Hala Solid Parmak Freze ile Alın Frezeleme mi Yapıyorsunuz?
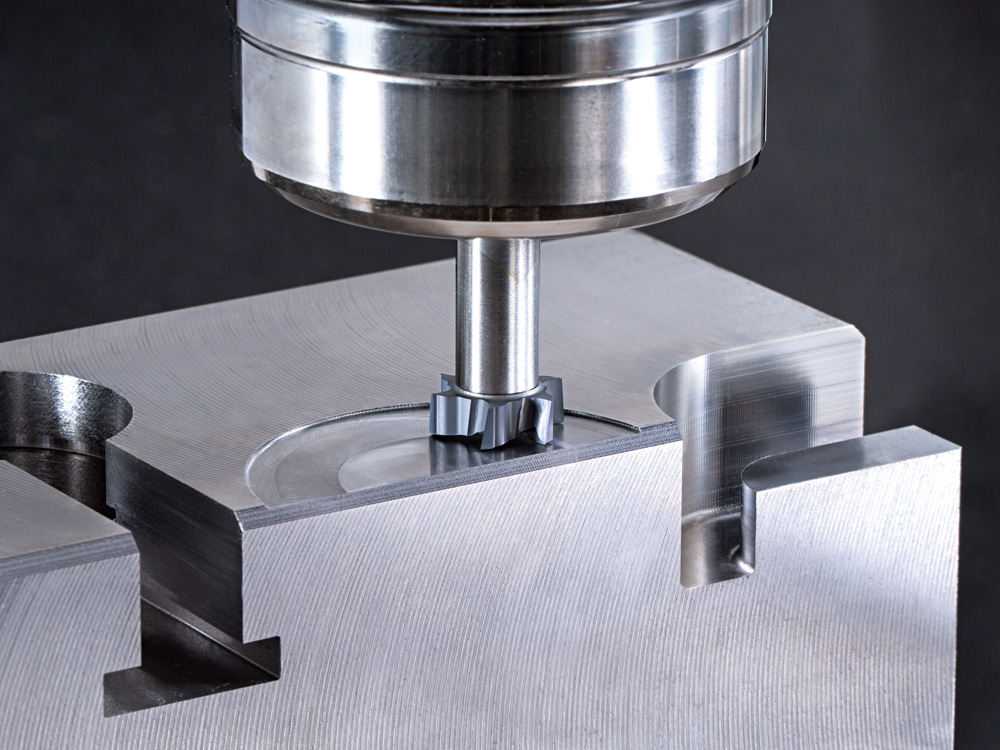
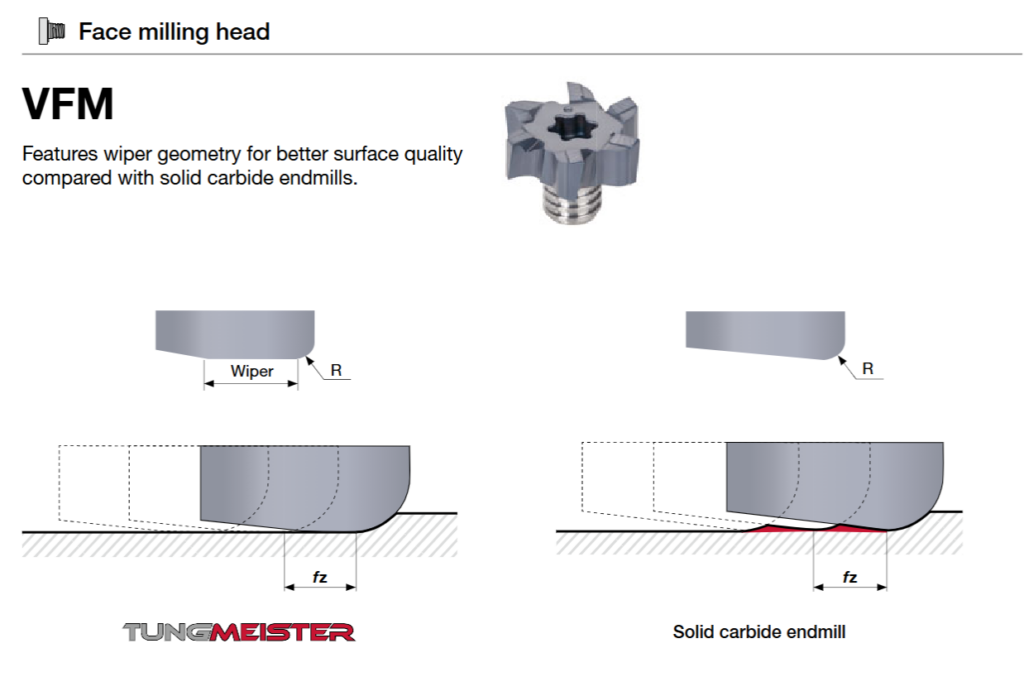
Alın frezenin takım yanaşma problemi nedeniyle kullanılamadığı operasyonlarda, çoğu zaman çözüm olarak parmak frezenin alt kesici kenarı tercih edilir. İşleme yüzeyinin dar olduğu bölgelerde alın frezeleme operasyonları genellikle solid karbür parmak frezeler ile gerçekleştirilir. Özellikle İsviçre tipi otomat tornalarda düzlemsel işleme operasyonları çoğunlukla takımın alt kesici kenarına bırakılmaktadır. Peki, standart bir parmak frezenin alt kesici geometrisi gerçekten alın frezeleme için doğru çözüm mü? Takım izleri, yetersiz yüzey kalitesi ve özellikle kaplama sonrası belirgin hale gelen yüzey çizikleri; büyük ölçüde parmak frezelerin alt kesici geometrisinin alın frezeleme operasyonlarına optimize edilmemiş olmasından kaynaklanır. Tungaloy tarafından geliştirilen değiştirilebilir uçlu freze sistemi TungMeister VFM Kafası, özel silici (wiper) kesici kenar geometrisi ve keskin 6 kesme ağızlı yapısıyla alın frezeleme operasyonları için optimize edilmiş bir tasarıma sahiptir. Ø12 mm’den Ø25 mm’ye kadar 4 farklı çap seçeneği sunan ve