Talaş Kırıcıların Esasları — Temel Teoriden Seçime
“Talaş kırıcı” ifadesini duyan birçok kişi, talaşı kırmak amacıyla tasarlanmış bir kanal geometrisini düşünebilir.
Ancak pratikte talaş kırıcı; talaş açısı, kesici ağız geometrisi ve honlama dâhil olmak üzere kesici kenara ait tüm geometrik özellikleri ifade eder.
Bu yapı yalnızca talaş kontrolü için değil; aynı zamanda kesme kuvvetlerinin yönetilmesi, kesici kenar dayanımının korunması ve işleme prosesinin stabilitesi açısından da kritik öneme sahiptir.
Bu makalede; talaş kırıcıların çalışma prensiplerinden doğru seçim yöntemlerine, iş parçası malzemesine göre değerlendirmelerden problem giderme noktalarına kadar tüm temel konular sistematik olarak ele alınmaktadır.
Bu makalede öğrenecekleriniz
- Talaş kırıcı nedir? — Kesici kenar geometrisi olarak tanımı
- Talaş kırıcılar neden gereklidir?
- Talaş kırıcı kullanılmamasının daha uygun olduğu durumlar
- Talaşlar nasıl kırılır? — Temel prensip
- İdeal talaş formu nedir?
- Talaş kırıcı seçiminde temel kriterler
- Finish, orta işleme ve kaba işleme talaş kırıcıları arasındaki farklar
- Talaş kırıcıların kesme parametreleriyle ilişkisi
- İş parçası malzemesine göre değerlendirmeler (ISO P/M/K/N/S/H)
- İşleme sırasında sorun yaşandığında kontrol edilmesi gereken noktalar
- Özet
1. Talaş kırıcı nedir?
Dar anlamda talaş kırıcı terimi, kesici ucun kesme kenarında talaşı kırmak amacıyla oluşturulan kanal veya çıkıntılı geometrileri ifade eder.
Ancak gerçek takım tasarımında talaş kırıcı; yalnızca talaş kırma işlevini değil, aynı zamanda kesme kuvvetlerinin kontrolünü ve kesici kenar dayanımını da kapsayan tüm kesici kenar geometrisini ifade eder. Bu makalede talaş kırıcılar, bu geniş kapsamlı tanım esas alınarak açıklanmaktadır.
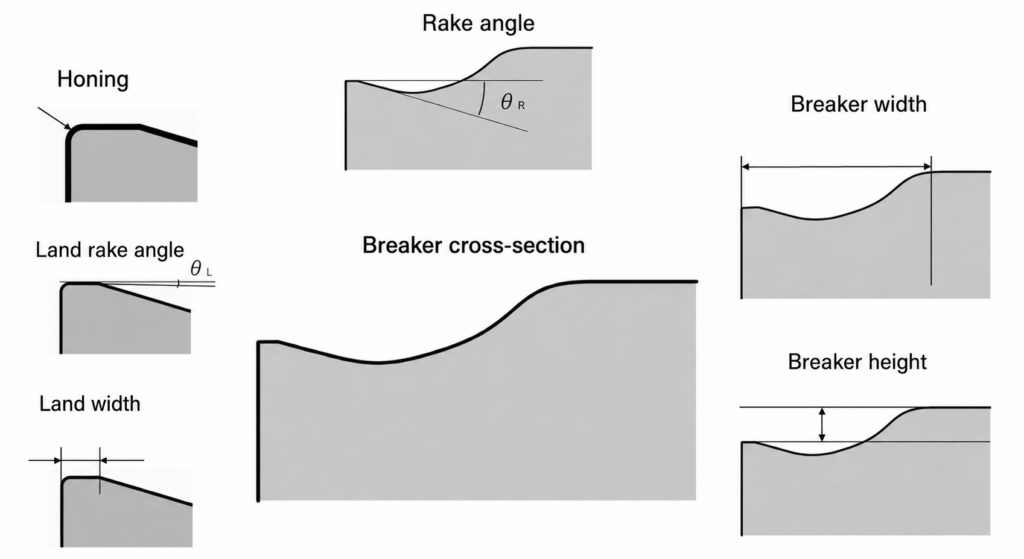
Bir talaş kırıcıyı oluşturan temel unsurlar
- Kırıcı genişliği — Talaşın kıvrılma mesafesini belirleyen kanal genişliği
- Kırıcı duvar yüksekliği — Talaşı yönlendiren ve bükülmesini sağlayan duvar yüksekliği
- Talaş açısı (rake angle) — Talaş akış yönünü ve kesme kuvvetlerini etkileyen açı
- Kesme Alın genişliği (land width) — Kesme ağzının hemen arkasındaki düz yüzey genişliği
- Alın açısı (land rake angle) — Kesme alın yüzeyinin eğim açısı
- Honlama / kenar hazırlığı — Kesici kenara uygulanan kontrollü yuvarlatma işlemi
Parametreler ve etkileri arasındaki ilişki
Aşağıdaki tablo, talaş kırıcı geometrisindeki değişimlerin; “talaş kırma performansı”, “kesme kuvvetleri” ve “kesici kenar dayanımı” üzerindeki etkilerini özetlemektedir.
| Parametre | Değişim yönü | Talaş kırma performansı | Kesme kuvvetleri | Kesici kenar dayanımı |
|---|---|---|---|---|
| Kırıcı genişliği | Daraltılır | ↑ Talaş kırma kolaylaşır | ↑ Artar | – |
| Kırıcı duvar yüksekliği | Artırılır | ↑ Talaş kırma kolaylaşır | ↑ Hafif artar | – |
| Talaş açısı | Pozitif açı artırılır | ↑ Talaş kıvrılması kolaylaşır | ↓ Azalır | ↓ Azalır |
| Alın genişliği | Genişletilir | ↓ Bir miktar kötüleşir | ↑ Artar | ↑ İyileşir |
| Alın açısı | Negatif açı artırılır | ↓ Bir miktar kötüleşir | ↑ Artar | ↑ İyileşir |
| Honlama | Artırılır | ↓ Bir miktar kötüleşir | ↑ Artar | ↑ İyileşir |
Önemli Nokta
“Talaş kırıcı seçimi”, esasen kesici kenar geometrisinin genel dengesini belirlemek anlamına gelir.
