Rattern unterdrücken und an die Grenzen gehen. Schruppen und Schlichten mit einem Werkzeug – Kombinations-Schaftfräser

Rattern beim Nutenfräsen, raue Oberflächen durch Schrupp-Schaftfräser, der Aufwand des Werkzeugwechsels zwischen Schruppen und Schlichten – Tungaloys einzigartiges Combination Edge-Design löst all diese Herausforderungen in der Fertigung. Mit seiner proprietären Edge-Geometry, die wellenförmige und gerade Schneidkanten kombiniert – bei keinem Wettbewerber erhältlich – unterdrückt es Rattern und bewältigt alles vom Schruppen bis zum Schlichten mit nur einem Werkzeug. Der Wechselkopf-VEE-C und der Vollhartmetall-FinishMeister – ein 2-Linien-Produktsortiment – decken jede Anwendung ab. Dieser Artikel bietet eine umfassende Analyse der Leistungsfähigkeit der Combination Edge, gestützt durch interne Testdaten und 5 Anwender-Fallstudien zur Zerspanung.
Was Sie in diesem Artikel erfahren
- Die größte Herausforderung beim Schaftfräsen ist „Rattern“ – was die Felddaten zeigen
- Der Schlüssel zur Lösung: Was ist die Combination Edge?
- Vergleich gemessener Daten – warum sie beim Nutenfräsen, Schulterfräsen und Schlichten überzeugt
- Praxisleistung: Anwender-Fallstudien zur Zerspanung (5 Erfolgsgeschichten + veröffentlichter Fall)
- Zusammenfassung – Rattern unterdrücken und zum nächsten Schnitt übergehen
1. Die größte Herausforderung beim Schaftfräsen ist „Rattern“ – was die Felddaten zeigen
Welche Herausforderung bereitet den meisten Betrieben beim Schaftfräsen heute die größten Probleme?
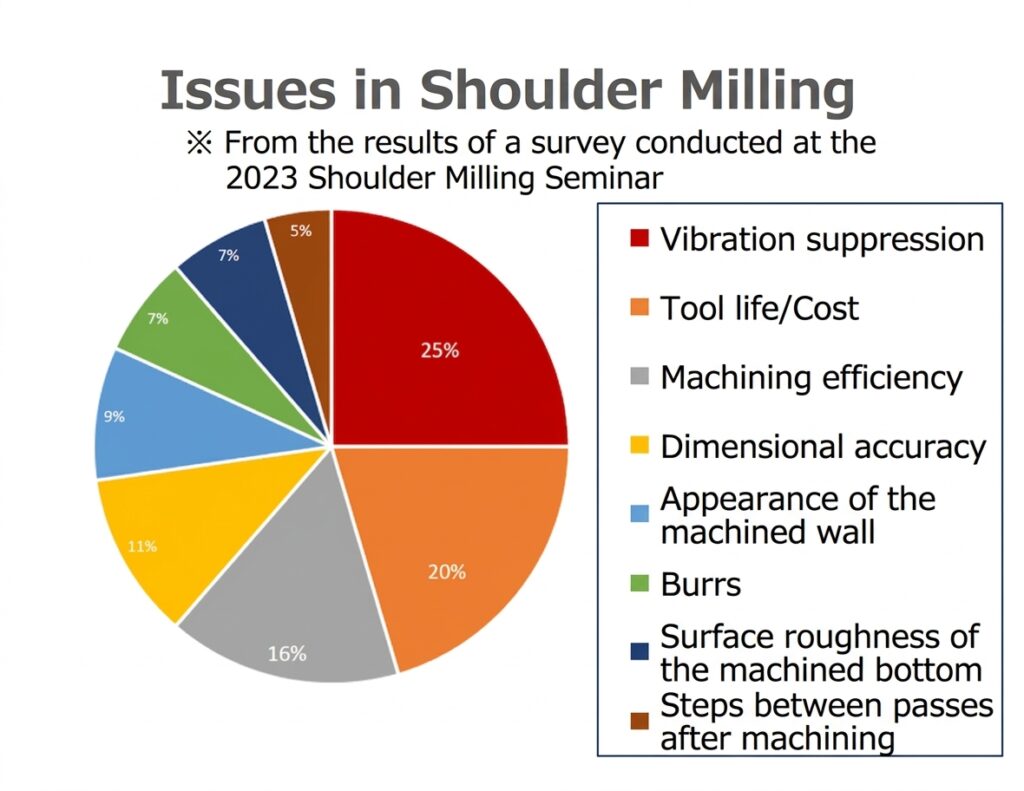
Die Antwort zeigt sich eindeutig in einer Umfrage, die Tungaloy 2023 bei einem Schulterfräsen-Seminar durchgeführt hat.
| Rang | Herausforderung | Prozentsatz |
|---|---|---|
| 1. | Rattern unterdrücken | 25% |
| 2. | Standzeit / Kosten | 20% |
| 3. | Bearbeitungseffizienz | 16% |
| 4. | Maßgenauigkeit | 11% |
| 5. | Oberflächenbild der Wand | 9% |
| 6. | Grate | 7% |
| 7. | Rauheit der Bodenfläche | 7% |
| 8. | Stufenmarken zwischen den Zustellungen | 5% |
1 von 4 Befragten nannte „Rattern unterdrücken“ als größte Herausforderung. Es liegt klar auf Platz 1, vor „Standzeit/Kosten“ (Platz 2) und „Bearbeitungseffizienz“ (Platz 3).
Diese Umfrage bezog sich auf Schulterfräsen, doch beim Nutenfräsen ist die Situation noch anspruchsvoller. Beim Nutenfräsen gibt es konstruktive Faktoren, die Rattern wahrscheinlicher machen als beim Schulterfräsen.