tüm 6 ISO iş parçası malzeme grubunda kullanılabilen bu çözüm, parmak freze ile yapılan alın frezeleme operasyonlarına yeni bir yaklaşım kazandırmaktadır. Bu makalede, VFM tip kafanın teknik özellikleri detaylı olarak incelenirken, aynı zamanda gerçek üretim sahasından 3 farklı uygulama ve işleme vaka analizi kapsamlı şekilde değerlendirilmektedir.
Bu Makalede Neler Bulacaksınız?
- Parmak freze ile alın frezeleme — üretimde artık “varsayılan yöntem” haline mi geldi?
- Standart alt kesici geometrilerin ötesinde — VFM Head çözümü
- Verilerle desteklenen performans — yüzey kalitesi, proses verimliliği ve takım ömrüne ait sayısal karşılaştırmalar
- Uygulama vaka analizleri — 3 farklı işleme senaryosunda elde edilen performans sonuçları
- Özet — VFM Head ile alın frezeleme operasyonlarınızı yeniden optimize edin
1. Parmak Freze ile Alın Frezeleme — Sizin “Varsayılanınız” mı Oldu?
Alın frezeleme ve düzlemsel yüzey finiş işlemleri için ideal takım, alın frezedir. Ancak gerçek üretim ortamında, parmak frezenin alt kesici kenarını alın frezeleme amacıyla kullanmak artık “varsayılan yöntem” haline gelmiş durumda değil mi?
Bunun arkasında genellikle üç temel proses kısıtı bulunmaktadır.