Talaş kırma performansı, kesme kuvvetleri ve kesici kenar dayanımı birbirleriyle doğrudan ilişkilidir. Bu nedenle, hedeflenen işleme operasyonuna en uygun dengeyi sağlayan talaş kırıcı geometrisinin seçilmesi büyük önem taşır.
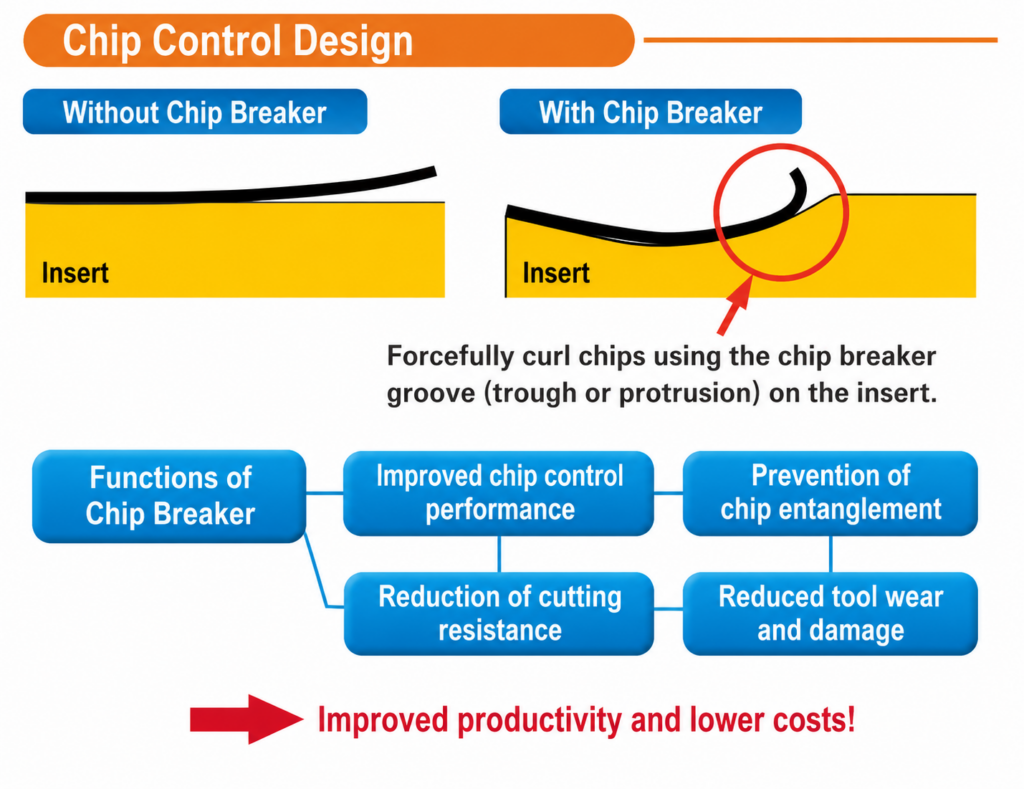
2. Talaş kırıcılar neden gereklidir?
Talaş kırıcı kullanılmadığında ortaya çıkan problemler
- Uzun ve sürekli talaş oluşumu → Talaşların takım veya iş parçasına sarılması
- İşlenmiş yüzeylerde çizilme riski ve makine duruşları
- Uzun talaşların keskin ve tehlikeli olması nedeniyle operatör güvenliği sorunları
- Özellikle otomatik tezgâhlarda ve sürekli üretimde, yetersiz talaş tahliyesinin prosesi doğrudan durdurabilmesi
Talaş kırıcı kullanımının avantajları
- Daha yüksek işleme verimliliği — Talaşlar kontrollü şekilde kırılır ve kolay tahliye edilir
- Daha uzun takım ömrü — Talaş dolaşımından kaynaklanan anormal yükler önlenir
- Daha stabil işleme kalitesi — Talaş temasına bağlı yüzey bozulmaları azaltılır
Talaş kontrolünün ötesinde: üç temel görev
Bir talaş kırıcı yalnızca talaş kontrolü sağlamakla kalmaz; aynı zamanda kesme kuvvetlerinin yönetilmesi ve kesici kenar dayanımının korunmasında da önemli rol oynar.
- Talaş kontrolü — Kırıcı genişliği ve kırıcı duvar geometrisi sayesinde talaşın kontrollü kırılması ve tahliyesi sağlanır
- Kesme kuvvetlerinin kontrolü — Talaş açısı ve kırıcı geometrisi ile kesme kuvvetleri düşürülerek enerji tüketimi ve titreşim azaltılır
- Kesici kenar dayanımı — Alın genişliği, alın açısı ve honlama sayesinde kesici kenarın mukavemeti artırılır; kırılma ve anormal aşınmalar önlenir
Önemli Nokta
Bir talaş kırıcı; “talaş kontrolü”, “kesme kuvvetleri” ve “kesici kenar dayanımı”nı aynı anda yöneten bir kesici kenar geometrisidir.