- Hohe Anzahl eingreifender Flute – Maximale gleichzeitige Schneidkanten bedeuten, dass der Schnittwiderstand den beim Schulterfräsen deutlich übersteigt
- Schwierige Spanabfuhr – Späne sammeln sich am Nutgrund, mit Risiko von Nachschneiden, Wärmestau und Beschädigungen
- Verstärkung des Ratterns – Vollumfänglicher Eingriff + lange Auskragung erhöhen die Schwingungsneigung zusätzlich
- Bruchrisiko – In tiefen Nuten (1×D oder mehr) steigt die Werkzeugdurchbiegung und führt direkt zu Bruch
Gleichzeitig greifen viele Betriebe standardmäßig zum „üblichen universellen 4-Schneiden-Schaftfräser“. Laut Tungaloys Verkaufsdaten (2022–2025) entfallen 84 % der Schaftfräser-Nutzung nach Flute-Anzahl auf 4-Flute-Schaftfräser. Obwohl sie fast ausschließlich wegen ihrer Vielseitigkeit gewählt werden, sind 4-Flute-Schaftfräser nicht speziell zur Unterdrückung von Rattern ausgelegt.
Wie lässt sich Rattern unterdrücken und gleichzeitig Effizienz sowie Stabilität beim Nutenfräsen erreichen? Die Antwort ist die Combination Edge.
2. Der Schlüssel zur Lösung: Was ist die Combination Edge?
Aufbau der Combination Edge
Die Combination Edge in FinishMeister- und VEE-C-Köpfen ist eine proprietäre Edge-Geometry mit abwechselnd angeordneten wellenförmigen und geraden Schneidkanten.
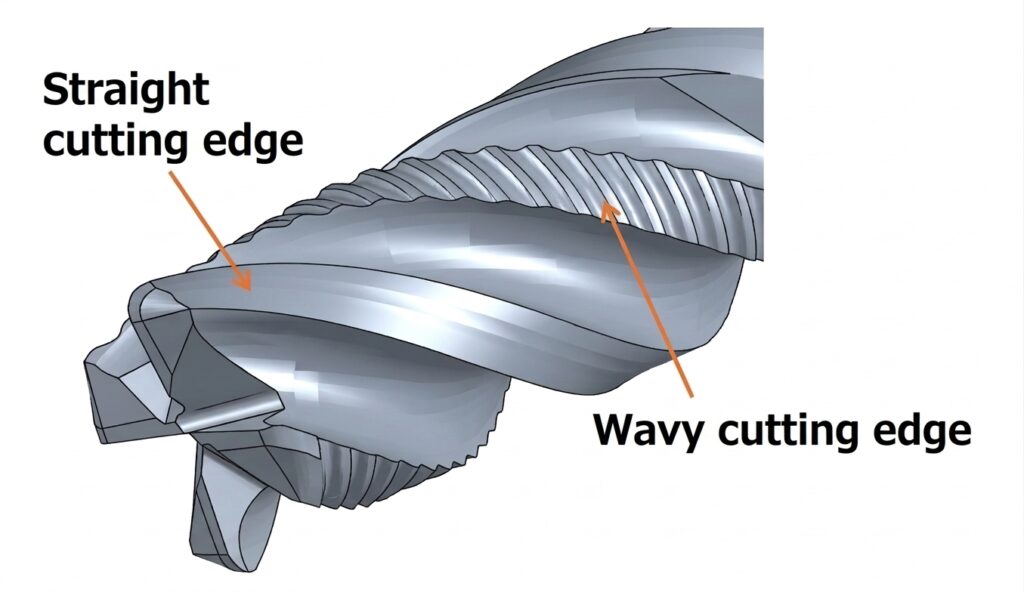
Diese Struktur hat zwei klar getrennte Aufgaben:
- Wellenförmige Schneidkanten – Verteilen die Kontakt-Schneidenlänge, um den Schnittwiderstand zu reduzieren. Unterdrücken Rattern
- Gerade Schneidkanten – Glätten die von den Wellenkanten hinterlassene Oberfläche und beseitigen die für Schrupp-Schaftfräser typische raue Struktur. Sichert die Oberflächenqualität
Mit anderen Worten: Ein einziges Werkzeug erreicht gleichzeitig „geringeren Widerstand beim Schruppen“ und „gesicherte Oberflächenqualität“.
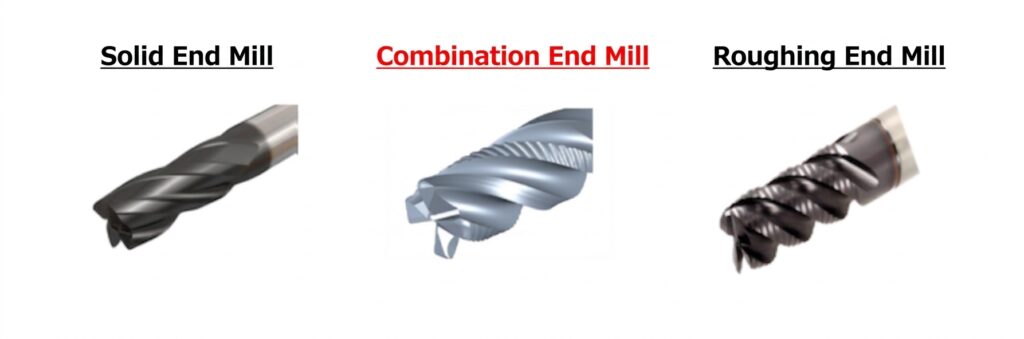
Unterschiede zu anderen Schneidenarten
| Schneidentyp | Ratternunterdrückung | Oberflächenqualität | Anwendungsbereich | Hinweise |
|---|---|---|---|---|
| Universell 4-Flute (ungleiche Teilung/Drall) | △ | ○ | Universal (Nutenfräsen, Schulterfräsen) | Bruchrisiko in tiefen Nuten |
| Schruppen | ◎ | × | Alle Schruppbearbeitungen | Raue Oberfläche erfordert separates Schlichtwerkzeug |
| Combination | ○ | ○ | Vom Nutenfräsen bis zum Schulterfräsen (Schruppen + Schlichten) | Schruppen bis Schlichten mit einem Werkzeug |
POINT
Eine einzigartige Edge-Geometry, nur bei Tungaloy erhältlich – 2-Linien-Produktsortiment
Die Combination Edge unterdrückt Rattern auf dem Niveau von Schrupp-Schaftfräsern und erreicht gleichzeitig eine Oberflächenqualität nahe der universellen 4-Flute-Schaftfräser. Diese Kombination gibt es bei keinem Wettbewerber – es ist eine Edge-Geometry, die nur Tungaloy anbieten kann.
