

Head changeable reamer
High precision and productivity solution for finishing hole operations


Applications & Features
Applications

Features
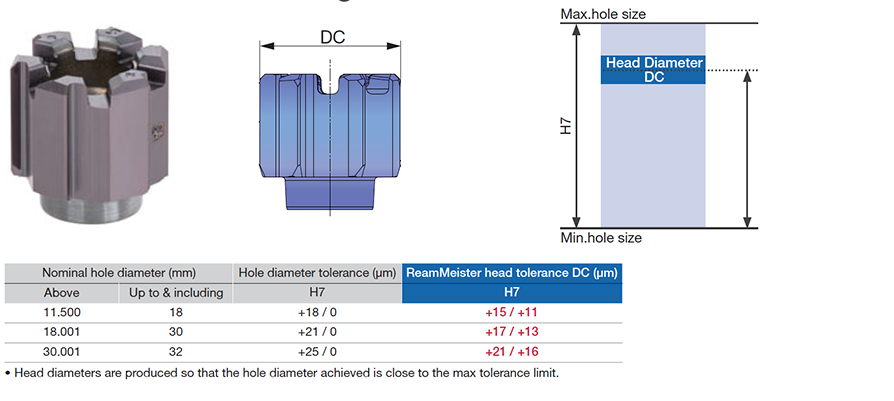
1. High precision reamer heads for applications of H7 hole-tolerance range
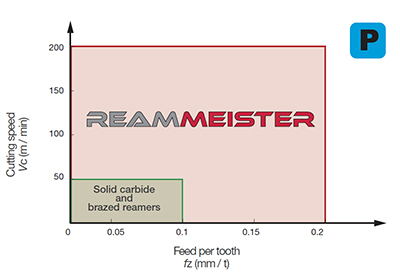
2. Allows applications of higher cutting speeds and feed rates over solid carbide or brazed reamers, ensuring high productivity
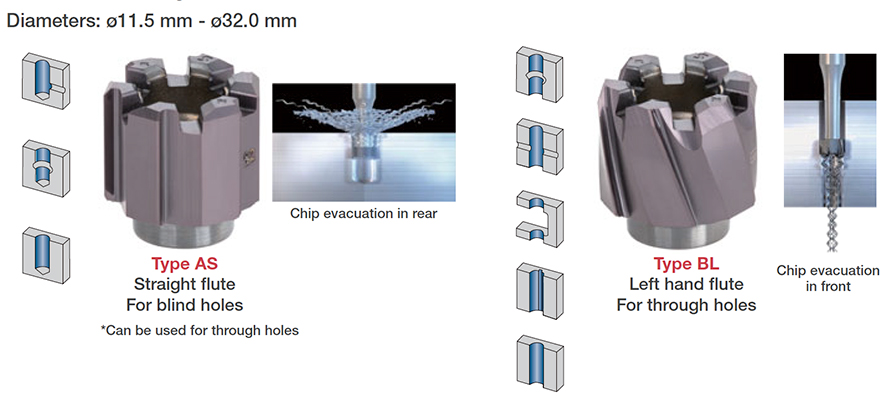
3. 2 types of reamer heads are available depending on the hole types
Inserts & Grades
Inserts

HRM-BL (ø10 – ø32 mm)
- Reaming heads with left hand flute for through holes

HRM-AS (ø10 – ø32 mm)
- Reaming heads with straight flute for blind holes
Grades
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Good balance between wear and chipping resistance
- Suitable for machining steel and stainless steel under general cutting conditions
Reamer Bodies

Practical examples
Example #1
Automotive Industry
| Part: | Flange yoke |
| Material: | FCD500 / GGG50 / 450-10S |
| Drill: | TRM-T9-R32-5 |
| Insert: | HRM-27.000-BL-T9 |
| Grade: | AH725 |
| Cutting conditions: | Vc = 100 (m/min) f = 1.2 (mm/rev) Vf = 1415 (mm/min) H = 20 (mm) Coolant: Internal Machine: Horizontal M/C |

