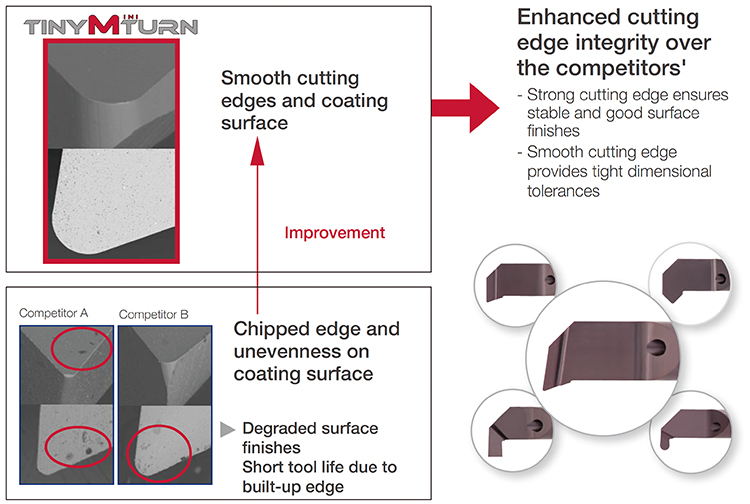
Eigenschaften
1. Starke Schneidkante
Optimierte Geometrie und Beschichtung.
2. Erweitertes Programm für eine Vielzahl von Drehbearbeitungen von Bohrungen mit kleinem Durchmesser
Komplettes Programm mit 146 Vollhartmetall-Bohrstangen – Mindestbohrdurchmesser: øDm = 0,6 mm
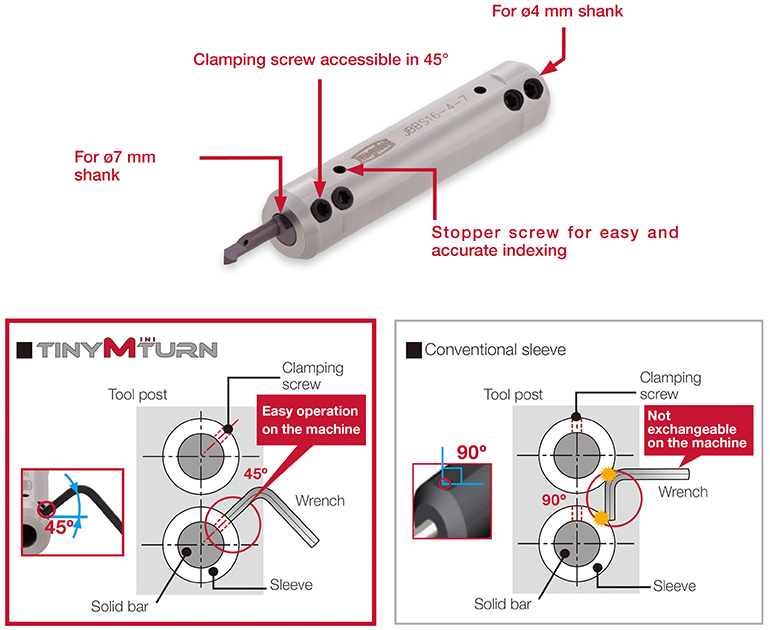
3. Hochpräzise Spannzangenhülsen
Funktionelle TinyMiniTurn-Hülsen sorgen für Stabilität beim Bohren von Löchern mit kleinem Durchmesser.