Doğru talaş kırıcı seçimi, bu üç unsur arasında optimum dengeyi kurmak anlamına gelir. Yalnızca talaş kontrolüne odaklanmak, yanlış kırıcı geometrisinin seçilmesine neden olabilir.
3. Talaş kırıcı kullanılmamasının daha uygun olduğu durumlar
Talaş kırıcı her zaman gerekli değildir. Ayrıca, talaş kırma etkisinin çok güçlü olması her koşulda avantaj sağlamaz. İşleme amacı, iş parçası malzemesi ve kesme parametrelerine bağlı olarak; düz yüzeyli (flat top) veya düşük talaş kırma etkisine sahip geometriler daha uygun olabilir.
■ Düz yüzeyli (Flat Top) geometri tercih edilen durumlar
Dökme demir ve pirinç gibi doğal olarak kısa talaş oluşturan malzemeler
Bu tür malzemelerde talaş zaten kısa kırıldığı için, ek talaş kırıcı geometrisine ihtiyaç duyulmayabilir. Bu durumda kesici kenar dayanımını artırmak amacıyla düz yüzeyli geometri tercih edilebilir.
Ağır kaba işleme ve kesintili kesme operasyonları
Talaş kırıcı kanalları, kesici kenarda zayıf bölgeler oluşturabilir. Özellikle yüksek darbe yüklerinin bulunduğu operasyonlarda düz yüzeyli geometri kullanılması, uç kırılma riskini azaltabilir.
■ Düşük talaş kırma etkisine sahip talaş kırıcıların tercih edildiği durumlar
Kesme kuvvetlerini azaltmak istendiğinde
Talaşı yoğun şekilde yönlendiren ve sıkıştıran talaş kırıcı geometrileri, kesme kuvvetlerini artırabilir. Talaş kontrolünden çok düşük kesme direncinin öncelikli olduğu uygulamalarda, daha düşük talaş kırma etkisine sahip geometriler tercih edilerek kesme kuvvetleri düşürülebilir.
Yüksek yüzey kalitesinin hedeflendiği uygulamalar