Combination Edge – 2 Produktlinien
Tungaloy bietet die Combination Edge in 2 Produktserien an. Wählen Sie die optimale Linie je nach Bearbeitungsbedingungen, Kosten und Anwendungsanforderungen.
| Produkt | Typ | Werkzeugdurchmesser | Merkmale & Anwendungen | |
|---|---|---|---|---|
 |
VEE-C | Wechselkopf (TungMeister) |
φ10–φ25 | Kopfwechsel senkt die laufenden Kosten. Kompatibel mit hochsteifen Schäften für Maschinen mit geringer Steifigkeit |
 |
FinishMeister | Vollhartmetall | φ6–φ20 | Ab kleinen Durchmessern verfügbar. Bewährte Erfolgsbilanz auf Multitasking-Maschinen und bei Anwendungen mit langer Auskragung. Veröffentlichte Fallstudie bei Kondo Iron Works |
Beide folgen derselben Designphilosophie der Combination Edge (abwechselnd wellenförmig + gerade Kanten). Während sich die Daten und Fallstudien in diesem Artikel hauptsächlich auf VEE-C konzentrieren, liefert die Combination Edge mit FinishMeister ebenso wirksame Ergebnisse.
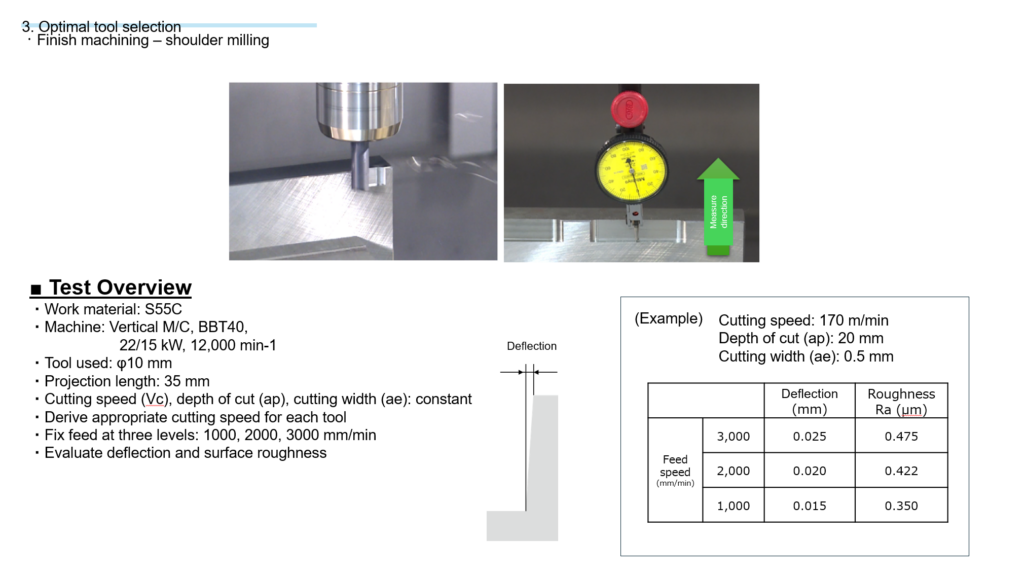
3. Vergleich gemessener Daten – warum sie beim Nutenfräsen, Schulterfräsen und Schlichten überzeugt
Ab hier verifizieren wir die Performance der Combination Edge entlang dreier Achsen – Nutenfräsen, Schulterfräsen und Schlichten – anhand von Daten aus umfangreichen Schneidtests, die bei Tungaloy intern durchgeführt wurden.
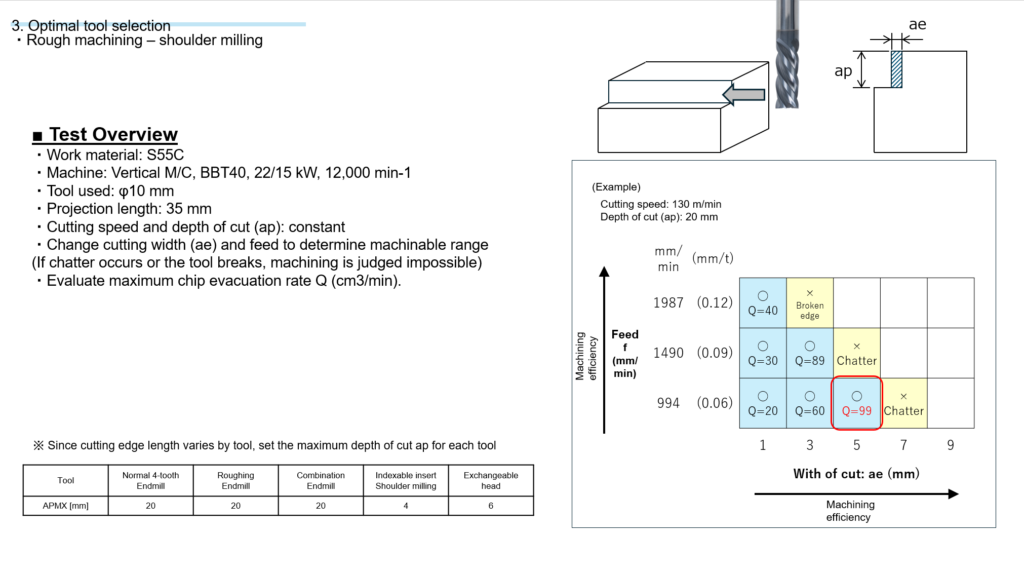
Testübersicht
| Werkstückmaterial | S55C |
|---|---|
| Maschine | Vertical machining center BBT40 (22/15kW, 12.000 min⁻¹) |
| Werkzeugdurchmesser | φ10mm |
| Auskraglänge | 35mm (L/D=3,5) |
| Schnittgeschwindigkeit | Vc = 100 m/min *Zur Bewertung bei einer rattanfälligen Geschwindigkeit getestet |
① Nutenfräsen – Überragende Effizienz in tiefen Nuten
Beim Nutenfräsen greift die Schneide über den gesamten Umfang in das Werkstück ein, wodurch Schnittwiderstand sowie Ratter-/Bruchrisiken deutlich höher sind als beim Schulterfräsen. Genau in dieser anspruchsvollen Umgebung liefern die wellenförmigen Schneidkanten der Combination Edge den größten Effekt der Schnittwiderstandsverteilung.
