

Multifunktionales Senkwerkzeug mit erweitertem Durchmesserbereich
Angereicherte Werkzeugdurchmesser für verschiedene Bohrbearbeitungen

Anwendungen & Eigenschaften
Anwendungen




Eigenschaften
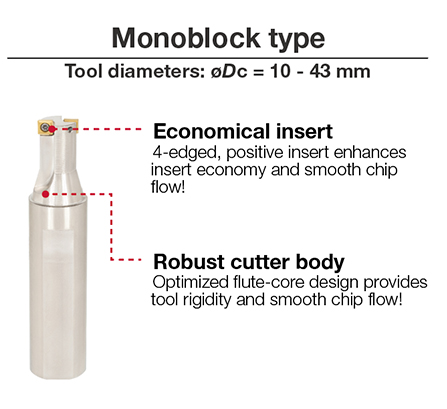
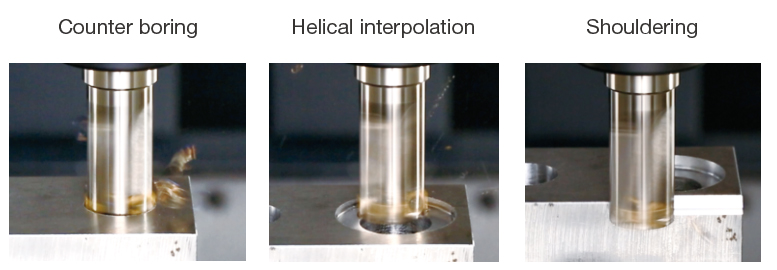
1. Große Auswahl an Werkzeugen für verschiedene Senkoperationen
2. 2 Arten von Schaftfräsern verfügbar
• Monoblock-Typ: ø10 – ø43mm
• Kassettentyp: ø26 – ø59mm, Durchmesser einstellbar mit Unterlegscheiben

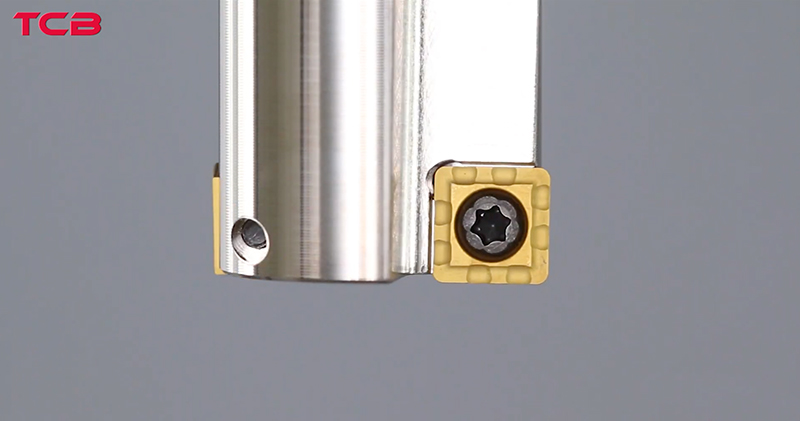
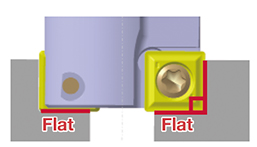
3. Bietet eine 90° flache Oberfläche
4. Multifunktionalität
Wendeschneidplatten & Sorten
Wendeschneidplatten

Sorten
AH6225
![]()
![]()
- P20 – P30 / M20 – M30
- Erste Wahl für rostfreien Stahl
- Hervorragende Vielseitigkeit für die Bearbeitung von rostfreiem Stahl, zeigt eine gute Kombination von Verschleiß- und Bruchfestigkeit
T313W
![]()
![]()
![]()
![]()
![]()
Fräs-Körper

Schaft

TCB cartridge type (ø26- ø59 mm)
Zylindrische Halter mit Kassette für Senkbohrungen
Praxis-Beispiele
Beispiel 1
Automobilindustrie
| Werkstück: | Pleuelstangen |
| Material: | S55C / C55 |
| Bohrer: | TCB170F25 |
| Wendeschneidplatte: | SPMP831DS |
| Sorte: | T313W |
| Schnittbedingungen: | Vc = 160 (m/min) f = 0.2 (mm/U) Vf = 600 (mm/min) H = 24 (mm) Anwendung: Bohren Kühlmittel: Nass Maschine: Dedizierte Maschine |