Kısıtlama 1: Takım Yanaşma Sorunu Nedeniyle Alın Frezenin Operasyon Bölgesine Girememesi


90° duvar, bağlama elemanları ve fikstür kaynaklı takım yanaşma sorunları, birçok uygulamada alın freze kullanımını fiziksel olarak imkânsız hale getirmektedir. Bu gibi durumlarda, küçük çaplı solid karbür parmak frezelerin alt kesici kenarı ile alın frezeleme yapmak, atölyelerde yaygın olarak tercih edilen pratik bir çözüm haline gelmiştir.
Kısıtlama 2: İşleme Yüzeyi Çok Dar, Takım Çapı Fazla — Parmak Freze Mecburi Çözüm Haline Gelir
Dar işleme alanlarında, standart alın frezelerin çapı operasyon bölgesine göre fazla kalabilmektedir. Bu nedenle, küçük çaplı parmak frezeler çoğu zaman alternatif değil, zorunlu bir çözüm olarak kullanılmaktadır.
Kısıtlama 3: İsviçre Tipi ve Konvansiyonel Tornalarda Şaft Çapı Sınırlamaları
İsviçre tipi otomat veya konvansiyonel tornalarda, yuvarlak çubuk malzemeler üzerinde düzlemsel işleme (kama frezeleme) operasyonları gerçekleştirilirken, freze ünitesine bağlanabilecek takım şaft çapı sınırlıdır. Bunun yanında, freze spindle ünitesinin düşük rijitliği nedeniyle kesme parametrelerini artırmak çoğu zaman mümkün olmaz. Bu durum; titreşim, dengesiz kesme ve tutarsız yüzey kalitesi problemlerine yol açar.
Yaygın Problem — Solid Parmak Freze Alt Kesici Geometrisinin Sınırları
Tüm bu uygulamalarda en sık başvurulan yöntem, solid karbür parmak frezenin alt kesici kenarı ile alın frezeleme yapmaktır. Ancak solid parmak frezeler temel olarak çevresel kesme operasyonları; yani kenar frezeleme ve kanal açma için tasarlanmıştır. Alın yüzeyi finiş işlemleri için optimize edilmemiş olmaları nedeniyle aşağıdaki problemler sıkça ortaya çıkmaktadır:
- Takım izleri — Alt kesici ağızlardaki mikron seviyesindeki basamak farklılıkları ve köşe radyüsü tolerans sapmaları doğrudan işlenen yüzeye aktarılır. Sonuç olarak yüzeyde gözle görülebilir takım izleri oluşur.
- Düşük alt yüzey kalitesi — Silici-wiper geometrisinin bulunmaması nedeniyle parmak frezeler düşük pürüzlülük değerlerine ulaşmakta zorlanır. Homojen ve parlak bir yüzey elde edilemez, finiş kalite beklentileri karşılanamaz.
- Sonraki proseslere olumsuz etkiler — İşleme sonrası yüzeyde kalan çizikler, özellikle kaplama işlemlerinden sonra daha belirgin hale gelir. Bu durum taşlama, polisaj veya manuel finisaj gibi ek operasyon ihtiyacını artırır.
Parmak frezenin alt kesici kenarıyla alın frezeleme artık birçok üretim ortamında “varsayılan yöntem” haline geldi. Tungaloy tarafından geliştirilen TungMeister VFM Head ise bu alışılmış yaklaşımı değiştirmek amacıyla tasarlanmıştır.
2. Alt Kesme Kenarların Ötesinde — VFM Freze Kafası Seçeneği
VFM Tasarım Konsepti
“Parmak freze ile alın frezeleme yapmaktan başka seçenek yok” anlayışı, Tungaloy’un değiştirilebilir başlıklı freze sistemi TungMeister serisindeki VFM alın frezeleme başlığı ile yeniden tanımlanıyor. Wiper kesici geometrisi ve keskin kesme ağızlarının kombinasyonu sayesinde VFM, standart parmak freze alt kesme kenarı ile işleme yöntemlerinin ulaşamayacağı yüzey kalitesini elde etmeyi hedefler.