Talaş kırma etkisinin fazla olduğu geometrilerde talaş kalınlığı artabilir ve oluşan talaşların işlenmiş yüzeyi çizme riski yükselir. Daha düşük talaş kırma etkisine sahip geometriler ise işlenmiş yüzeye temas riskini azaltarak daha yüksek yüzey kalitesi elde edilmesine katkı sağlar.
Önemli Nokta
İşleme amacı, iş parçası malzemesi ve kesme koşullarına bağlı olarak; “talaş kırıcı kullanılmaması” veya “düşük etkili talaş kırıcı” tercih edilmesi de doğru bir seçim olabilir.
Her uygulamada güçlü talaş kırmanın gerekli olduğu varsayımından kaçınılmalı, seçimler prosesin gerçek ihtiyacına göre yapılmalıdır.
4. Talaşlar nasıl kırılır? — Temel prensip
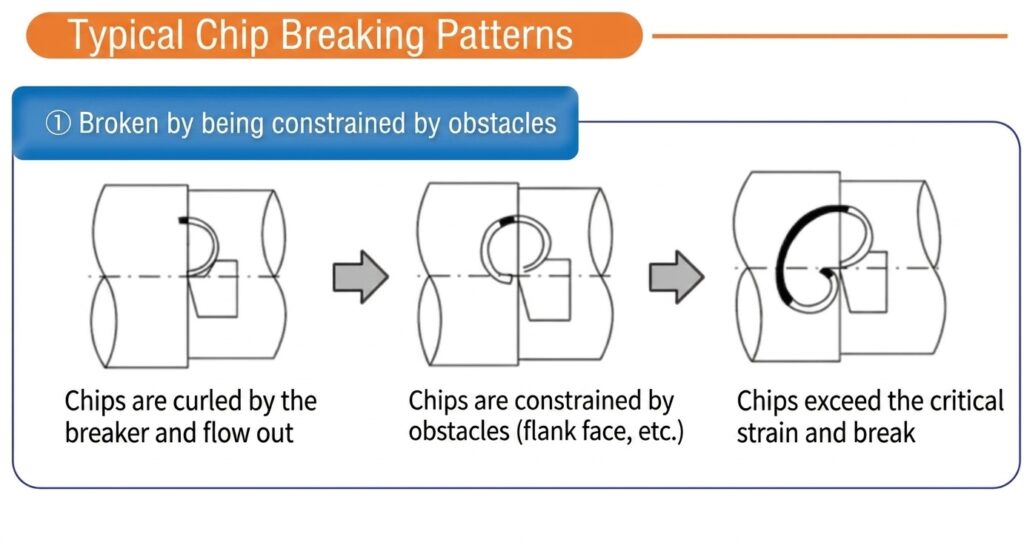
Bir talaş kırıcının talaşı kırma prensibi temel olarak aşağıdaki dört aşamada açıklanabilir:
- Kesme ve talaş oluşumu — Talaş, kesici kenardan ayrılarak talaş yüzeyi boyunca akmaya başlar
- Kıvrılma — Talaş, talaş kırıcı kanal ve duvar geometrisi tarafından zorlanarak kıvrılır
- Gerilimin artması — Kıvrılma yarıçapı küçüldükçe talaş içerisindeki eğilme gerilimi artar
- Kırılma — Gerilme kritik seviyeyi aştığında talaş kırılır
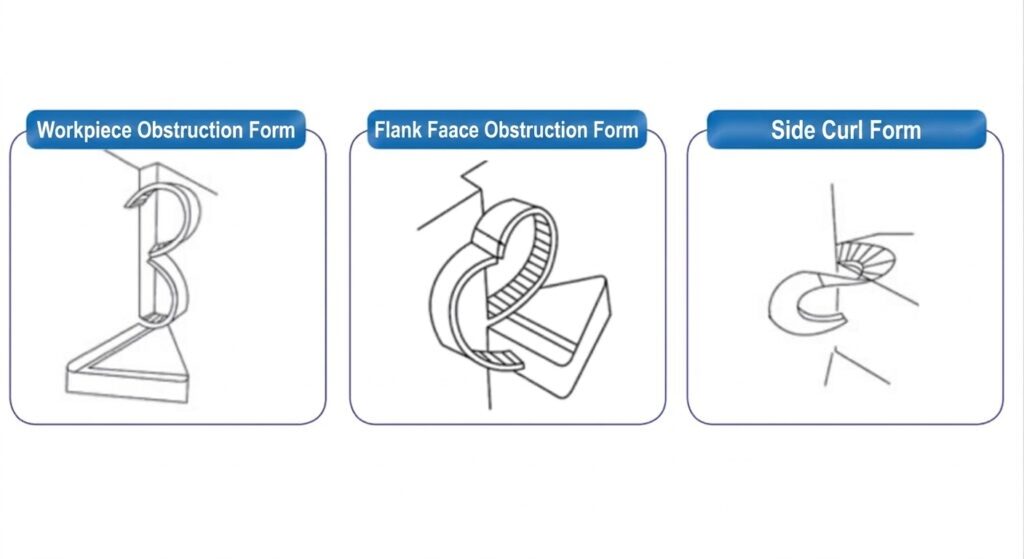
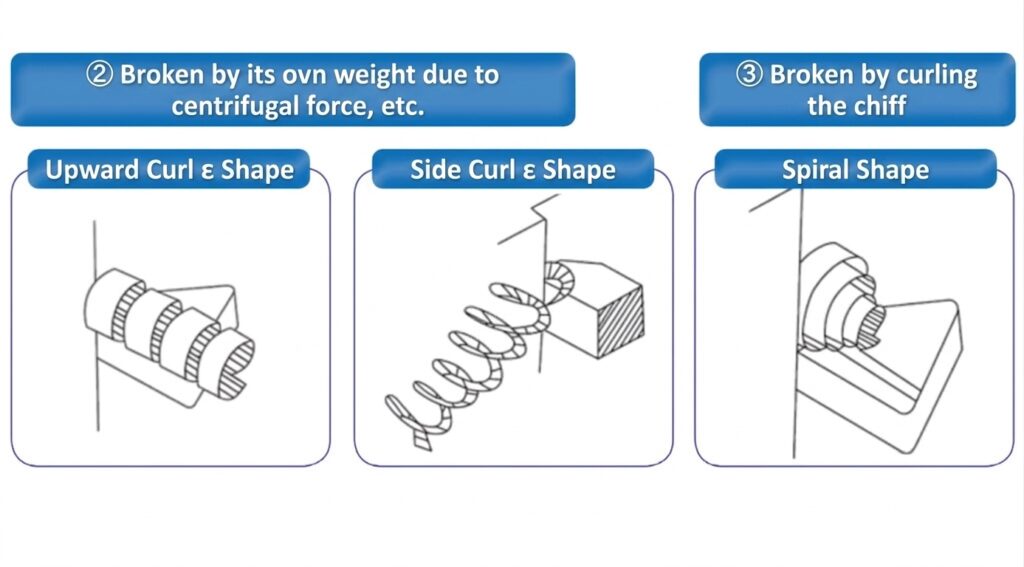
Üç temel talaş kırma tipi
- Takıma çarparak kırılma
Kıvrılan talaş, talaş kırıcı duvarına veya insert yüzeyine çarparak kırılır. - İş parçasına çarparak kırılma
Kıvrılan talaş, iş parçası yüzeyine temas ederek kırılır. - Kendiliğinden kırılma
Talaş, yalnızca kendi içerisindeki eğilme gerilimi nedeniyle doğal olarak kırılır.
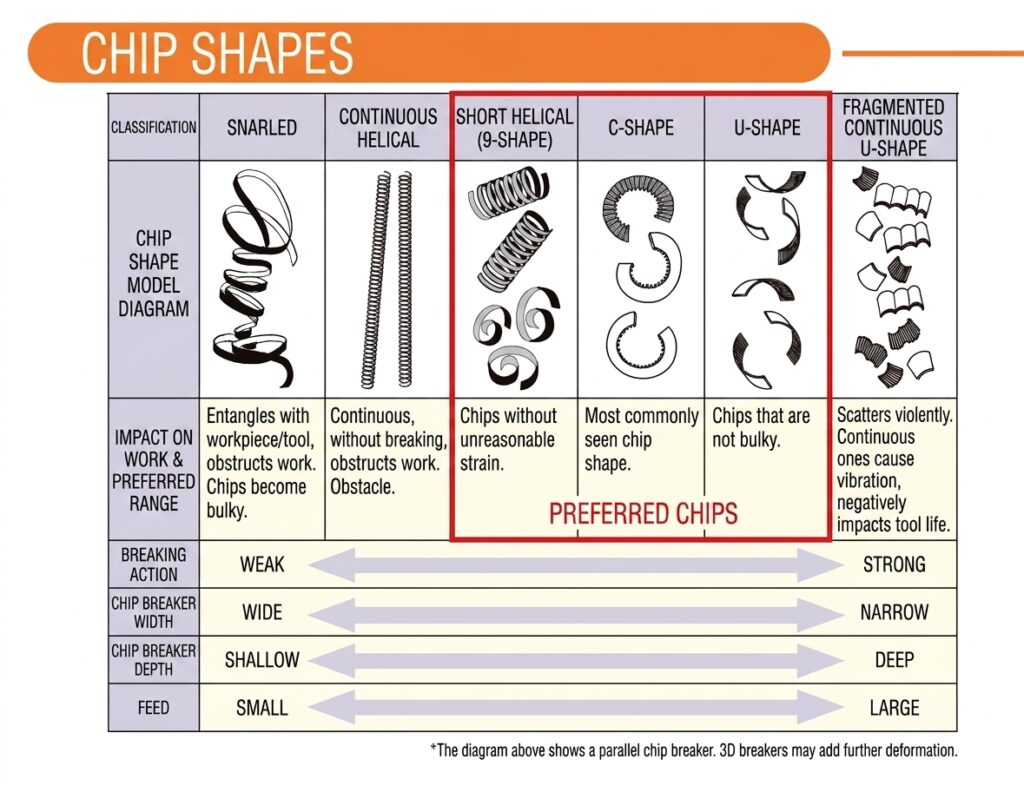
5. İdeal talaş formu nedir?