Example #2
Automotive Industry
| Part: | Flange yoke |
| Material: | S45C / C45 |
| Drill: | TRM-T9-R32-5 |
| Insert: | HRM-27.000-BL-T9 |
| Grade: | AH725 |
| Cutting conditions: | Vc = 90 (m/min) f = 0.8 (mm/rev) Vf = 850 (mm/min) H = 15 (mm) Coolant: Internal Machine: Horizontal M/C |

Standard cutting conditions
Conversion table for feed per tooth
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Feed:fz (mm/t) | |||
|---|---|---|---|---|---|---|
| AS: Straight flute(for blind holes) | BL: Left hand flute(for through holes) | |||||
| ø10 – ø16 | ø16 – ø32 | ø10 – ø16 | ø16 – ø32 | |||
 |
Low carbon steel (C<0.3) SS400, SM490, S25C, E275A, etc. |
80 – 200 | 0.05 – 0.18 | 0.05 – 0.20 | 0.05 – 0.20 | 0.05 – 0.27 |
| Carbon steel (C>0.3) S45C, S55C, C45, C55, etc. |
80 – 150 | 0.05 – 0.15 | 0.05 – 0.18 | 0.05 – 0.18 | 0.05 – 0.25 | |
| Low carbon steel (C<0.3) SCM415, etc. |
80 – 200 | 0.05 – 0.18 | 0.05 – 0.20 | 0.05 – 0.20 | 0.05 – 0.27 | |
| Alloy steel (C>0.3) SCM440, SCr420, 42CrMo4, 20Cr4 etc. |
50 – 150 | 0.03 – 0.10 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 | |
 |
Stainless steel(Austenitic) SUS304, SUS316, X5CrNi18-9, X5CrNiMo17-12-3, etc. |
20 – 40 | 0.03 – 0.10 | 0.03 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 |
| Stainless steel(Martensitic and ferritic) SUS430, SUS416, X6Cr17, etc. |
20 – 40 | 0.03 – 0.10 | 0.03 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 | |
| Stainless steel(Precipitation hardening) SUS630, X5CrNiCuNb16-4 etc. |
20 – 40 | 0.03 – 0.10 | 0.03 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 | |
 |
Grey cast iron FC250, GG25, 250 etc. |
100 – 250 | 0.05 – 0.18 | 0.05 – 0.20 | 0.05 – 0.20 | 0.05 – 0.27 |
| Ductile cast iron FCD700, etc. |
80 – 200 | 0.05 – 0.15 | 0.05 – 0.18 | 0.05 – 0.18 | 0.05 – 0.25 | |
 |
Aluminum alloy | 100 – 300 | 0.05 – 0.18 | 0.05 – 0.20 | 0.05 – 0.20 | 0.05 – 0.27 |
 |
High temp. alloy Inconel718 etc. |
15 – 50 | 0.03 – 0.06 | 0.03 – 0.08 | 0.05 – 0.1 | 0.05 – 0.13 |
| Titanium alloy Ti-6Al-4V etc. |
30 – 60 | 0.03 – 0.10 | 0.03 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 | |
 |
Hardened steel Over 40HRC etc. |
50 – 100 | 0.03 – 0.08 | 0.03 – 0.1 | 0.05 – 0.12 | 0.05 – 0.15 |
Conversion table for feed per revolution
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Feed:f (mm/rev) | |||||
|---|---|---|---|---|---|---|---|---|
| AS: Straight flute(for blind holes) | BL: Left hand flute(for through holes) | |||||||
| ø10 – ø16 6 flutes |
ø16.001 – ø20 6 flutes |
ø20.001 – ø32 8 flutes |
ø10 – ø16 6 flutes |
ø16.001 – ø20 6 flutes |
ø20.001 – ø32 8 flutes |
|||
|
Low carbon steel (C<0.3) SS400, SM490, S25C, E275A, etc. |