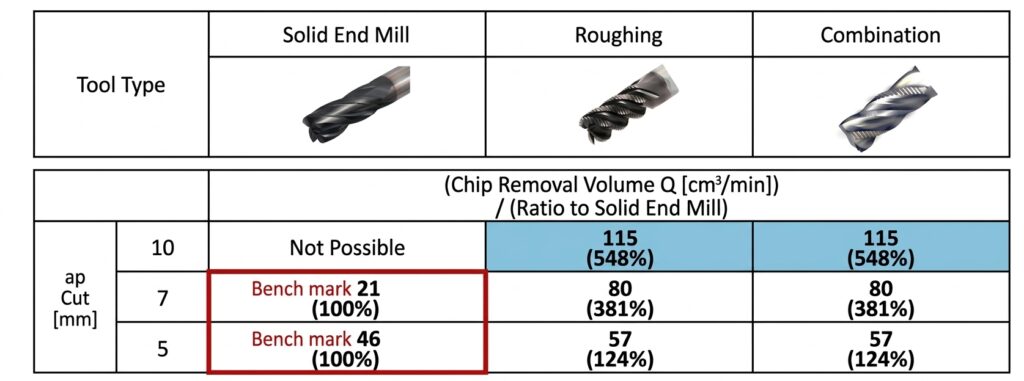
Kerndaten
548 % gegenüber universeller 4-Flute bei 1×D tiefer Nut
Bei ap=10mm (Nuttiefe 1×D) war die universelle 4-Flute nicht in der Lage zu bearbeiten. Die Combination Edge erreichte eine 548%ige Spanabtragsrate gegenüber der universellen 4-Flute. In diesem Bereich tiefer Nuten – in dem High-Feed-Werkzeuge und wendeschneidplatten-Typen nicht arbeiten können – ermöglicht nur die Combination Edge eine stabile Bearbeitung.
Warum ist sie in tiefen Nuten so stark? – Die wellenförmigen Schneidkanten verteilen die Kontaktlänge pro Flute und mildern so den starken Anstieg des Schnittwiderstands durch den Vollumfangeingriff. Das unterdrückt Rattern und ermöglicht eine Bearbeitung ohne Bruch – selbst bei Tiefen, die eine universelle 4-Flute nicht verkraftet.
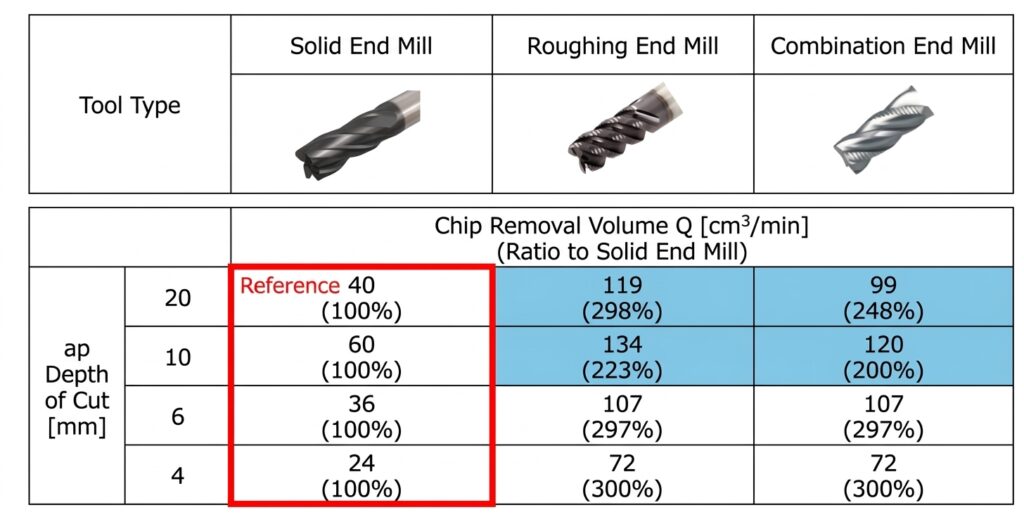
② Schulterfräsen – Weniger Rattern bedeutet: Sie können stärker an die Grenzen gehen
Wie in Abschnitt 1 gezeigt, ist die Nr.-1-Herausforderung beim Schulterfräsen „Rattern unterdrücken“ (25 %). Die Combination Edge liefert auch beim Schulterfräsen sowohl Ratternunterdrückung als auch hohe Effizienz.