“İdeal talaş formunun” bilinmesi, doğru talaş kırıcı seçimi ve kesme parametrelerinin ayarlanması açısından önemli bir referanstır.
İdeal talaş formu
- Birkaç tur kıvrılmış talaşlar — Kontrollü şekilde kıvrılmış ve doğal olarak kırılmış yapı
- Orta boyutta C tipi talaşlar — Ne çok kısa ne de çok uzun; kolay tahliye edilebilir talaş formu
İstenmeyen talaş formları
❌ Aşırı uzun sürekli talaşlar
Bu talaşlar takım veya iş parçasına sarılarak işlenmiş yüzeyin çizilmesine neden olabilir. Özellikle otomatik tezgâhlarda talaş tahliyesini zorlaştırarak proses duruşlarına yol açabilir.
❌ Aşırı ince ve sert talaşlar
Bu durum, talaş kırıcının talaşı aşırı derecede sıkıştırdığını gösterir. Kesici kenar üzerindeki yük artar; takım ömrü kısalır ve uç kırılması riski yükselir.
Önemli Nokta
İdeal talaş; “çok kısa olmayan, çok uzun olmayan ve kolay tahliye edilebilen” talaştır.
Amaç yalnızca talaşı kırmak değildir. Talaş kontrolü, kesme kuvvetleri ve proses stabilitesi arasında doğru dengeyi sağlamaktır.
6. Talaş kırıcı seçimi için temel kriterler
Bir talaş kırıcı seçerken dikkate alınması gereken üç temel kriter bulunmaktadır.
① İşleme tipi
Finish, orta kaba ve kaba işleme operasyonları farklı kesici kenar özellikleri gerektirir. Gerekli keskinlik, kesici kenar dayanımı ve talaş kontrol kabiliyeti değişeceğinden, işleme tipine uygun talaş kırıcı geometrisi seçilmelidir.
② İş parçası malzemesi
Talaş oluşumu; çelik, paslanmaz çelik, dökme demir, demir dışı metaller ve ısıya dayanıklı süper alaşımlar gibi malzemelere bağlı olarak büyük farklılık gösterir. Bu nedenle üreticiler, ISO malzeme gruplarına (P/M/K/N/S/H) uygun farklı talaş kırıcı geometrileri sunmaktadır.
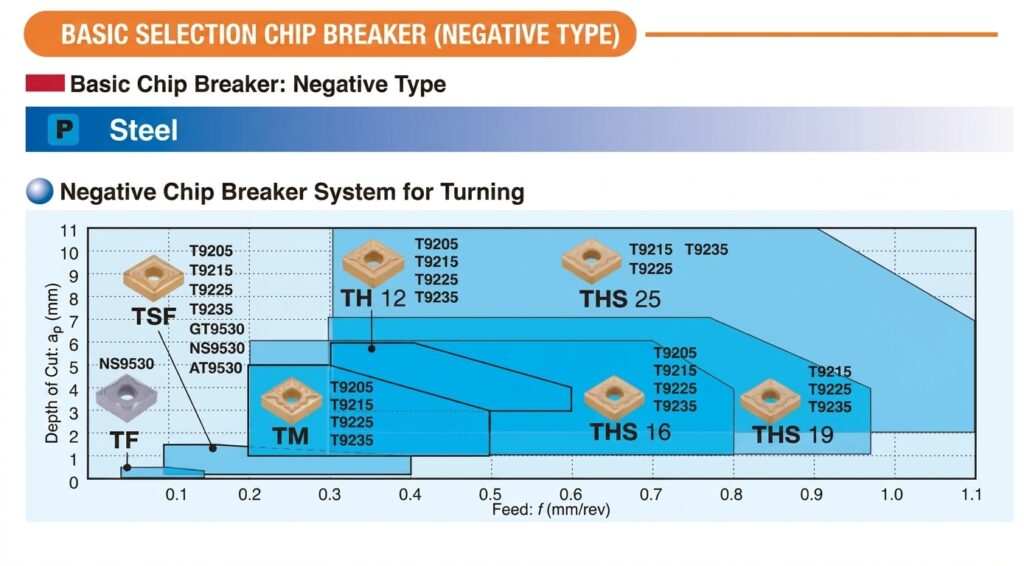
③ Kesme derinliği (ap) ve ilerleme (f) aralığı
Her talaş kırıcı belirli bir kesme derinliği ve ilerleme aralığında optimum performans gösterecek şekilde tasarlanır. Bu nedenle kataloglarda yer alan talaş kırıcı seçim diyagramları (ap × f grafikleri) kullanılarak, uygulanacak işleme şartlarına uygun geometri seçilmelidir.
