Kanal Frezeleri ile Çok Yönlü İşleme Çözümleri
Derin Kanal Açmadan Yan Yüzey İşleme ve Kesme Operasyonlarına Kadar Tek Takımla Maksimum Verimlilik
Kanal frezeleri çoğu zaman yalnızca kanal açma ve kesme operasyonlarına yönelik, geleneksel kullanım alanına sahip takımlar olarak değerlendirilmektedir.
Ancak günümüz talaşlı imalat uygulamalarında kanal frezeleri; derin kanal işleme, yan duvar işleme, dar kanal uygulamaları, kama kanalı açma, paralel yüzey işleme ve standart freze ile erişimin zor olduğu bölgelerde güvenli talaş kaldırma gibi birçok operasyon için yüksek verimlilik sunan çok yönlü kesici takımlar haline gelmiştir.
Çevresel kesici ağız sayısının fazla olması sayesinde takım boyu minimum seviyede tutulabilirken, kanal genişliğine uygun takım çapı seçimi de mümkün olmaktadır. Bu sayede titreşim, duvar esnemesi veya talaş tahliye problemleri nedeniyle verimsiz kalan operasyonlar daha kararlı ve sürdürülebilir seri üretim süreçlerine dönüştürülebilmektedir.
Özellikle uzun takım kullanımının problem oluşturduğu uygulamalarda kanal frezeleri; rijitlik avantajı, proses güvenliği ve yüzey kalitesi açısından parmak frezelere göre önemli avantajlar sağlayabilmektedir.
Bu makalede kanal frezelerinin temel kullanım prensipleri, hangi uygulamalarda avantaj sağladıkları ve doğru takım seçiminin nasıl yapılması gerektiği ele alınmaktadır. Ayrıca kesme performansını doğrudan etkileyen işleme parametreleri ve çoğu zaman göz ardı edilen efektif talaş kalınlığı yaklaşımı da detaylı şekilde incelenmektedir.

Kanal freze nedir? Parmak frezelerden temel farkları
- Kanal freze nedir? Parmak frezelerden farkları
- Kanal frezelerin derin kanal işleme, yan duvar işleme ve kesme operasyonlarında neden avantaj sağladığı
- Kanal freze tipleri ve uygun işleme uygulamaları
- Parmak freze ve kanal freze seçiminde dikkate alınması gereken temel kriterler
- Stabil ve proses güvenilirliği yüksek işleme için temel uygulama ipuçları
- Düşük ae/DC oranlarında efektif talaş kalınlığının anlaşılması
- Yaygın işleme problemleri ve kontrol edilmesi gereken kritik noktalar
- Alternatif çözüm olarak özel profil/form frezelerin kullanımı
- Özet
1. Kanal Freze Nedir? ─ Çevresel Kesici Ağızlarla İşleme Yapan Takımlar
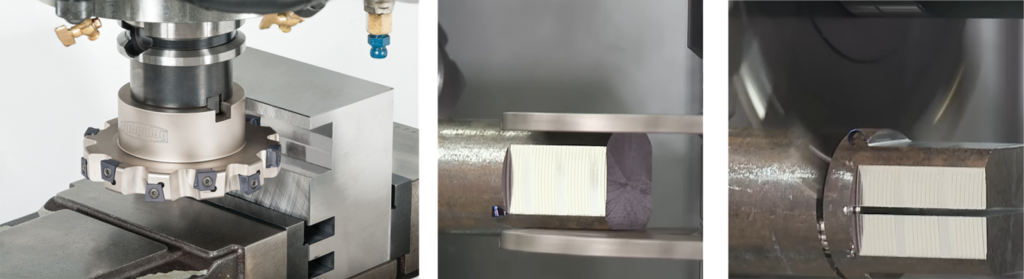
Kanal frezeler, takım çevresinde bulunan kesici ağızlar ile kanal, kenar ve yüzey işleme operasyonlarında kullanılan kesici takım grubudur. Özellikle derin ve dar kanal işleme, yüksek yan duvar hassasiyeti gerektiren uygulamalar, kesme operasyonları, kama kanalı frezeleme ve paralel iki yüzeyin işlenmesinde yaygın olarak tercih edilirler.