Vollhartmetall-Bohrstangen & Sorten
Vollhartmetall-Bohrstangen


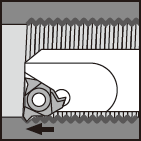
Innen-Gewindeschneiden

TinyMini-Turn für Innen-Gewindeschneiden
- Bohrstangen aus Vollhartmetall
Grades
SH725
![]()
![]()
- P20 – P30 / M20 – M30
- Hohe Verschleißfestigkeit
- Entwickelt für die Bearbeitung von Stahl und rostfreiem Stahl
BX310
![]()
- H01 – H10
- Hohe Verschleißfestigkeit
- Konzipiert für das kontinuierliche Hochgeschwindigkeitsschneiden von gehärtetem Stahl
Wendeschneidplatten & Sorten
Wendeschneidplatten
Haupt-Sorten
SH7025
![]()
![]()
- P20 – P30 / M20 – M30
- Die neueste Sorte mit scharfer Schneide für die Kleinteilebearbeitung
- Eine Kombination aus säulenförmig strukturierter TiCN-Beschichtung und mehrlagiger TiAlN-Beschichtung sorgt für eine hervorragende Oberflächenqualität und Prozesssicherheit
SH725
![]()
![]()
- P20 – P30 / M20 – M30
- Hohe Verschleißfestigkeit
- Entwickelt für die Bearbeitung von Stahl und rostfreiem Stahl
GH110
![]()
![]()
![]()
![]()
![]()
- P10 – P20 / M10 – M20 / K10 – K25 / N05 – N15 / S10 – S20
- Hohe Verschleißfestigkeit
J740
- Ultrafeinkörniges Hartmetall, das mit einer TiN-basierten Verbindung beschichtet ist
GT9530
![]()
![]()
- Hohe Verschleißfestigkeit
- Ausgezeichnete Oberflächenqualität beim Schlichten
NS9530
![]()
![]()
- Hohe Bruchsicherheit
- Geeignet für das Schlichten bis zum mittleren Schnitt von Stahl
TH10
![]()
![]()
![]()
![]()
- P10 / M10 / K10 / N10
- Unbeschichtetes Hartmetall
BX310
![]()
- H01 – H10
- Hohe Verschleißfestigkeit
- Konzipiert für das kontinuierliche Hochgeschwindigkeitsschneiden von gehärtetem Stahl
BX470
![]()
- Ausgezeichnete Schärfe
- Geeignet für eisenhaltiges Sintermetall
DX140
![]()
- Hohe Verschleißfestigkeit
- Entwickelt für die Bearbeitung von Nichteisenmetallen und Nichtmetallen
Indexierbare Werkzeughalter

Aufnahmen

Anwendungsbeispiele
Standard-Schnittbedingungen
Bohren, Profilieren, Anfasen, Aufbohren
| ISO | Werkstoffe des Werkstücks | Sorte | Schnittgeschw. Vc (m/min) | Vorschub f (mm/U) |
|---|---|---|---|---|
 |
Stähle mit niedrigem Kohlenstoffgehalt S15C, S25C, usw. C15E, C15E4, usw. |
SH725 | 40 – 140 | 0.01 – 0.08 |
| Kohlenstoffstähle, legierte Stähle S55C, SCM440, usw. C55, 42CrMo4, usw. |
SH725 | 40 – 140 | 0.01 – 0.08 | |
| Vorvergütete Stähle NAK80, PX5, usw. |
SH725 | 40 – 140 | 0.01 – 0.08 | |
 |
Rostfreie Stähle SUS304, SUS316, usw. X5CrNi18-9, X5CrNiMo17-12-3, usw. |
SH725 | 40 – 140 | 0.01 – 0.08 |
 |
Grauguss FC250, FCD300, usw. GG25, 250, GG30, 300, usw. |
SH725 | 30 – 100 | 0.01 – 0.08 |
| Kugelgraphitguss FC450, FCD600, etc. GGG60, 600-3, etc. |
SH725 | 30 – 100 | 0.01 – 0.08 | |
 |
Aluminium-Legierungen, Kupferlegierungen Si < 12% |
SH725 | 90 – 200 | 0.01 – 0.08 |
 |
Titan-Legierungen Ti-6AI-4V, etc. |
SH725 | 30 – 100 | 0.01 – 0.08 |
| Superlegierungen Inconel718, etc. |
SH725 | 30 – 100 | 0.01 – 0.08 | |
 |
Gehärteter Stahl | BX310 | 15 – 100 | 0.01 – 0.1 * |
* Schnitttiefe und Vorschub entsprechend dem Eckenradius (RE) des Werkzeugs einstellen.
Gewindeschneiden (metrisches Gewinde)
| ISO | Werkstoffe des Werkstücks | Sorte | Schnittgeschw. Vc (m/min) |
Anzahl der Pässe Neigung (mm) |
||||
|---|---|---|---|---|---|---|---|---|
| 0.5 | 0.75 | 1 | 1.25 | 1.5 | ||||
|
Stähle mit niedrigem Kohlenstoffgehalt S15C, S25C, usw. C15E, C15E4, usw. |
SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 |
| Kohlenstoffstähle, legierte Stähle S55C, SCM440, usw. C55, 42CrMo4, usw. |
SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 | |