Önemli Nokta
Talaş kırıcı seçim diyagramı nasıl okunur?
Grafikte yatay eksen ilerlemeyi (f), dikey eksen ise kesme derinliğini (ap) gösterir.
Her talaş kırıcı için uygun çalışma aralığı belirli bir alan olarak tanımlanır. Kendi işleme parametrelerinizin hangi bölgeye denk geldiği kontrol edilerek uygun talaş kırıcı seçimi yapılmalıdır.
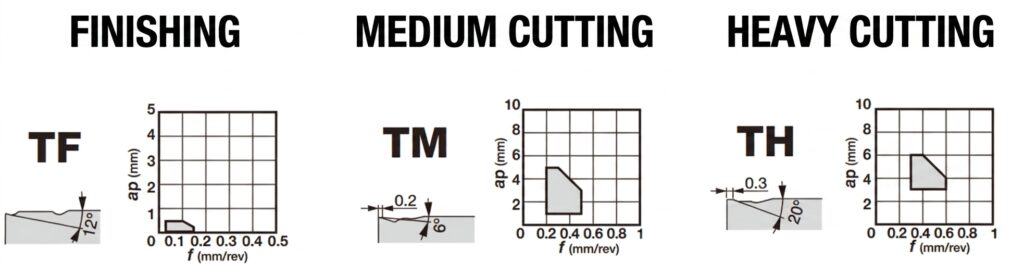
7. Finish, orta kaba ve kaba işleme talaş kırıcıları arasındaki farklar
Bir talaş kırıcının sahip olması gereken özellikler, işleme tipine göre önemli ölçüde değişir.
| Özellik | Finish işleme | Orta işleme | Kaba işleme |
|---|---|---|---|
| İlerleme ve kesme derinliği | Düşük ilerleme, düşük kesme derinliği | Orta aralık | Yüksek ilerleme, yüksek kesme derinliği |
| Keskinlik | Çok keskin (düşük kesme kuvveti) | Dengeli yapı | Mukavemet odaklı |
| Kesici kenar dayanımı | Düşük | Orta | Yüksek |
| Yüzey kalitesi | ◎ Çok iyi | ○ İyi | △ Sınırlı |
| Talaş kontrolü | İnce talaşlarda etkili | Geniş çalışma aralığı | Kalın talaşları güçlü şekilde kırar |
| Kullanım alanı | Dar / belirli koşullar | Geniş / genel kullanım | Ağır ve kesintili kesme operasyonları |
Finish talaş kırıcıları
Düşük ilerleme ve düşük kesme derinliği aralıklarında yüksek keskinlik sağlayacak şekilde tasarlanmıştır. Düşük kesme kuvveti ve yüksek yüzey kalitesi açısından avantaj sağlar. Ancak kaba işleme veya kesintili kesme operasyonlarında kesici kenar dayanımı yetersiz kalabilir.
Orta kaba işleme talaş kırıcıları
En geniş kullanım alanına sahip talaş kırıcı grubudur. Geniş kesme parametresi aralıklarında stabil çalışacak şekilde tasarlanmıştır.
Seri üretim uygulamalarında çoğu zaman ilk tercih edilen geometridir. Uygun geometri konusunda kararsız kalındığında standart yaklaşım olarak önce orta işleme talaş kırıcıları denenir.
Kaba işleme talaş kırıcıları
Yüksek ilerleme, büyük kesme derinliği ve ağır talaş kaldırma operasyonları için geliştirilmiş dayanıklı geometrilerdir.
Kalın talaşları güçlü şekilde kıvırarak kırabilir ve yüksek kesici kenar dayanımı sağlar. Buna karşılık kesme kuvvetleri ve yüzey kalitesi açısından finish geometrilerine göre dezavantajlı olabilir.
8. Talaş kırıcılar kesme parametreleriyle birlikte çalışır
Talaş kırıcı performansı yalnızca geometriye bağlı değildir. Gerçek çalışma davranışı, kullanılan kesme parametreleriyle doğrudan ilişkilidir.