Drei zentrale Erkenntnisse aus diesen Daten:
Punkt 1: Bei ap≤6mm volle Gleichwertigkeit zur Effizienz von Schrupp-Schaftfräsern
Im Bereich ap=4–6mm – der in der Praxis beim Schulterfräsen am häufigsten verwendeten Schnitttiefe – erreicht die Combination Edge eine nahezu identische Spanabtragsrate wie Schrupp-Schaftfräser. Gegenüber der universellen 4-Flute bis zu 300 % (3×). In diesem Bereich gilt: Combination = Schruppen in Bezug auf die Effizienz.
Punkt 2: Selbst bei ap=10–20mm tiefen Schnitten 2–2,5× gegenüber universeller 4-Flute
Selbst beim tiefen Schulterfräsen mit ap=20mm erreicht die Combination Edge 248 % gegenüber der universellen 4-Flute. Sie erreicht zwar nicht das Niveau von Schrupp-Schaftfräsern, hält aber die zweithöchste Effizienz. Da Schrupp-Schaftfräser zudem die unten diskutierte Oberflächenqualität nicht liefern können, gewinnt die Combination Edge oft bei der Gesamtprozesseffizienz, wenn das Schlichten mit betrachtet wird.
Punkt 3: Weniger Rattern bedeutet, dass Sie „die Bedingungen stärker ausreizen“ können
Die wellenförmigen Schneidkanten der Combination Edge verteilen auch beim Schulterfräsen die Kontakt-Schneidenlänge und reduzieren so den Schnittwiderstand. Das unterdrückt Rattern und erleichtert es, Vc und fz zu erhöhen. Über die in den Daten gezeigten Effizienzunterschiede hinaus ist dies ein großer Vorteil im Hinblick auf die Frage: „Lassen sich die Bedingungen in der Fertigung tatsächlich erhöhen?“
Tatsächlich wurden in Fallstudie 3 (SS400, BT40) beim Ersatz eines Schrupp-Schaftfräsers durch VEE-C die Bedingungen erhöht – Vc: 100→120 m/min, fz: 0,12→0,15 mm/Z – mit 1,5× Effizienz und 1,7× Standzeit. „Es rattert nicht, also kann man stärker ausreizen“ – das ist die Erfahrung der Anwender in der Fertigung.
Zusammenfassung Schulterfräsen
Bis zu 3× Effizienz gegenüber universeller 4-Flute
Die Combination Edge liefert beim Schulterfräsen bis zu 3× Effizienz gegenüber der universellen 4-Flute. Bei ap≤6mm ist sie Schrupp-Schaftfräsern vollständig gleichwertig. Zudem schafft die Ratternunterdrückung Spielraum, die Schnittbedingungen zu erhöhen, und ermöglicht so reale Effizienzgewinne, die über das hinausgehen, was die Daten allein vermuten lassen.
③ Schlichten – Nachgewiesene Oberflächenqualität auf dem Niveau der universellen 4-Flute
„Ich verstehe, dass sie Rattern widersteht und beim Schruppen effizient ist. Aber kann die Combination Edge wirklich eine gute Oberfläche liefern?“ – Das ist die am häufigsten gestellte Frage.
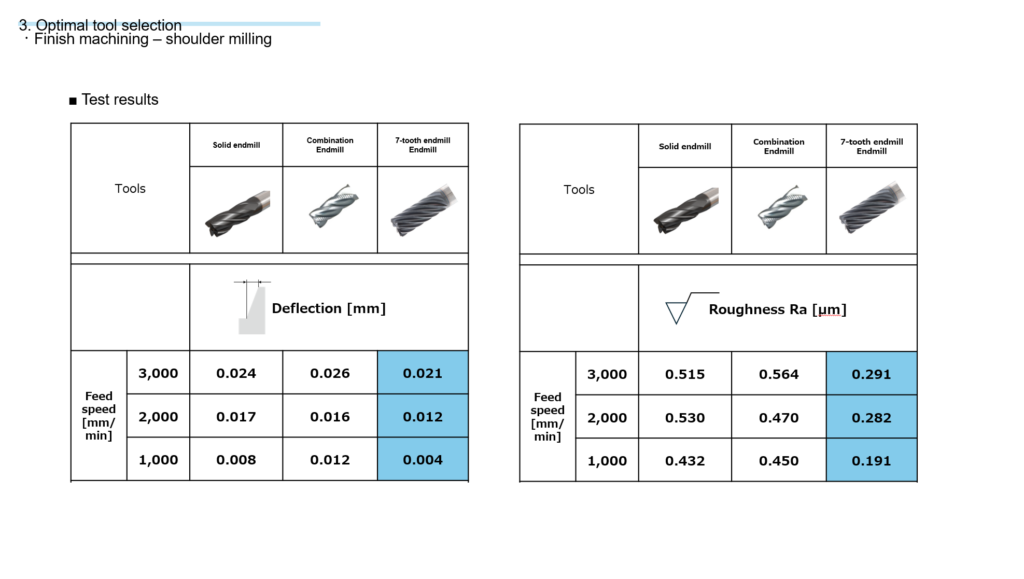
Die kurze Antwort lautet: Die Combination Edge erreicht eine Oberflächenqualität nahezu auf dem Niveau einer universellen 4-Flute. Sehen Sie sich die in Seminartests gemessenen Daten zur Wanddurchbiegung und zur Oberflächenrauheit Ra an.