Yaygın kanının aksine kanal frezeler yalnızca kesme ve kanal açma işlemlerine yönelik geleneksel takımlar değildir. Gerçek üretim uygulamalarında; takım erişiminin sıkıntılı olduğu bölgelerde kenar frezeleme ve yüzey frezeleme operasyonlarında da etkin şekilde kullanılabilmektedirler. Özellikle 5 eksenli işleme uygulamalarının yaygınlaşmasıyla birlikte, kısa takım çıkıntısıyla iş parçasına yandan yaklaşabilen rijit kesici takımlar olarak yeniden önem kazanmışlardır. Bu sayede hem proses kararlılığı artırılmakta hem de titreşim kaynaklı işleme problemleri azaltılabilmektedir.
Benzer Takımlardan Farkları
| Takım | Başlıca Avantajı | Kanal Frezeden Farkı |
|---|---|---|
| Alın freze | Yüzey frezeleme operasyonlarında yüksek verimlilik | Yan duvar ve kanal işlemleri için uygun değildir |
| Parmak freze | Genel amaçlı ve çok yönlü işleme | Derin kanal uygulamalarında takım çıkıntısı arttığından sapma ve titreşim riski yükselir |
| Testere freze (slitting saw) | Kesme ve ince kanal açma operasyonları | Kanal frezenin daha ince kesici genişliğine sahip versiyonu olarak değerlendirilebilir |

2. Kanal Frezelerin Etkili Olduğu Tipik Uygulamalar
Derinliğe Göre Dar Kanal İşleme Uygulamaları
Parmak frezelerde takım boyunun artması; takım sapması, titreşim ve ölçüsel hataların oluşma riskini yükseltir. Kanal frezeler ise takım çapına göre ince yapıda olsalar bile, arbor bağlantısı ve disk rijitliği sayesinde daha stabil işleme performansı sunarlar. Bu nedenle derin ve dar kanal uygulamalarında önemli avantaj sağlarlar.
Yan Duvar Dikliği ve Paralellik Hassasiyeti Gerektiren Uygulamalar
Kanal frezeler, yüksek yan duvar diklik toleransı ve paralellik gerektiren operasyonlarda etkili çözümler sunar. Özellikle kombine takımla frezeleme uygulamalarında, iki kanal frezenin ara bileziklerle birlikte kullanılması sayesinde paralel iki yüzey tek paso ile işlenebilir. Bu yöntem hem proses süresini azaltır hem de ölçüsel tutarlılığı artırır.
Kesme ve İnce Kanal İşleme Operasyonlarında Malzeme Kaybının Azaltılması
İnce kesici genişliğine sahip kanal frezeler, düşük kesme payı sayesinde malzeme kaybını minimum seviyede tutar. Takım geometrisi ile talaş tahliyesinin doğru eşleştirildiği durumlarda, derin ve dar kanal uygulamalarında dahi yüksek işleme verimliliği elde edilebilir.
5 Eksen İşlemede Takım Çarpmasını Önleme ve Erişilebilirlik
Kanal frezeler; büyük çaplı alın frezelerin erişemediği veya uzun parmak frezelerin boyunun yetmediği bölgelerde yandan yaklaşım avantajı sunar. Özellikle 5 eksen işleme merkezlerinde takım ekseni hareket serbestliğinin artmasıyla birlikte, takım rijitliğinin arttırılmasında ve erişilmesi zor bölgelerin işlenmesinde önemli bir alternatif haline gelmiştir.
Önemli Nokta
Rijitliği Korurken Takım Sürtme Riskini Azaltan Etkin Bir İşleme Seçeneği
Kanal frezeler yalnızca kanal açma operasyonlarına yönelik takımlar değildir. Derin kanal işleme, yan yüzey işleme, kesme operasyonları ve yandan yaklaşım gerektiren uygulamalarda; proses güvenilirliğini, takım rijitliğini ve işlenebilirliği artıran etkili bir takım çözümüdür.
