

Economical 8 edged inserts with light cutting face milling cutter
Light cutting & optimal chip forming insert featuring 8 cutting edges with high positive rake angle


Applications & Features
Applications

Features
1. High positive rake face mill
• Inserts with a high positive rake provide light cutting actions.
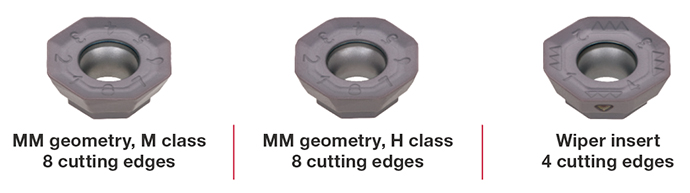
2. Three types of inserts are available
3. Designed to ensure machining stability
• Ideal chip forming.
• Better insert reliability with double flank relief.
Inserts & Grades
Inserts

Grades
AH120
![]()
![]()
![]()
![]()
- Good balance between wear and fracture resistance
- Suitable for machining steel, stainless steel, and cast iron under general cutting conditions
AH3135
![]()
![]()
- High fracture resistance
- Suitable for machining steel and stainless steel under general cutting conditions
Cutter bodies

Practical examples
Example #1
General Engineering
| Part: | Part for semiconductor equipment |
| Material: | EN 1.4301 |
| Cutter: | TAOW05M063B22.0R05 |
| Insert: | OWHT05T3C07AFER-MM |
| Grade: | AH3135 |
| Cutting conditions: | Vc = 160 (m/min) fz = 0.2 (mm/t) Vf = 808 (mm/min) ap = 1.6 (mm) ae = 19 (mm) Application: Face Milling Coolant: External supply Machine: Vertical M/C (BT40) |

Example #2
General Engineering
| Part: | Base |
| Material: | ISO E275A |
| Cutter: | TAOW05J100B31.7R06 |
| Insert: | OWHT05T3C07AFER-MM |
| Grade: | AH3135 |
| Cutting conditions: | Vc = 220 (m/min) fz = 0.2 (mm/t) Vf = 840 (mm/min) ap = 2 (mm) ae = 100 (mm) Application: Face Milling Coolant: External supply Machine: Vertical M/C |

Example #3
General Engineering
| Part: | Machine part |
| Material: | EN 1.7225 |
| Cutter: | TAOW05M063B22.0R05 |
| Insert: | OWMT05T3AFER-MM |
| Grade: | AH3135 |
| Cutting conditions: | Vc = 150 (m/min) fz = 0.26 (mm/t) Vf = 1000 (mm/min) ap = 2.6 (mm) ae = 18 (mm) Application: Face Milling Coolant: Internal supply Machine: Vertical M/C (BT40) |

Standard cutting conditions
| ISO | Workpiece material | Hardness | Priority | Grade | Chip-breaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|
| Low carbon steel (C15, etc.) |
– 200HB | First choice | AH3135 | MM | 100 – 300 | 0.05 – 0.35 | |
| Wear resistance | AH120 | MM | 100 – 300 | 0.05 – 0.35 | |||
| High carbon and alloy steel (S55C / C55, SCM440 / 42CrMo4, etc.) |
– 300HB | First choice | AH3135 | MM | 100 – 250 | 0.05 – 0.3 | |
| Wear resistance | AH120 | MM | 100 – 250 | 0.05 – 0.3 | |||
| Prehardened steel (NAK80, PX5, etc.) |
30 – 40 HRC | First choice | AH3135 | MM | 80 – 200 | 0.05 – 0.3 | |
| Wear resistance | AH120 | MM | 80 – 200 | 0.05 – 0.3 | |||
| Austenitic stainless steel (SUS304 / 1.4301, SUS316 / 1.4401, etc.) |
– 200HB | First choice | AH3135 | MM | 100 – 200 | 0.05 – 0.35 | |
| Wear resistance | AH120 | MM | 100 – 200 | 0.05 – 0.35 | |||
| Martensitic stainless steel ( X20Cr13, etc.) |
– 220HB | First choice | AH3135 | MM | 100 – 300 | 0.05 – 0.3 | |
| Wear resistance | AH120 | MM | 100 – 300 | 0.05 – 0.3 | |||
| Gray cast iron (FC250 / 250, etc.) |
150 – 250HB | First choice | AH120 | MM | 100 – 300 | 0.05 – 0.35 | |
| Fracture resistance | AH3135 | MM | 100 – 300 | 0.05 – 0.35 | |||
| Ductile cast iron (FCD400 / 400-15, FCD600 / 600-3, etc.) |
150 – 250HB | First choice | AH120 | MM | 80 – 250 | 0.05 – 0.3 | |
| Fracture resistance | AH3135 | MM | 80 – 250 | 0.05 – 0.3 | |||
| Titanium alloys (Ti-6AI-4V, etc.) |
– | First choice | AH3135 | MM | 30 – 60 | 0.05 – 0.2 | |
| Wear resistance | AH120 | MM | 30 – 60 | 0.05 – 0.2 | |||
| Heat-resistant alloys (Inconel718, etc.) |
– | First choice | AH120 | MM | 20 – 50 | 0.05 – 0.15 | |
| Fracture resistance | AH3135 | MM | 20 – 50 | 0.05 – 0.15 | |||
| Hardened steel (SKD61 / X40CrMoV51, etc.) |
40 – 50HRC | First choice | AH3135 | MM | 70 – 130 | 0.05 – 0.15 | |
| Wear resistance | AH120 | MM | 70 – 130 | 0.05 – 0.15 |
For more information about this product, visit our online e-catalog or download the product report:
Metric
Imperial

Online Mağaza |
|
Online Mağaza Daha Fazla Bilgi Edinin |

E-Katalog |
|
E-Katalog Daha Fazla Bilgi Edinin |
Kaynaklar
 Tungaloy APP
Tungaloy APP TUNG NaviÖzel Ihtiyaçlar Için Araç Seçenekleri
TUNG NaviÖzel Ihtiyaçlar Için Araç Seçenekleri Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportKolay arama ile özel işleme içgörüleri için Tungaloy’un TSR’sini keşfedin
Tungaloy Success ReportKolay arama ile özel işleme içgörüleri için Tungaloy’un TSR’sini keşfedin Teknik KılavuzlarDeğerli içgörüler, referanslar ve kaynaklar için Tungaloy’un teknik kılavuzlarına erişin.
Teknik KılavuzlarDeğerli içgörüler, referanslar ve kaynaklar için Tungaloy’un teknik kılavuzlarına erişin. MatrixTakim Yönetim Sistemi
MatrixTakim Yönetim Sistemi