Vergleich der Wanddurchbiegung [mm]
| Vorschubgeschwindigkeit | Universell 4-Flute | Combination | Differenz | 7-Flute (Referenz) |
|---|---|---|---|---|
| 3.000 mm/min | 0.024 | 0.026 | +0.002 | 0.021 |
| 2.000 mm/min | 0.017 | 0.016 | −0,001 | 0.012 |
| 1.000 mm/min | 0.008 | 0.012 | +0.004 | 0.004 |
Vergleich der Oberflächenrauheit Ra [μm]
| Vorschubgeschwindigkeit | Universell 4-Flute | Combination | Differenz | 7-Flute (Referenz) |
|---|---|---|---|---|
| 3.000 mm/min | 0.515 | 0.564 | +0.049 | 0.291 |
| 2.000 mm/min | 0.530 | 0.470 | −0,060 | 0.282 |
| 1.000 mm/min | 0.432 | 0.450 | +0.018 | 0.191 |
Hier sind die wichtigsten Erkenntnisse aus den Daten:
① Durchbiegungs- und Ra-Differenzen gegenüber universeller 4-Flute sind minimal
Die maximale Durchbiegungsdifferenz beträgt 0,004mm und die maximale Ra-Differenz 0,049μm. Beides sind für die praktische Bearbeitung keine signifikanten Unterschiede. Bei 2.000 mm/min Vorschubgeschwindigkeit hat die Combination Edge die 4-Flute in beiden Werten sogar übertroffen (niedrigere Werte).
② Ein völlig anderes Schlichtniveau im Vergleich zu Schrupp-Schaftfräsern
Schrupp-Schaftfräser bestehen vollständig aus wellenförmigen Schneidkanten und hinterlassen Oberflächenunregelmäßigkeiten, die eine separate Schlichtbearbeitung erfordern. Die geraden Schneidkanten der Combination Edge glätten die Oberfläche und erreichen eine Oberflächenqualität, die sich grundlegend von Schrupp-Schaftfräsern unterscheidet. Das ist der direkte Grund, warum „Schruppen und Schlichten mit einem Werkzeug“ möglich ist.
③ Kann ein dediziertes 7-Flute-Schlichtwerkzeug nicht erreichen, aber die Anwendung ist eine andere
Für hochpräzises Schlichten mit Ra im Bereich von 0,2μm ist ein mehrschneidiges 7-Flute-Werkzeug optimal. Jedoch ist die Combination Edge für typische Schlichttoleranzen (etwa Ra 0,5μm) voll geeignet. Da die Combination Edge zudem direkt vom Schruppen ins Schlichten übergehen kann, entfallen Werkzeugwechsel und Rüstaufwand.
Zusammenfassung Schlichten
Oberflächenqualität auf dem Niveau der universellen 4-Flute
Die Oberflächenqualität der Combination Edge ist bei Durchbiegung und Ra auf dem Niveau der universellen 4-Flute. Sie ist nicht nur „ein reines Schruppwerkzeug“ – die Daten belegen, dass sie alles vom Schruppen bis zum Schlichten mit einem Werkzeug abdeckt. Für allgemeines Schlichten um Ra 0,5μm ist kein Werkzeugwechsel zwischen Schruppen und Schlichten erforderlich.
Zusammenfassung Abschnitt 3 – Vielseitigkeit für Nutenfräsen, Schulterfräsen und Schlichten
| Vergleichsachse | gegenüber universeller 4-Flute | gegenüber Schrupp-Schaftfräser |
|---|---|---|
| Effizienz beim Nutenfräsen | Bis zu 5,5× (548 %) | Gleich oder besser (in tiefen Nuten überlegen) |
| Effizienz beim Schulterfräsen | Bis zu 3× (300 %) | Gleich (ap≤6mm) |
| Ratternunterdrückung | Überwältigend überlegen | Gleich (beim Nutenfräsen überlegen) |
| Oberflächenqualität | Gleich (minimale Durchbiegungs-/Ra-Differenz) | Überwältigend überlegen |
| Werkzeugkonsolidierung | — | Schruppen + Schlichten mit einem Werkzeug |
Die Combination Edge ist nicht „nur ein Werkzeug fürs Nutenfräsen“. Überragende Effizienz beim Nutenfräsen, hohe Effizienz mit Ratternunterdrückung beim Schulterfräsen und eine Oberflächenqualität auf dem Niveau der universellen 4-Flute – sie ist die einzige Edge-Geometry, die über alle drei Achsen hinweg hohe Performance liefert.
4. Praxisleistung: Anwender-Fallstudien zur Zerspanung (5 Erfolgsgeschichten + veröffentlichter Fall)
Über die internen Testdaten hinaus ergaben alle 5 Anwender-Feldbewertungen „Win“-Bewertungen. Wir präsentieren Fallstudien sowohl zu VEE-C (Wechselkopf) als auch zu FinishMeister (Vollhartmetall).
Übersicht der Fallstudien
| # | Produkt | Bearbeitungsmethode | Werkstückmaterial | Werkzeug-Ø | Maschine | Effizienzfaktor | Standzeitfaktor |
|---|---|---|---|---|---|---|---|
| Fall 1 | FinishMeister | Schulterfräsen (Ventil) | SUS316 | φ12 | Multitasking-Maschine | 3× | 15× |
| Fall 2 | FinishMeister | Schulterfräsen (Kolben) | FCD500 | φ25 | Große horizontale M/C / HSK100 | 3× | Gleich |
| Fall 3 | VEE-C | Schulterfräsen | SS400 / 160HB | φ25 | Vertikale M/C / BT40 | 1,5× | 1,7× |
| Fall 4 | VEE-C | Nutenfräsen | SKD11 / 40HRC | φ12 | Vertikale M/C / BT50 | 2× | 2× |
| Fall 5 | VEE-C | Nutenfräsen | SUS430F | φ10 | Vertikale M/C / BT30 | 2,8× | Gleich |
Highlight
„Win“-Bewertungen für VEE-C und FinishMeister
Ob Wechselkopf oder Vollhartmetall: Die Wirksamkeit der Combination Edge ist nachgewiesen. Mit bis zu 3× Effizienz und bis zu 15× Standzeit werden deutliche Verbesserungen erzielt – unabhängig vom Produkttyp.