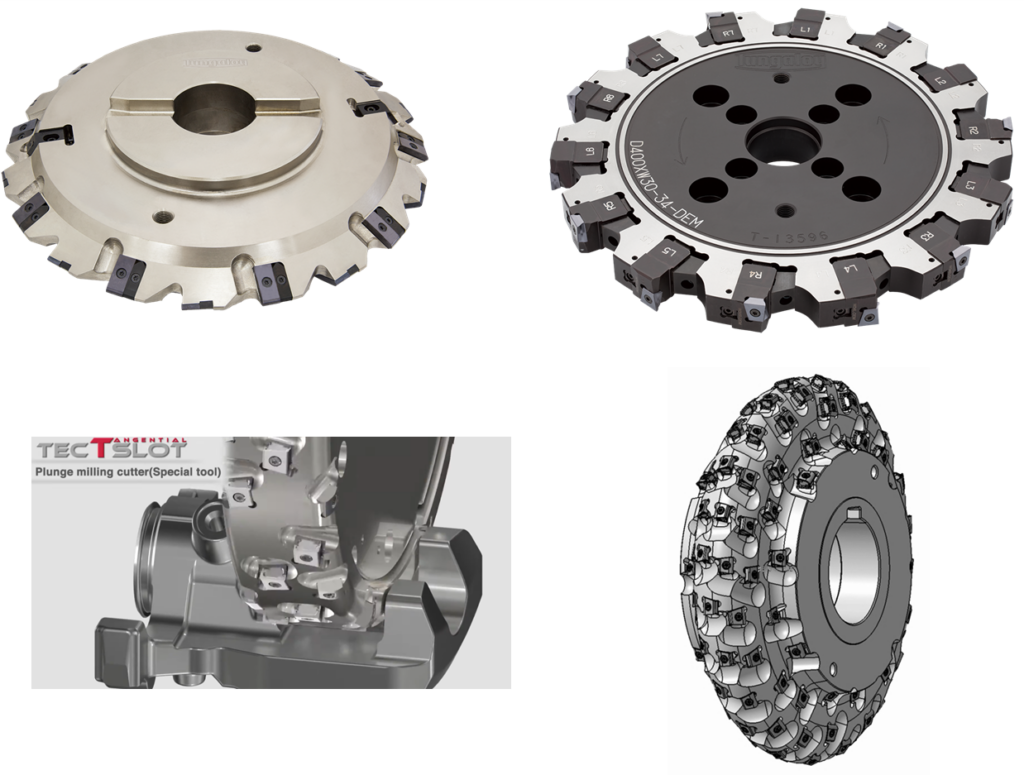
3. Kanal Frezelerin Temel Sınıflandırması ─ Hangi Türü Seçmelisiniz?
| Tip | Başlıca Uygulamalar | Uygun Kullanım Alanı |
|---|---|---|
| İnce bıçaklı tip / testere freze | Kesme ve dar kanal açma | Kanal genişliğinden fazla derinlik gereken, minimum malzeme kaybı istenen uygulamalar |
| Yan ve alın tip kanal freze | Kanal, yan duvar ve alt yüzey işleme | Kama kanalı gibi stabil ve kontrollü talaş kaldırma gerektiren operasyonlar |
| Yarım yan freze | Tek taraflı kenar işleme | Tek taraflı finish operasyonları |
| Form kanal freze | Profil ve form oluşturma | Yüksek tekrarlanabilirlik gerektiren seri üretim ve özel geometri işleme |
Takım seçimi yapılırken kesme genişliği kanal genişlik aralığı, talaş tahliye kabiliyeti ve indekslenebilirlik özellikleri mutlaka değerlendirilmelidir. Seri üretim ortamlarında indekslenebilir kesici uçlu sistemler, proses ekonomisi ve takım yönetimi açısından önemli avantaj sağlar.

4. Parmak Frezelerden Geçiş Kriterleri
Parmak Frezelerin Uygun Olduğu Durumlar
Parmak frezeler; sığ kanal uygulamaları, kompleks geometriye sahip yüzeyler, genel amaçlı tezgâhlarda tek takım ile işlem gerektiren operasyonlar ve küçük parti üretimlerinde kurulum verimliliğinin ön planda olduğu durumlarda tercih edilir. Çok yönlülükleri sayesinde esnek üretim senaryolarında avantaj sağlarlar.