80 – 200 | 0.3 – 1.08 | 0.3 – 1.2 | 0.4 – 1.6 | 0.3 – 1.2 | 0.3 – 1.62 | 0.4 – 2.16 |
| Carbon steel (C>0.3) S45C, S55C, C45, C55, etc. |
80 – 150 | 0.3 – 0.9 | 0.3 – 1.08 | 0.4 – 1.44 | 0.3 – 1.08 | 0.3 – 1.5 | 0.4 – 2 | |
| Low carbon steel (C<0.3) SCM415, etc. |
80 – 200 | 0.3 – 1.08 | 0.3 – 1.2 | 0.4 – 1.6 | 0.3 – 1.2 | 0.3 – 1.2 | 0.4 – 2.16 | |
| Alloy steel (C>0.3) SCM440, SCr420, 42CrMo4, 20Cr4 etc. |
50 – 150 | 0.18 – 0.6 | 0.3 – 0.78 | 0.4 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 | |
|
Stainless steel(Austenitic) SUS304, SUS316, X5CrNi18-9, X5CrNiMo17-12-3, etc. |
20 – 40 | 0.18 – 0.6 | 0.18 – 0.78 | 0.24 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 |
| Stainless steel(Martensitic and ferritic) SUS430, SUS416, X6Cr17, etc. |
20 – 40 | 0.18 – 0.6 | 0.18 – 0.78 | 0.24 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 | |
| Stainless steel(Precipitation hardening) SUS630, X5CrNiCuNb16-4 etc. |
20 – 40 | 0.18 – 0.6 | 0.18 – 0.78 | 0.24 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 | |
|
Grey cast iron FC250, GG25, 250 etc. |
100 – 250 | 0.3 – 1.08 | 0.3 – 1.2 | 0.4 – 1.6 | 0.3 – 1.2 | 0.3 – 1.62 | 0.4 – 2.16 |
| Ductile cast iron FCD700, etc. |
80 – 200 | 0.3 – 0.9 | 0.3 – 1.08 | 0.4 – 1.44 | 0.3 – 1.8 | 0.3 – 1.62 | 0.4 – 2 | |
|
Aluminum alloy | 100 – 300 | 0.3 – 1.08 | 0.3 – 1.2 | 0.4 – 1.6 | 0.3 – 1.2 | 0.3 – 1.62 | 0.4 – 2.16 |
|
High temp. alloy Inconel718 etc. |
15 – 50 | 0.18 – 0.36 | 0.18 – 0.48 | 0.24 – 0.64 | 0.3 – 0.6 | 0.3 – 0.78 | 0.4 – 1.04 |
| Titanium alloy Ti-6Al-4V etc. |
30 – 60 | 0.18 – 0.6 | 0.18 – 0.78 | 0.24 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 | |
|
Hardened steel Over 40HRC etc. |
50 – 100 | 0.18 – 0.48 | 0.18 – 0.6 | 0.24 – 0.8 | 0.3 – 0.72 | 0.3 – 0.9 | 0.4 – 1.2 |
For more information about this product, visit our online e-catalog or download the product report:
Metric
Imperial



Loja online |
|
Loja online Saiba mais |

Catálogo eletrônico |
|
Catálogo eletrônico Saiba mais |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendações de ferramentas para necessidades específicas
TUNG NaviRecomendações de ferramentas para necessidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore o TSR da Tungaloy para insights de usinagem personalizados com pesquisa fácil
Tungaloy Success ReportExplore o TSR da Tungaloy para insights de usinagem personalizados com pesquisa fácil Guias técnicosAcesse os guias técnicos da Tungaloy para insights, referências e recursos valiosos.
Guias técnicosAcesse os guias técnicos da Tungaloy para insights, referências e recursos valiosos. MatrixSistema de gerenciamento de ferramentas
MatrixSistema de gerenciamento de ferramentas Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.