VFM, özellikle alın frezeleme finish operasyonları için geliştirilmiş dört temel teknik özelliğe sahiptir:
- Wiper kesici kenar geometrisi — Alt yüzeyde bulunan wiper kenarı, yüzey dalgalanmalarını düzelterek daha düşük pürüzlülük değerleri sağlar. Yayınlanan katalog verilerine göre, standart solid parmak frezelere kıyasla daha yüksek yüzey kalitesi sunar.
- Keskin kesici ağızlar × 6 ağızlı tasarım— Tüm çaplarda 6 ağızlı yapı kullanılmıştır. Çok ağızlı tasarımın sağladığı yüksek ilerleme kapasitesi, keskin kesici geometrinin oluşturduğu düşük kesme direnci ile birleşerek hem verimliliği hem de yüzey kalitesini aynı anda iyileştirir.
- 10° düşük helis açısı × 0.3×D kısa kesme boyu — 10° düşük helis geometrisi eksenel kesme kuvvetlerini azaltır. Kesme boyunun takım çapının yalnızca 0.3 katı olacak şekilde kısa tutulmasıyla birlikte, alın frezeleme operasyonlarına özel yüksek stabilite sağlayan bir kesici geometri elde edilir.
- Köşe radyüslü tasarım (R0.2–R0.4) — Köşe radyüsü sayesinde iş parçası üzerindeki çapak oluşumu azaltılırken, kesici kenarda oluşabilecek kırılma riskleri de minimize edilir.
ÖNEMLİ NOKTA
“Alın Yüzey Finiş İşleme” ye Özel Geliştirilmiş Parmak Freze Başlığı
Parmak frezenin alt kesici kenarı ile yapılan klasik alın frezeleme yaklaşımından tamamen farklı bir tasarım anlayışı. Tungaloy tarafından geliştirilen TungMeister VFM Head, alın frezelerde kullanılan “wiper kesici kenar” konseptinin parmak freze boyutlarına uyarlanmış özel bir versiyonudur. VFM’nin temel tasarım felsefesi de tam olarak budur.
φ10’dan φ25’e — 5 farklı ürün seçeneği
VFM Head, farklı işleme yüzey genişlikleri ve çeşitli tezgâh koşullarına uyum sağlayabilmek amacıyla 5 farklı çap seçeneğiyle sunulmaktadır. Tüm çaplarda, yüksek aşınma direnci ve üstün yapışma önleyici performans sağlayan AH715 kalite kaplama kullanılmaktadır. Bu yeni nesil kaplama teknolojisi sayesinde takım ömrü ve proses stabilitesi önemli ölçüde artırılmaktadır.
| Parça Numarası | Takım Çapı | Flute’lar | Maks. Kesme Derinliği | Corner R | Bağlantı Dişi |
|---|---|---|---|---|---|
| VFM100L03.6R02I06S05 | φ10 | 6 | 3.6 mm | R0.2 | S05 |
| VFM120L03.6R02I06S05 | φ12 | 6 | 3.6 mm | R0.2 | S05 |
| VFM160L04.8R04I06S06 | φ16 | 6 | 4.8 mm | R0.4 | S06 |
| VFM200L06.0R04I06S08 | φ20 | 6 | 6.0 mm | R0.4 | S08 |
| VFM250L07.5R04I06S10 | φ25 | 6 | 7.5 mm | R0.4 | S10 |

ISO P/M/K/N/S/H — Tüm İş Parçası Malzeme Gruplarına Uygun
VFM Head’in en önemli avantajlarından biri, geniş iş parçası malzeme yelpazesine hitap etmesidir. Karbon çeliklerinden paslanmaz çeliklere, dökme demirden alüminyum alaşımlarına kadar; ayrıca titanyum alaşımları, ısıya dayanıklı süper alaşımlar ve sertleştirilmiş çelikler dahil olmak üzere tüm ISO P/M/K/N/S/H malzeme grupları için standart kesme parametreleri tanımlanmıştır.