Kanal Frezelerin Avantajlı Olduğu Durumlar
Kanal frezeler ise; derin ve dar kanal işleme, yüksek yan duvar hassasiyeti gerektiren uygulamalar, kesme ve dar kanal operasyonları, uzun işleme boyları, seri üretim prosesleri, paralel iki yüzey işleme, erişimin sıkıntılı olduğu bölgeler ve 5 eksenli tezgâhlarda yandan yaklaşım gerektiren operasyonlar için daha uygun bir çözüm sunar.
Şüpheniz Varsa: Aşağıdaki durumlarda Kanal Freze tercih etmeyi düşünebilirsiniz
- Kanal derinliğinin fazla ancak genişliğinin dar olması
- Parmak freze kullanımında titreşim, yüzey bozulması veya kanal genişliği sapması oluşması
- Talaş tahliyesinin zorlaşması, yan duvar sapmaları veya takım kırılmaları
- İşleme süresinin gereğinden uzun olması
- Önden erişimin mümkün olmaması veya uzun takım boyunun zorunlu hale gelmesi
Önemli Nokta
Kanal frezeler genellikle kanal açma için en üretken seçenekler arasındadır
Kanal frezeler, özellikle kanal açma operasyonlarında çoğu durumda yüksek üretkenlik sunan bir çözümdür. Çevresel kesici ağız sayısının fazla olması, takım boyunun azaltılmasına olanak tanır ve kanal genişliğine uygun çap seçimi sayesinde, kanal genişliği azaldıkça parmak frezelere kıyasla avantajlarını artırır.
5. Performansı Ortaya Çıkarmak İçin Temel İpuçları ─ Takım Boyu, Ağız Sayısı ve Talaş Tahliyesi
1. Takım Boyunu Minimumda Tutun
Arbor uzunluğu, takım tutucu rijitliği, ara parça hassasiyeti ve montaj kalitesi, nihai yüzey kalitesini doğrudan etkiler. Aşırı takım boyu; yan duvar sapması, boyutsal tolerans kayması ve titreşim riskini artırır.
2. Daha Fazla Ağız Sayısı Her Zaman Daha İyi Değildir
Ağız sayısının artması teorik olarak ilerleme sürekliliğini artırabilir; ancak talaş boşluğu hacmini azaltır. Özellikle yapışkan malzemelerde, derin kanal uygulamalarında ve uzun talaş oluşumunda fazla ağız sayısı talaş sıkışmasına ve takım yükünün artmasına neden olabilir.
3. Salgıyı Hafife Almayın
Bağlama yüzeyindeki kir, ara parça hassasiyeti eksikliği veya yetersiz sıkma; yükün kesici ağızlara dengesiz binmesine neden olur. Bu durum yüzey kalitesinde bozulma, kenar kırılması ve kanal genişliğinde sapma ile sonuçlanabilir.
4. Talaş Tahliyesine Öncelik Verin
Derin kanal uygulamalarında en kritik problemlerden biri talaşın yeniden kesimi ve talaş sıkışmasıdır. Soğutma sıvısı erişimi, talaş tahliye yönü ve kesme stratejisi birlikte tasarlanmalıdır.
5. Takımın İş Parçasına Girişi Takım Ömrünü Belirler
Ani ve tam yükle giriş, kesici kenarda darbe yükü oluşturur ve takım ömrünü ciddi şekilde kısaltır. Kontrollü giriş (rampalı giriş) ve ilerlemenin kademeli artırılması daha stabil bir kesme süreci sağlar.
