

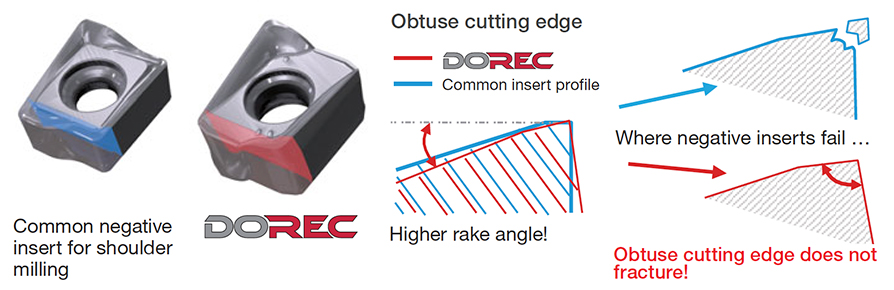
Schulterfräser mit starken und glatten Schneidkanten
Optimierte Schneidenstandzeit für maximale Produktivität und Werkzeugzuverlässigkeit


Anwendungen & Eigenschaften
Anwendungen







Eigenschaften
1. Breite Palette an wirtschaftlichen, doppelseitigen Wendeschneidplatten mit 4 Schneidkanten
2. Es sind 2 Arten von Wendeschneidplatten erhältlich
• LQMU11-E-MJ für die 3D-Bearbeitung
• LQMU11/18-MJ zum allgemeinen Schulterfräsen
3. Hervorragende Stabilität der Schnittkanten
4. Höherer Vorschub pro Zahn
Wendeschneidplatten & Sorten
Wendeschneidplatten

LQMU11-X
- Maximale Schnitttiefe = 9 mm
- Einzigartiges Freiraumdesign ermöglicht 3D-Fräsen
LQMU11/18-MJ
- Maximale Schnitttiefe
– LQMU11-MJ: 9 mm
– LQMU18-MJ: 16 mm - Universelle Geometrie für hervorragende Oberflächengüte
LQMU11/18-ML
- Maximum depth of cut
– LQMU11-ML: 9 mm
– LQMU18-ML: 16 mm - Leichte Schnittgeometrie
Haupt-Sorten
AH3225
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Bruchfestigkeit
- Geeignet für Stahl und rostfreien Stahl
AH3135
![]()
![]()
- Hohe Bruchsicherheit
- Geeignet für die Bearbeitung von Stahl und rostfreiem Stahl unter allgemeinen Schnittbedingungen
AH8015
![]()
![]()
![]()
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Bruchfestigkeit
- Erste Wahl für die Bearbeitung hitzebeständiger Legierungen unter allgemeinen Schnittbedingungen
T1215
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Zerspanungsfestigkeit
- Geeignet zum Fräsen von Gusseisen
AH120
![]()
![]()
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Bruchfestigkeit
- Geeignet für die Bearbeitung von Stahl, rostfreiem Stahl und Gusseisen unter allgemeinen Zerspanungsbedingungen
AH140
![]()
- Hohe Bruchsicherheit
- Geeignet zum Fräsen von rostfreiem Stahl
AH725
![]()
![]()
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Zerspanungsfestigkeit
- Geeignet für die Bearbeitung von Stahl und rostfreiem Stahl unter allgemeinen Schnittbedingungen
Fräs-Körper


Praxis-Beispiele
Beispiel 1
Allgemeiner Maschinenbau
| Werkstück: | Flanschplatte |
| Material: | Martensitischer rostfreier Stahl |
| Fräser: | TPQ11R080M27.0E10 (ø80, z = 10) |
| Wendeschneidplatte: | LQMU110708PXER-MJ |
| Sorte: | AH3135 |
| Schnittbedingungen: | Vc = 180 (m/min) fz = 0.15 (mm/t) Vf = 1074 (mm/min) ap = 1.0 (at 1.0 mm Steigungswinkel) (mm) ae = 50 (mm) Anwendung: Bohrungserweiterung durch Helix-Interpolation Kühlmittel: Trocken Maschine: Vertikale M/C, BT50 |