Beispiel 2
Allgemeiner Maschinenbau
| Werkstück: | Ventil |
| Material: | FC250 / GG25 / 250 |
| Bohrer: | TCB240F25 |
| Wendeschneidplatte: | SPMP042ERD |
| Sorte: | T313W |
| Schnittbedingungen: | Vc= 180 (m/min) f= 0.3 (mm/U) Vf= 720 (mm/min) H= 30 (mm) Anwendung: Bohren Kühlmittel: Nass Maschine: Horizontal M/C, BT50 |

Beispiel 3
Allgemeiner Maschinenbau
| Werkstück: | Lager |
| Material: | S45C / C45 |
| Bohrer: | TCB-320 |
| Wendeschneidplatte: | SPMM322ERD |
| Sorte: | T313W |
| Schnittbedingungen: | Vc= 150 (m/min) f= 0.25 (mm/U) Vf= 375 (mm/min) H= 40 (mm) Anwendung: Bohren Kühlmittel: Nass Maschine: CNC-Drehmaschine |

Standard-Schnittbedingungen
Senkerbohren
| ISO | Material des Werkstücks | Härte | Schnittgeschw. Vc (m/min) |
Vorschub: f (mm/U) | |
|---|---|---|---|---|---|
| ø10 – 12 (z = 1) | ø13 – 59 (z = 2) | ||||
 |
Kohlenstoffstahl | – 300 HB | 80 – 200 | 0.03 – 0.08 | 0.1 – 0.3 |
 |
Rostfreier Stahl | – 200 HB | 80 – 150 | 0.03 – 0.05 | 0.06 – 0.15 |
 |
Grauguss | 150 – 250 HB | 80 – 200 | 0.05 – 0.1 | 0.1 – 0.4 |
 |
Nichteisenmetalle | – | 100 – 300 | 0.05 – 0.2 | 0.1 – 0.4 |
 |
Superlegierungen | – 40 HRC | 50 – 80 | 0.03 – 0.05 | 0.06 – 0.15 |
 |
Harte Materialien | – 50 HRC | 50 – 80 | 0.03 – 0.05 | 0.06 – 0.15 |
Fräsen
| ISO | Material des Werkstücks | Härte | Schnittgeschw. Vc (m/min) |
Zahnvorschub fz (mm/Z) |
|---|---|---|---|---|
|
Kohlenstoffstahl | – 300 HB | 80 – 200 | 0.05 – 0.15 |
|
Rostfreier Stahl | – 200 HB | 80 – 150 | 0.05 – 0.1 |
|
Grauguss | 150 – 250 HB | 80 – 200 | 0.05 – 0.2 |
|
Nichteisenmetalle | – | 100 – 300 | 0.1 – 0.2 |
|
Superlegierungen | – 40 HRC | 50 – 80 | 0.05 – 0.08 |
|
Harte Materialien | – 50 HRC | 50 – 80 | 0.05 – 0.08 |
Innenbohren (mit einer Schneide)
| ISO | Material des Werkstücks | Härte | Schnittgeschw. Vc (m/min) |
Schnitttiefe ap (mm) |
Vorschub fz (mm/Z) |
|---|---|---|---|---|---|
|
Kohlenstoffstahl | – 300 HB | 80 – 200 | 0.5 – | 0.05 – 0.15 |
|
Rostfreier Stahl | – 200 HB | 80 – 150 | 0.5 – | 0.05 – 0.1 |
|
Grauguss | 150 – 250 HB | 80 – 200 | 0.5 – | 0.05 – 0.2 |
|
Nichteisenmetalle | – | 100 – 300 | 0.5 – | 0.1 – 0.2 |
|
Superlegierungen | – 40 HRC | 50 – 80 | 0.5 – | 0.05 – 0.08 |
|
Harte Materialien | – 50 HRC | 50 – 80 | 0.5 – | 0.05 – 0.08 |
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
e-Katalog
Metrisch
Imperial

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.