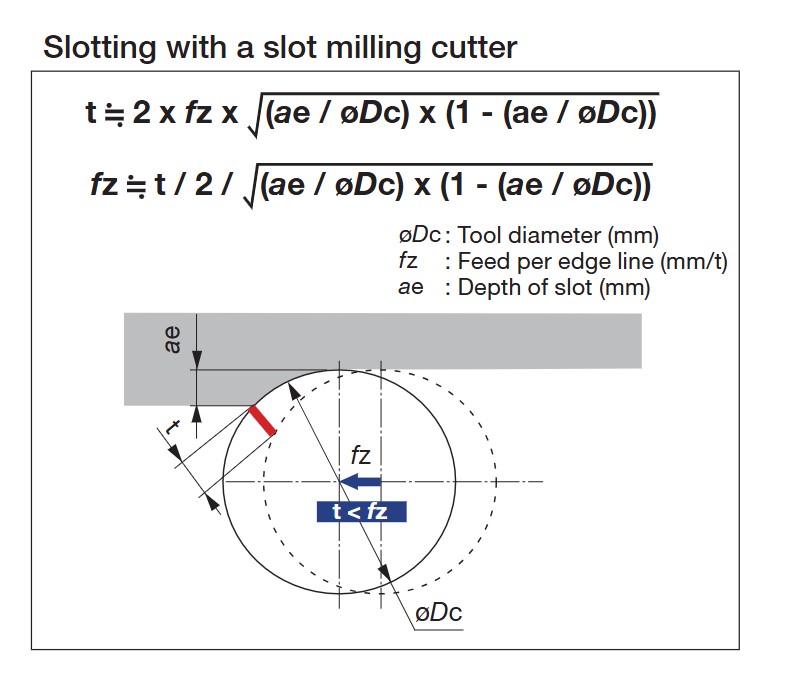
6. Kanal Frezelerde En Çok Gözden Kaçan Nokta ─ Talaş Kalınlığı
Kanal frezeler, geometrileri gereği çoğunlukla düşük ae/DC oranlarında çalıştırılır. Bu tür kısmi kesme koşullarında yalnızca ilerleme hızı esas alınarak parametre belirlenmesi, efektif talaş kalınlığının kritik seviyenin altına düşmesine neden olabilir. Sonuç olarak kesici ağızlar “kesme” yerine ağırlıklı olarak sürtünme etkisiyle çalışır.
Sonuç
Takım sadece hafifçe temas ediyor, ancak ilerleme daha da azaltılıyor
Bu durumda takım yüzeyi iş parçasına temas etmesine rağmen, talaş oluşumu yeterli seviyede gerçekleşmez ve operatör çoğu zaman güvenlik amacıyla ilerleme hızını daha da düşürür. Bu ise problemi daha da artırarak stabil olmayan bir kesme rejimine yol açar.
Bu durum, kanal frezelerde en sık karşılaşılan performans kaybı ve takım ömrü düşüşü sebeplerinden biridir. İşleme sırasında gürültü artışı, kesici kenar yanması, erken aşınma ve yüzey kalitesi bozulması gibi belirtiler görüldüğünde ilk kontrol edilmesi gereken parametre efektif talaş kalınlığıdır.
Doğru Kesime UlaşmaAdımları
- ae/DC oranı için yeterli efektif talaş kalınlığının oluştuğunu kontrol edin
- fz (diş başına ilerleme) değerini uygun seviyeye yükseltin
- Gerekirse ağız sayısını azaltın
- İş mili devri (n) ve ilerleme hızı (Vf) arasındaki dengeyi yeniden optimize edin
- Sürtünme rejiminden çıkıp gerçek kesme rejimine geçişi hedefleyin
Önemli Nokta
Kesme parametreleri doğru ayarlanmadığında, takımın gerçek performansı farkında olmadan sınırlandırılabilir.
Kanal frezeler yüksek verimli kesici takımlardır; bu nedenle “takım kesmiyor” varsayımına varmadan önce, çoğu durumda sorun düşük ilerleme nedeniyle oluşan yetersiz talaş kalınlığıdır.
Basit Talaş Kalınlığı Hesaplayıcı
Takım çapı (DC), radyal kesme derinliği (ae), ağız sayısı (z), iş mili devri (n) ve tabla ilerlemesi (Vf) değerleri girilerek aşağıdaki parametreler hesaplanabilir:
ae/DC oranı
Maksimum talaş kalınlığı (hex)
Ortalama talaş kalınlığı (hm)
* Bu hesaplama, özellikle düşük ae/DC oranlarında çalışılan kanal frezeleme operasyonlarında doğru kesme rejiminin belirlenmesi için kritik bir referans sağlar. Tam kanal açma için, ae = DC, hex = fz ve hm ≒ 2fz/π olarak ayarlayın.