Beispiel 2
Allgemeiner Maschinenbau
| Werkstück: | Maschinenteile |
| Material: | S55C / C55 |
| Fräser: | TPQ11R050M22.0E06 (ø50, z = 6) |
| Wendeschneidplatte: | LQMU110708PXER-MJ |
| Sorte: | AH3135 |
| Schnittbedingungen: | Vc = 180 (m/min) fz = 0.15 (mm/t) Vf = 1035 (mm/min) ap = 9 (Wettbewerb ap = 8) (mm) ae = 26 (mm) Anwendung: Schulterfräsen Kühlmittel: Externe Zufuhr Maschine: Vertikal M/C, BT50 |

Beispiel 3
Allgemeiner Maschinenbau
| Werkstück: | Grundplatte |
| Material: | SS400 / E275A |
| Fräser: | TPQ11R040M16.0E04 (ø40, z = 4) |
| Wendeschneidplatte: | LQMU110708PXER-MJ |
| Sorte: | AH120 |
| Schnittbedingungen: | Vc = 176 (m/min) fz = 0.15(Wettbewerb: fz = 0.12) (mm/t) Vf = 860(Wettbewerb: Vf = 720) (mm/min) ap = 4 (0.38º Rampenanfahrt) (mm) ae = 10 (mm) Anwendung: Bohrungserweiterung, Helix-Interpolation Kühlmittel: Externe Zufuhr Maschine: Vertikale M/C, BT50 |

Standard-Schnittbedingungen
| ISO | Workpiece material | Hardness | Priority | Chipbreaker | Grade | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
 |
Low carbon steel S15C, etc. C15E4, etc. |
– 200 HB | First Choice | MJ | AH3225 | 100 – 250 | 0.1 – 0.25 | |
| Low cutting force | ML | AH3225 | 100 – 250 | 0.1 – 0.25 | ||||
| High carbon steel S45C, S55C, etc. C45, C55, etc. |
200 – 300 HB | First Choice | MJ | AH3225 | 100 – 230 | 0.1 – 0.2 | ||
| Low cutting force | ML | AH3225 | 100 – 230 | 0.1 – 0.2 | ||||
| Alloy steel SCM440, SCr415, etc. 42CrMo4, etc. |
– 300 HB | First Choice | MJ | AH3225 | 100 – 230 | 0.1 – 0.2 | ||
| Low cutting force | ML | AH3225 | 100 – 230 | 0.1 – 0.2 | ||||
| Tool steel SKD11, etc. X153CrMoV12, etc. |
30 – 40 HRC | First Choice | MJ | AH3225 | 100 – 180 | 0.1 – 0.2 | ||
| Low cutting force | ML | AH3225 | 100 – 180 | 0.1 – 0.2 | ||||
 |
Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– 200 HB | First choice | ML | AH3135 | 90 – 180 | 0.1 – 0.25 | |
| Fracture resistance | MJ | AH3135 | 90 – 180 | 0.1 – 0.25 | ||||
 |
Grey cast iron FC250, etc. 250, etc. |
150 – 250 HB | First choice | MJ | AH8015 | 140 – 250 | 0.1 – 0.25 | |
| Low cutting force | ML | AH8015 | 140 – 250 | 0.1 – 0.25 | ||||
| Wear resistance | MJ | T1215 | 200 – 400 | 0.1 – 0.25 | ||||
| Ductile cast iron FCD400, etc. 450-10S, etc. |
150 – 250 HB | First choice | MJ | AH8015 | 110 – 200 | 0.1 – 0.25 | ||
| Low cutting force | ML | AH8015 | 110 – 200 | 0.1 – 0.25 | ||||
| Wear resistance | MJ | T1215 | 150 – 300 | 0.1 – 0.25 | ||||
 |
Titanium alloy Ti-6Al-4V, etc. |
– | First choice | ML | AH3135 | 30 – 60 | 0.08 – 0.2 | |
| Fracture resistance | MJ | AH3135 | 30 – 60 | 0.08 – 0.2 | ||||
| Superalloys Inconel 718, etc. |
– | First choice | ML | AH8015 | 20 – 50 | 0.06 – 0.15 | ||
| Fracture resistance | MJ | AH8015 | 20 – 50 | 0.06 – 0.15 | ||||
 |
Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | MJ | AH8015 | 45 – 70 | 0.08 – 0.15 |
| SKD11, etc. X153CrMoV12, etc. |
50 – 60 HRC | First choice | MJ | AH8015 | 40 – 65 | 0.06 – 0.1 | ||
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
Metrisch
Imperial

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.