| Vorvergütete Stähle NAK80, PX5, usw. |
SH725 | 40 – 140 | 6 – 8 | 8 – 10 | 10 – 12 | 12 – 15 | 15 – 18 | |
|
Rostfreie Stähle SUS304, SUS316, usw. X5CrNi18-9, X5CrNiMo17-12-3, usw. |
SH725 | 40 – 140 | 8 | 10 | 12 | 15 | 18 |
|
Grauguss FC250, FCD300, usw. GG25, 250, GG30, 300, usw. |
SH725 | 30 – 100 | 7 | 9 | 12 | 14 | 17 |
| Kugelgraphitguss FC450, FCD600, etc. GGG60, 600-3, etc. |
SH725 | 30 – 100 | 7 | 9 | 12 | 14 | 17 | |
|
Aluminium-Legierungen, Kupferlegierungen Si < 12% |
SH725 | 90 – 200 | 6 | 8 | 10 | 12 | 15 |
Innen-Stechen
| ISO | Werkstoffe des Werkstücks | Sorte | Schnittgeschw. Vc (m/min) |
Vorschub f (mm/U) |
|---|---|---|---|---|
|
Stähle mit niedrigem Kohlenstoffgehalt S15C, S25C, usw. C15E, C15E4, usw. |
SH725 | 40 – 140 | 0.01 – 0.03 |
| Kohlenstoffstähle, legierte Stähle S55C, SCM440, usw. C55, 42CrMo4, usw. |
SH725 | 40 – 140 | 0.01 – 0.03 | |
| Vorvergütete Stähle NAK80, PX5, usw. |
SH725 | 40 – 140 | 0.01 – 0.03 | |
|
Rostfreie Stähle SUS304, SUS316, usw. X5CrNi18-9, X5CrNiMo17-12-3, usw. |
SH725 | 40 – 140 | 0.01 – 0.03 |
|
Grauguss FC250, FCD300, usw. GG25, 250, GG30, 300, usw. |
SH725 | 30 – 100 | 0.01 – 0.03 |
| Kugelgraphitguss FC450, FCD600, etc. GGG60, 600-3, etc. |
SH725 | 30 – 100 | 0.01 – 0.03 | |
|
Aluminium-Legierungen, Kupferlegierungen Si < 12% |
SH725 | 90 – 200 | 0.01 – 0.03 |
|
Titan-Legierungen Ti-6AI-4V, etc. |
SH725 | 30 – 100 | 0.01 – 0.03 |
| Superlegierungen Inconel718, etc. |
SH725 | 30 – 100 | 0.01 – 0.03 |
Stirnseitiges Stechen
| ISO | Werkstoffe des Werkstücks | Sorte | Schnittgeschw. Vc (m/min) |
Vorschub f (mm/U) |
|---|---|---|---|---|
|
Stähle mit niedrigem Kohlenstoffgehalt S15C, S25C, usw. C15E, C15E4, usw. |
SH725 | 40 – 140 | 0.01 – 0.05 |
| Kohlenstoffstähle, legierte Stähle S55C, SCM440, usw. C55, 42CrMo4, usw. |
SH725 | 40 – 140 | 0.01 – 0.05 | |
| Vorvergütete Stähle NAK80, PX5, usw. |
SH725 | 40 – 140 | 0.01 – 0.05 | |
|
Rostfreie Stähle SUS304, SUS316, usw. X5CrNi18-9, X5CrNiMo17-12-3, usw. |
SH725 | 40 – 140 | 0.01 – 0.05 |
|
Grauguss FC250, FCD300, usw. GG25, 250, GG30, 300, usw. |
SH725 | 30 – 100 | 0.01 – 0.05 |
| Kugelgraphitguss FC450, FCD600, etc. GGG60, 600-3, etc. |
SH725 | 30 – 100 | 0.01 – 0.05 | |
|
Aluminium-Legierungen, Kupferlegierungen Si < 12% |
SH725 | 90 – 200 | 0.01 – 0.05 |
|
Titan-Legierungen Ti-6AI-4V, etc. |
SH725 | 30 – 100 | 0.01 – 0.05 |
| Superlegierungen Inconel718, etc. |
SH725 | 30 – 100 | 0.01 – 0.05 |
Für neue Wechsel-Bohrstangen (EPG*04 / EPG*03)
| ISO | Material des Werkstücks | Sorte | Schnittgeschw. Vc (m/min) |
|---|---|---|---|
|
Stähle mit niedrigem Kohlenstoffgehalt S15C, S25C, usw. C15E, C15E4, usw. Kohlenstoffstähle S45C, S55C, usw. C45, C55, usw. Legierte Stähle SCM440, SCr420, usw. 42CrMo4, 20Cr4, usw. |
SH7025 | 10 – 200 |
| SH725 | 10 – 200 | ||
| SH730 | 10 – 150 | ||
| J740 | 10 – 100 | ||
| NS9530 | 150 – 300 | ||
| GT9530 | 150 – 300 | ||
|
Rostfreie Stähle SUS304, SUS316, usw. X5CrNi18-9, X5CrNiMo17-12-3, usw. |
SH7025 | 10 – 200 |
| SH725 | 10 – 200 | ||
| SH730 | 10 – 150 | ||
|
Grauguss FC250, GG25, 250, usw. |
TH10 | 30 – 100 |
|
Aluminium-Legierungen Si < 12% |
TH10 | > 100 |
| DX140 | > 500 | ||
| Aluminium-Legierungen Si > 12% |
TH10 | > 100 | |
| DX140 | > 400 | ||
| Kupferlegierungen | TH10 | > 100 | |
| DX140 | > 500 | ||
|
Gehärtete Materialien | BX310 | 30 – 150 |
| Pulverförmiges Metall | Gesinterte Pulvermetalle | BX470 | 100 – 300 |
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.