Hesaplayıcı Nasıl Kullanılır
- Mevcut işleme parametrelerinizi girin: DC, ae, z, n ve Vf
- Hesaplanan hex (maksimum talaş kalınlığı) değeri 0,02 mm’nin altındaysa, kesme yerine sürtünme rejimi oluşma riski yüksektir. Bu durumda fz değerini artırmayı veya ağız sayısını azaltmayı değerlendirin
- ae/DC oranı %10’un altındaysa, gerçek kesme koşullarını oluşturmak için görünen fz değerine kıyasla daha yüksek ilerleme değerleri gerekebilir
7. Semptoma Göre Sorun Giderme Rehberi
| Problem | Başlıca Nedenler | Gözden Geçirilecek Noktalar |
|---|---|---|
| Titreşim | Aşırı takım boyu/ ani pasoya girme/ düşük ilerleme nedeniyle sürtünme | Takım boyunu kısaltın, iş mili devrini hafifçe düşürün, fz değerini artırarak kesme rejimini aktive edin, kesici geometriyi ve ağız sayısını gözden geçirin |
| Dengesiz kanal genişliği | Salgı / montaj yüzeyinde kir veya hata / ince duvarlı iş parçası deformasyonu | Bağlama ve ara parçaları kontrol edin, sistem rijitliğini artırın, iş parçası fikstürünü güçlendirin |
| Yan duvar sapması | Arbor sapması / yetersiz rijitlik / yüksek kesme kuvveti | Takım boyunu azaltın, paso başına talaşı düşürün |
| Kenar Ufalanması veya erken aşınma | Talaş tahliyesi yetersizliği / girişte darbe yükü / düzensiz kesici yük dağılımı | Talaş tahliyesini iyileştirin, kontrollü giriş uygulayın, salgıyı azaltın, ağız sayısını yeniden değerlendirin |
| Yanma veya gıcırtı sesi | Aşırı kesme hızı / düşük ilerleme nedeniyle sürtünme / ince testere rezonansı | Öncelikle iş mili devrini düşürün, ardından uygun ilerleme ile kesme rejimine geçin; ince testere tipi takımlarda aşırı kesme hızından kaçının |
8. Belirli Endüstriler İçin Özel Kanal Frezeler ─ Özel Form Frezeler Dünyası
Standart katalog ürünleri ve parametrik tasarıma dayalı otomatik takım üretim sistemleri, yalnızca belirli geometrik sınırlar içinde tanımlanabilen işleme ihtiyaçlarını karşılayabilir. Ancak gerçek üretim ortamında; tek operasyonla karmaşık form profillerinin işlenmesi ve proses konsolidasyonu ihtiyacı giderek daha kritik hale gelmektedir.
Bu noktada özel form frezeler, standart kesici takımların yetersiz kaldığı karmaşık geometrilerin tek paso veya minimum operasyonla işlenmesini mümkün kılar. Özellikle otomotiv, iş makineleri, enerji ve genel endüstriyel üretim alanlarında bu tür özel çözümler yaygın olarak kullanılmaktadır.
Önemli Nokta
Özel form frezeler, her endüstriyel uygulamaya özel olarak tasarlanır.
Otomatik çizim ve standart takım sistemleri standardizasyon ve hız için geliştirilmişken, özel form takımlar standart yöntemlerle üretilemeyen karmaşık geometrileri tek bir takımda birleştirmek amacıyla kullanılır.
1. Dişli Frezeleme Takımları ─ İnşaat Makineleri, Tarım Makineleri, Endüstriyel Makineler ve Rüzgâr Enerjisi Uygulamaları
- Uygulama: Dişliler, spline diş şaftlar ve benzeri güç aktarım bileşenlerinin diş profili işleme operasyonları
- Avantaj: Diş profili doğrudan kesici geometriye işlendiği için diş boşluğu tek paso veya kontrollü çoklu paso ile oluşturulabilir. Bu sayede dişli üretimi, genel amaçlı CNC işleme merkezlerinde dahi gerçekleştirilebilir.
- Temel özellik: Modül, diş sayısı, basınç açısı ve profil kaydırma parametrelerine göre tamamen uygulamaya özel tasarım yapılabilir.