FinishMeister-Fallstudien
Fall 1 SUS316 Ventilbearbeitung: 3× Effizienz, 15× Standzeit
Bearbeitungsdetails
- Bearbeitungsmethode: Schulterfräsen (Außendurchmesser Ventil)
- Werkstückmaterial: SUS316 (Edelstahl)
- Werkzeugdurchmesser: φ12
- Maschine: Multitasking-Maschine
- Branche: Automobil
Herausforderungen
- Geringe Spannsteifigkeit des Werkstücks verhinderte Drehen; zuvor bearbeitet mit einem 4-Flute-Vollhartmetall-Schaftfräser
- Produktivität stagnierte. Kurze Standzeit, da mit zunehmendem Verschleiß Vibrationen auftraten
Verbesserung mit FinishMeister
- Eingesetztes Werkzeug: TEFS120B44-26C12-83 (AH725)
- Vc: 40→60 m/min, fz: 0,06 mm/Z, ap=5 mm, ae: 1→2 mm – Bedingungen erhöht
- MRR: 1,27 → 3,82 cm³/min (3× Effizienz)
- Schnittlänge: 0,3 → 4,5 m (15× Standzeit)
- Wellenförmige Schneidkanten reduzierten den Schnittwiderstand und unterdrückten Vibrationen auch bei fortschreitendem Verschleiß
POINT
3× Effizienz und 15× Standzeit – deutliche Verbesserung
Selbst bei geringer Spannsteifigkeit erzielten die Niedrigwiderstands-Eigenschaften der Combination Edge 3× Effizienz und 15× Standzeit. Vibrationen bleiben auch bei erhöhter Schnittgeschwindigkeit unterdrückt und ermöglichen eine stabile Bearbeitung unter aggressiven Bedingungen.
Fall 2 FCD500 Kolbenringbearbeitung: 3× Effizienz + Werkzeugkonsolidierung

Bearbeitungsdetails
- Bearbeitungsmethode: Schulterfräsen (Kolben-OD Turn-Milling)
- Werkstückmaterial: FCD500 (Sphäroguss)
- Werkzeugdurchmesser: φ25
- Maschine: Großes horizontales Bearbeitungszentrum (#50 / HSK100)
- Branche: Schiffbau
Herausforderungen
- Zuvor wurden zwei Schaftfräser eingesetzt – einer zum Schruppen und einer zum Schlichten
- Werkzeugwechselaufwand und Zykluszeit waren problematisch
Verbesserung mit FinishMeister
- Eingesetztes Werkzeug: TEFS250E44-52C25CF121 (AH725)
- Vc: 79→120 m/min, fz: 0,07 mm/Z, ap=30 mm, ae: 3→6 mm – Bedingungen erhöht
- MRR: 25,35 → 77,01 cm³/min (3× Effizienz)
- Standzeit wie zuvor – keine Probleme
- Schruppen und Schlichten in einem einzigen FinishMeister konsolidiert. Für die Serienfertigungslinie übernommen
POINT
3× Effizienz + Werkzeugkonsolidierung – für die Serienfertigung übernommen
Von einem 2-Werkzeug-Setup auf einen einzigen FinishMeister konsolidiert und 3× Effizienz erreicht. Die Standzeit blieb gleichwertig, was zur Einführung in der Serienfertigungslinie führte.
VEE-C-Fallstudien
Fall 3 Ersatz eines Schrupp-Schaftfräsers: 1,5× Effizienz + Werkzeugkonsolidierung
Bearbeitungsdetails
- Bearbeitungsmethode: Schulterfräsen
- Werkstückmaterial: SS400 (160HB)
- Werkzeugdurchmesser: φ25
- Maschine: Vertikale M/C / BT40
Herausforderungen
- Derzeit Einsatz eines Hartmetall-Schrupp-Schaftfräsers eines Wettbewerbers
- Vollhartmetall-Schaftfräser auf 20mm Schnitttiefe begrenzt. Schneidkantenschäden treten auf
- Separate Werkzeuge für Schruppen und Schlichten erforderlich
Verbesserung mit VEE-C
- Vc: 100→120 m/min, fz: 0,12→0,15 mm/Z – Bedingungen erhöht
- MRR: 61,12 → 91,67 cm³/min (ca. +50 %)
- Kopfstandzeit: 3 Teile pro Kopf → 5 Teile pro Kopf (1,7×)
- Schruppen + Schlichten in einem einzigen VEE-C konsolidiert. Auch die Werkzeugwechselzeit wurde reduziert
POINT
1,5× Effizienz + 1,7× Standzeit + Werkzeugkonsolidierung
Der Schrupp-Schaftfräser konnte keine Schlichtqualität liefern und erforderte ein separates Schlichtwerkzeug. VEE-C konsolidierte Schruppen + Schlichten in einem Werkzeug und erreichte gleichzeitig 1,5× Effizienz und 1,7× Standzeit.
Fall 4 Von 2 HSS-Werkzeugen auf 1 VEE-C konsolidiert: 2× Effizienz, 2× Standzeit

Bearbeitungsdetails
- Bearbeitungsmethode: Nutenfräsen
- Werkstückmaterial: SKD11 (40HRC)
- Werkzeugdurchmesser: φ12
- Maschine: Vertikale M/C / BT50
Herausforderungen
- Derzeit 2-Werkzeug-HSS-Setup: Schrupp-Schaftfräser + HSS-Schlicht-Schaftfräser
- Werkzeugwechselaufwand und Zykluszeit waren problematisch
- HSS-Werkzeuge begrenzen die Bearbeitungsgeschwindigkeit
Verbesserung mit VEE-C
- Bedingung B: Vc=40, ap=4, ae=12, fz=0,03 → MRR: 3,06 → 6,11 cm³/min (2×)
- 5 Teile pro Kopf (2× Standzeit)
- Schruppen und Schlichten in einem einzigen VEE-C konsolidiert → keine Werkzeugwechsel erforderlich
POINT
2× Effizienz, 2× Standzeit – deutliche Verbesserung
Von einem 2-Werkzeug-HSS-Setup auf einen einzigen VEE-C konsolidiert. 2× Effizienz und 2× Standzeit – eine deutliche Verbesserung. Stabile Bearbeitung selbst bei SKD11 mit hoher Härte von 40HRC.