Talaş kırıcı performansını etkileyen işleme parametreleri
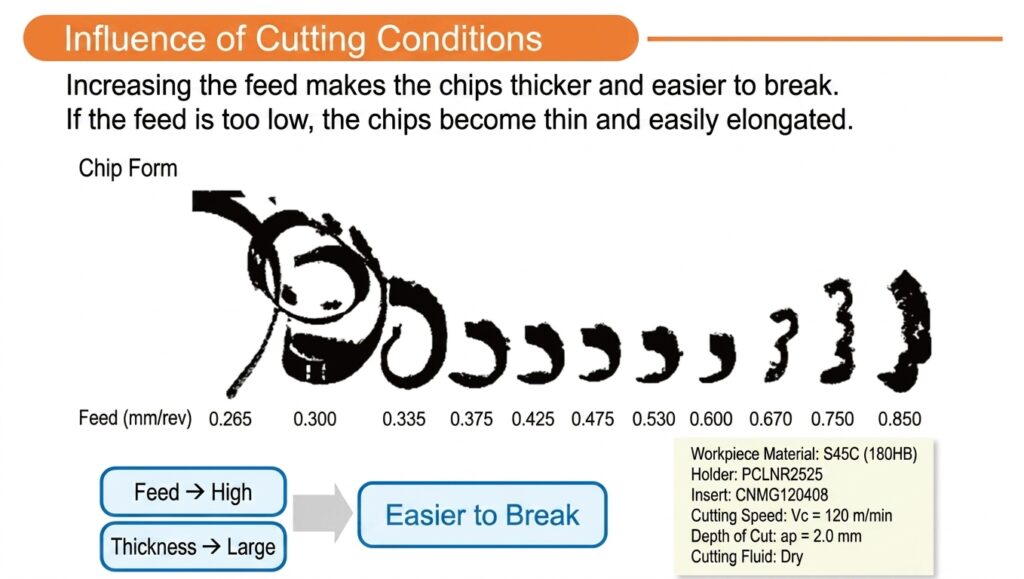
- İlerleme (f)
İlerleme çok düşük olduğunda talaş incelir ve kırılması zorlaşır. Çok yüksek ilerlemelerde ise talaş aşırı sıkışır ve kesici kenar yükü artar. - Kesme derinliği (ap)
Kesme derinliği çok düşük olduğunda talaş genişliği yetersiz kalır ve talaş kırıcı etkin çalışamaz. - Kesme hızı (Vc)
Genel olarak kesme hızı arttıkça talaş sıcaklığı yükselir ve talaş daha yumuşak hale gelir. Bu durum, talaş kırıcının etkili çalıştığı parametre aralığını daraltabilir. - Soğutma koşulları
Kesme sıvısının kullanımı ve uygulama yöntemi talaş kırma davranışını doğrudan etkiler. Yüksek basınçlı soğutma sistemleri talaş tahliyesini ve talaş kırılmasını önemli ölçüde iyileştirir. - Yaklaşma açısı (approach angle)
Takımın yaklaşma açısı; talaşın akış yönünü, genişliğini ve kalınlığını değiştirerek talaş kırıcı performansını etkiler.
Önemli Nokta
Talaş kırıcı seçimi yalnızca geometri seçimiyle tamamlanmaz.
İlerleme, kesme derinliği, kesme hızı ve soğutma koşulları birlikte değerlendirilmelidir. Genel olarak kesme hızı arttıkça talaş sıcaklığı yükselir ve talaş daha sünek hale gelir. Bu nedenle talaş kırıcıların etkin çalışma aralığı daralabilir.
9. İş parçası malzemesine göre değerlendirmeler
Talaş oluşumu iş parçası malzemesine bağlı olarak büyük değişiklik gösterir. Bu nedenle kullanılacak talaş kırıcı geometrisinin özellikleri de malzeme grubuna göre farklılık göstermelidir. Aşağıda ISO malzeme sınıflandırmalarına göre temel değerlendirmeler özetlenmiştir.
ISO P Çelikler (karbon çeliği ve alaşımlı çelikler)
Talaş kırıcı kullanımına en uygun malzeme gruplarından biridir. Doğru kesme parametrelerinde hedeflenen talaş formuna ulaşmak genellikle kolaydır.
- Talaş kontrolü genellikle stabildir
- Kesme kuvvetleri dengeli seviyededir
- Düşük karbonlu çeliklerde yapışma ve talaş yığılması oluşumu görülebilir
- Keskin kesici kenar ve pozitif talaş açısı avantaj sağlar
- Kesme derinliğinin kesici kenar radyüsüne eşit veya daha büyük olması talaş kontrolünü iyileştirir
- Yüksek alaşımlı ve sert çeliklerde oluşan ısı nedeniyle talaş kırıcı çalışma aralığı daralabilir
ISO M Paslanmaz çelikler
Uzun ve kontrol edilmesi zor talaşlar oluşturan malzeme grubudur.
Östenitik paslanmaz çelikler
- İşleme sırasında sertleşme eğilimlidir
- Talaş yığılması ve yapışması oluşturabilir
- Keskin kesici kenar ve pozitif geometri önerilir
Dubleks paslanmaz çelikler
- Yüksek çekme dayanımına sahiptir
- Kesme kuvvetleri yüksektir
- Talaşlar kalın ve sert olabilir
- Talaş çarpması nedeniyle kesici kenar hasarı oluşabilir
Yüksek basınçlı soğutma ile birlikte özel talaş kırıcı geometrileri kullanılması önerilir. Sertleşmiş yüzey tabakasının altında kesim yapmak ve kesme derinliğini stabil tutmak önemlidir.
ISO K Dökme demirler
Doğal olarak kısa kırılan talaş yapısıyla karakterizedir. Talaş kontrolü genellikle kolaydır.
Gri dökme demir (GCI)
- Talaş kendiliğinden kolay kırılır
- Kullanılan ucun aşınma direnci, talaş kırmadan daha önemlidir
Sfero dökme demir (NCI)
- Talaş yığılması oluşabilir
- Ferritik yapılarda talaş yapışmasından kaynaklı aşınma görülebilir
CGI (kompakt grafitli dökme demir)
- GCI’ye göre çok daha yüksek mukavemete sahiptir
- Kesme kuvveti ve sıcaklık artar
ADI (östemperlenmiş sfero dökme demir)
- Takım ömrünü ciddi ölçüde azaltabilir
- Dinamik kesme kuvvetleri yüksektir
Bu malzemelerde kesici kenar dayanımını artıran negatif geometriler sıklıkla tercih edilir.
ISO N Demir dışı metaller (alüminyum, bakır alaşımları vb.)