2. Braket ve Fren Kaliperi İşleme Frezeleri
- Uygulama: Otomotiv sektöründe fren kaliperleri, süspansiyon braketleri ve şasi bileşenlerinde ardışık yüzeyler, kanal yapıları ve karmaşık geometrilerin işlenmesi
- Avantaj: Düşük rijitlikli iş parçası geometrilerinde titreşimi azaltacak şekilde optimize edilmiş diş dağılımı ve kesme geometrisi kullanılır.
- Temel özellik: Seri üretim hatlarında takım ömrü, yüzey kalitesi ve boyutsal stabilite arasında optimum dengeyi sağlayacak şekilde özel olarak tasarlanır.
3. Vidalı Rotor İşleme Frezeleri
- Uygulama: Vidalı kompresörler, vidalı pompalar ve vakum pompalarında erkek/dişi rotor kanallarının kaba işleme ve yarı finish operasyonları
- Avantaj: Karmaşık helisel rotor geometrileri, özel olarak form verilmiş kesici kenarlar sayesinde işlenebilir.
- Temel özellik: Her rotor çapı, hatve ve profil geometrisi için neredeyse parçaya özel takım tasarımı gerektirir. Uzun diş yükseklikleri ve kompleks eğrilerde stabil talaş kaldırma kabiliyeti sağlar.

Çeşitli Endüstriler için Oluşturulmuş Kapsamlı Özel Freze Arşivi
Özel form frezeler, Tungaloy tarafından otomotiv, inşaat makineleri, tarım makineleri, endüstriyel ekipmanlar ve enerji sektörleri gibi kritik seri üretim alanlarında uzun yıllardır uygulanmaktadır. Dişli üretimi, braket ve kaliper işleme ile vidalı rotor geometrileri gibi uygulamalar sayesinde, farklı endüstrilerin özel talaşlı imalat gereksinimlerine yönelik kapsamlı bir tasarım ve uygulama bilgi birikimi oluşturulmuştur.
Sonuç
Otomatik çizim sistemleriyle tam olarak tanımlanamayan karmaşık geometriler, özel form frezelerin en güçlü olduğu alanı oluşturur.
Bu tür takımlar, standart takım geometrileriyle üretilemeyen profillerin tek operasyon veya minimum operasyonla işlenmesini mümkün kılar.
Tungaloy, farklı endüstrilerde edinilmiş uygulama tecrübesi sayesinde her işleme problemi için optimize edilmiş kesici takım çözümleri geliştirebilmektedir.
Özet ─ Kanal Frezelerin Değerini Ortaya Çıkarmak
Kanal frezeler yalnızca kanal açma veya kesme işlemlerine yönelik takımlar değildir. Modern talaşlı imalat süreçlerinde; derin kanal işleme, yan yüzey hassasiyeti, takım sürtmesinden kaçınma ve 5 eksenli tezgâhlarda yandan yaklaşım gerektiren uygulamalarda önemli avantajlar sağlarlar.
Bununla birlikte, kanal frezelerin karakteristik olarak düşük ae/DC oranlarında çalıştırılma eğilimi, doğru kesme rejiminin belirlenmesinde efektif talaş kalınlığının kritik bir parametre olmasına neden olur.
- Kanal frezeler kanal açma ve yan yüzey işlemede yüksek üretkenlik sunar
- Takım boyu, bağlama rijitliği ve salgı sonuç kalitesini doğrudan etkiler
- Ağız sayısının artırılması her zaman avantaj sağlamaz; talaş boşluğu ve talaş tahliyesi kritik faktörlerdir
- “Takım kesmiyor” varsayımından önce çoğu zaman düşük ilerleme nedeniyle oluşan yetersiz talaş kalınlığı kontrol edilmelidir
- ae/DC düşük olduğunda efektif talaş kalınlığı mutlaka değerlendirilmelidir
- Standart takımların ve parametrik sistemlerin yetersiz kaldığı durumlarda özel form frezeler büyük katkı sağlar
Kanal freze seçimi, üretim zorluğunun seviyesine göre katmanlı olarak değerlendirilmelidir:
standart takım çözümleri → modüler/değiştirilebilir sistemler → otomatik tasarlanmış özel takımlar → tamamen özel form frezeler
Doğru yaklaşım, her uygulamada “hangi takım var?” sorusundan ziyade “hangi proses en stabil ve üretken sonucu verir?” sorusunu temel almaktır.