Quelle: TR78848
Fall 5 Schnitttiefe verdoppelt, um die Zykluszeit zu reduzieren

Bearbeitungsdetails
- Bearbeitungsmethode: Nutenfräsen & Schulterfräsen
- Werkstückmaterial: SUS430F
- Werkzeugdurchmesser: φ10
- Maschine: Vertikale M/C / BT30
Herausforderungen
- Rattern mit dem aktuellen Hartmetall-Schaftfräser eines Wettbewerbers begrenzte die erreichbare Schnitttiefe (ap)
- Schwierig, die Bedingungen in einer BT30-Umgebung mit geringer Steifigkeit zu erhöhen
Verbesserung mit VEE-C
- Schnitttiefe von ap=1mm auf 2mm erhöht
- Test 3: Vc=66, ap=2, ae=10, fz=0,05 → MRR: 8,40 cm³/min
- Standzeit wie zuvor beibehalten, Oberflächenqualität ebenfalls gleichwertig. Das Schnittgeräusch war leise
POINT
Schnitttiefe verdoppelt, um die Zykluszeit zu reduzieren
Durch Nutzung der Ratterfestigkeit von VEE-C wurde die Zykluszeit reduziert. Stabile Bearbeitung unter aggressiven Bedingungen selbst auf einer BT30-Maschine mit geringer Steifigkeit.
Veröffentlichte Fallstudie: Kondo Iron Works × FinishMeister Combination Edge
Die 5 Fälle oben basieren auf internen Testberichten, aber es gibt auch eine offiziell veröffentlichte Erfolgsgeschichte.

Kondo Iron Works Co., Ltd. (Inuyama City, Präfektur Aichi) ist auf die Bearbeitung von Komponenten für Werkzeugmaschinen und Baumaschinen spezialisiert. Das Unternehmen führte den Combination Edge Vollhartmetall-Schaftfräser FinishMeister φ12 auf einer Multitasking-Maschine ein und erzielte signifikante Ergebnisse.
| Eingesetztes Produkt | FinishMeister φ12 (Combination Edge Vollhartmetall-Schaftfräser) |
|---|---|
| Bearbeitungsdetails | Schulterfräsen und Nutenfräsen am zylindrischen Abschnitt einer Welle (Schraubensitz, Passfedernut) |
| Werkstückmaterial | S45C |
| Maschine | Multitasking-Maschine (Einspannung, Mehrseitenbearbeitung) |
| Herausforderung | Auf Multitasking-Maschinen verursacht lange Werkzeugauskragung Rattern → Schnittbedingungen konnten nicht erhöht werden |
| Schnittbedingungen | Vc=100 m/min, f=0,26 mm/U (fz=0,065), ap=7–8 mm, ae=12 mm |
Ergebnisse:
- Bearbeitungszeit reduziert – Die Ratternunterdrückung der Combination Edge ermöglichte Bearbeitung mit hoher Schnitttiefe. Weniger Zustellungen reduzierten die Zykluszeit
- Werkzeugkonsolidierung – Schruppleistung plus Schlichtqualität in einem Werkzeug. Schruppen und Schlichten in einem Werkzeug konsolidiert
Kommentare des Werksleiters
„Erzielte signifikante Ergebnisse bei Bearbeitungen mit langer Auskragung, bei denen Rattern leicht auftritt“
„Bearbeitungszeit reduziert, indem die Anzahl der Schnittdurchgänge verringert wurde“
„Werkzeugauskragung länger eingestellt, um auch Werkzeugsharing über Rüstungen hinweg zu ermöglichen“
VEE-C ist ein Produkt, das dieselbe bei Kondo Iron Works bewährte Combination Edge in einem Wechselkopf-Format übernimmt. Vollhartmetall-FinishMeister und Wechselkopf-VEE-C – wählen Sie aus 2 Linien je nach Anwendung und Wirtschaftlichkeit.
Zusammenfassung – Rattern unterdrücken und zum nächsten Schnitt übergehen
Dieser Artikel hat die Leistungsfähigkeit von Tungaloys Combination Edge anhand von Aufbau, Daten und Fallstudien aufgezeigt. Hier sind die wichtigsten Punkte:
- Die größte Herausforderung beim Schaftfräsen ist „Rattern“ – 25 % der Befragten aus der Fertigung stuften es in einer Praxisumfrage auf Platz 1 ein
- Die Combination Edge ist eine einzigartige Geometry – Wellenkanten unterdrücken Rattern, gerade Kanten glätten die Oberfläche
- Nachgewiesen über 874 Testbedingungen – Bis zu 5,5× Effizienz beim Nutenfräsen, bis zu 3× beim Schulterfräsen. Oberflächenqualität auf dem Niveau der universellen 4-Flute
- Alle 5 Anwender-Fallstudien wurden mit „Win“ bewertet – Bis zu 3× Effizienz, bis zu 15× Standzeit
- Bewährt auf BT30-, BT40- und Multitasking-Maschinen – Stabile Bearbeitung selbst auf Maschinen mit geringer Steifigkeit und langer Auskragung
- Schruppen und Schlichten mit einem Werkzeug – Werkzeugkonsolidierung reduziert Rüstzeit und Kosten
- 2-Linien-Produktsortiment deckt jede Anwendung ab – VEE-C (Wechselkopf) und FinishMeister (Vollhartmetall)
Wenn Sie die Effizienz beim Nutenfräsen steigern, Rattern bekämpfen oder Werkzeuge konsolidieren möchten, probieren Sie die Combination Edge aus.