Alüminyum alaşımları
- Düşük kesme kuvveti oluşturur
- Uzun talaş üretme eğilimindedir
- Alaşımlı tiplerde talaş kontrolü daha kolaydır
Saf alüminyum
- Yapışma eğilimi yüksektir
- Keskin kesici kenar ve yüksek kesme hızı gerekir
Yüksek silikonlu alüminyumlar (%13+ Si)
- Aşındırıcı etkisi yüksektir
- PCD takımlar avantaj sağlar
Bakır alaşımları
- Pirinç ve bronz genellikle kısa talaş üretir
- Serbest işleme pirinçlerinde talaş kırıcı ihtiyacı düşüktür
Bu malzemelerde temel yaklaşım; keskin kesici kenar ve pozitif geometridir. Düşük talaş kırma etkisine sahip geometriler de uygun olabilir.
ISO S Isıya dayanıklı süper alaşımlar ve titanyum
Nikel bazlı süper alaşımlar (Inconel vb.)
- Yüksek sıcaklık dayanımına sahiptir
- Kırılması zor talaşlar oluşturur
- Dinamik kesme kuvvetleri yüksektir
- Çentik aşınması ve talaş yığılmasına dikkat edilmelidir
Pozitif geometri ve geniş yaklaşma açısına sahip yuvarlak uçlar önerilir.
Titanyum alaşımları
- Isıl iletkenlik düşüktür
- Kesme ısısı kesici kenarda yoğunlaşır
- Yük kesici kenarın dar bölgesinde toplanır
- Kimyasal reaksiyonlar ani kırılmalara yol açabilir
Keskin fakat dayanıklı kesici kenarlar gerektirir.
Kobalt bazlı alaşımlar
- İşlenmesi en zor malzemeler arasındadır
- Kesme direnci son derece yüksektir
Ortak noktalar
- Yüksek basınçlı soğutma kritik öneme sahiptir
- Düşük hız ve düşük ilerlemede talaş kontrolü zorlaşır
Isıl işlem durumu işlenebilirliği ciddi şekilde etkiler
ISO H Sertleştirilmiş çelikler (50–68 HRC)
Genellikle finish işlemlerinde kullanılır.
- Kesme direnci yüksektir
- Talaş kontrolü nispeten iyidir
- CBN takımlar yaygın olarak kullanılır
- 3D talaş kırıcı geometrileri titreşimi azaltabilir ve talaş kontrolünü iyileştirebilir
Plastik deformasyon ve aşınma temel risklerdir
10. İşler iyi gitmediğinde kontrol edilmesi gereken noktalar
Aşağıdaki tablo, chip ile ilgili sorunlar ortaya çıktığında tipik semptomları, ana nedenleri ve karşı önlemleri özetlemektedir.
| Problem | Olası nedenler | Çözüm önerileri |
|---|---|---|
| Uzun talaş oluşumu | Düşük ilerleme / düşük kesme derinliği / büyük köşe radyüsü / uygunsuz yaklaşma açısı | İlerlemeyi artırın / kesme derinliğini artırın / köşe radyüsünü küçültün / yaklaşma açısını gözden geçirin |
| Talaşın aşırı kısa ve sert olması | Yüksek ilerleme / küçük köşe radyüsü / aşırı agresif talaş kırıcı | İlerlemeyi azaltın / farklı talaş kırıcı deneyin / daha düşük talaş kırma efektli geometri kullanın |
| Kötü yüzey kalitesi | Talaşın yüzeye çarpması / aşırı talaş sıkıştırma / talaş yığma | Geometriyi ve kesme parametrelerini gözden geçirin / talaşı daha az sıkıştıracak talaş kırıcı kullanın / kesme hızını optimize edin |
💡 Yaygın yanlış anlamalar
| Yanlış inanış | Gerçek durum |
|---|---|
| Talaş kırıcıyı değiştirmek tüm sorunları çözer | Kesme parametreleri, soğutma ve takım yaklaşma açılarının da uygun olması gerekir |
| Talaş ne kadar küçük kırılırsa o kadar iyidir | Aşırı küçük talaş, kesici kenar yükünü artırabilir |
| Sadece yüzey kalitesi kontrol edilmelidir | Talaş formu da proses güvenliği ve takım ömrü açısından kritik öneme sahiptir |
Özet — Talaş kırıcı seçiminde temel noktalar
Bir talaş kırıcı yalnızca “talaşı kıran bir kanal” değildir. Talaş açısı, kesme alın geometrisi ve honlama dâhil olmak üzere tüm kesici kenar geometrisini ifade eder. Talaş kontrolü, kesme kuvvetleri ve kesici kenar dayanımı üzerinde doğrudan etkili olan temel proses unsurlarından biridir.
- Geometri seçimi ve kesme parametreleri birlikte değerlendirilmelidir
- Kataloglardaki talaş kırıcı seçim diyagramları kullanılmalıdır
- İş parçası malzemesinin talaş oluşum karakteri dikkate alınmalıdır
- Bazı uygulamalarda düz yüzeyli veya düşük etkili talaş kırıcılar daha doğru tercih olabilir
- Talaş formu sürekli gözlemlenmeli ve proses optimizasyonunda referans olarak kullanılmalıdır
Sonuç
İş parçası malzemesine ve işleme koşullarına uygun talaş kırıcı geometrisinin seçilmesi; yüksek işleme kalitesi, stabil proses ve uzun takım ömrü elde etmenin temel anahtarlarından biridir.
“Talaş kontrolü”, “kesme kuvvetleri” ve “kesici kenar dayanımı” arasındaki denge doğru kurulduğunda hem verimlilik hem de işleme performansı önemli ölçüde artırılabilir.