| ISO | Malzeme | Vc (m/min) | fz φ12 (mm/z) |
|---|---|---|---|
| P | Karbon çeliği, alaşımlı çelik (S45C, SCM440, vb.) | 60–180 | 0.08–0.13 |
| M | Paslanmaz çelik (SUS304, SUS316, vb.) | 40–100 | 0.08–0.13 |
| K | Dökme demir (FC250, FCD450, vb.) | 80–200 | 0.08–0.13 |
| N | Alüminyum alaşımları | 100–700 | 0.08–0.13 |
| S | Titanyum alaşımları, ısıya dayanıklı alaşımlar (Ti-6Al-4V, Inconel 718, vb.) | 20–80 | 0.08–0.13 |
| H | Hardened steel (SKD11, SKH51, vb., 60HRC’ye kadar) | 20–80 | 0.08–0.13 |
“Bu malzemede kullanabilir miyim?” diye merak etmeye gerek yok — bu, VFM’nin bir diğer önemli avantajıdır.
VFM’nin Öne Çıktığı 3 Uygulama Senaryosu
VFM Head, üretim sahalarında parmak freze kullanımını zorunlu hale getiren üç temel proses kısıtına yönelik özel çözümler sunar.
Aşağıda, bu kısıtlamalara karşı VFM’nin nasıl üstün performans sağladığı detaylı olarak incelenmektedir.
| Kısıtlama | Geleneksel Yaklaşım | VFM Çözümü |
|---|---|---|
| Büyük çaplı Cutter, sıkışma nedeniyle sığmıyor | Solid parmak freze alt kenarı ile değiştirilir → Cutter izleri oluşur | φ12–φ25 küçük çaplarda alın freze kalitesinde yüzey kalitesi. Silecek kenarı, işlenmiş yüzeyi düzleştirerek bitişi önemli ölçüde iyileştirir ve sıkışmayı önler |
| İşleme yüzeyi, aşırı büyük takım çapı için çok dar | Aşırı büyük alın freze kullanmaya devam edilir veya alt kenar ile uzlaşılır | İşleme yüzeyi genişliğine uygun doğru çap seçilir. Silecekli 6 Flute tasarımı, küçük çaplarda bile mükemmel yüzey kalitesi sağlar. Kurulum da basitleştirilmiştir |
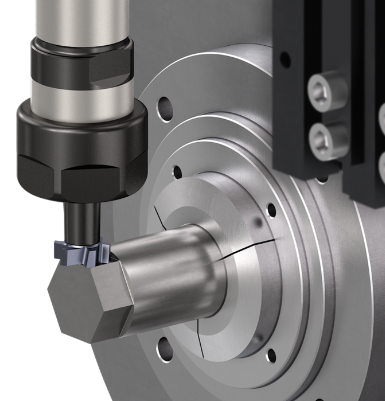
| İsviçre tipi / geleneksel tornalarda şaft çapı kısıtlamaları | Küçük çaplı solid ile uzlaşılır, dengesiz yüzey kalitesi | Şaft çapına göre daha büyük bir takım çapı kullanılır (örn. φ8 şaft üzerinde φ12 başlık). VER şaft (ER pens), düşük rijitlikli frezeleme iş millerinde bile stabil işleme için çıkıntıyı en aza indirir |
ÖNEMLİ NOKTA
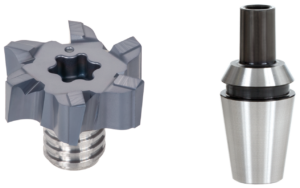
VER Şaft Kombinasyonu — İsviçre Tipi ve Konvansiyonel Tornalar İçin İdeal Çözüm
Tungaloy TungMeister sistemine ait VER şaftı (ER pens adaptörü) sayesinde takım, doğrudan tezgâhın ER pens tutucusuna bağlanabilmektedir. Minimum takım boyu ile kurulum yapılabildiğinden, özellikle düşük rijitliğe sahip freze ünitelerinde titreşim önemli ölçüde azaltılır ve daha stabil işleme koşulları elde edilir. Ayrıca VFM Head’in wiper kesici geometrisi sayesinde elde edilen yüksek yüzey kalitesi, düzlemsel işleme operasyonlarından sonra ihtiyaç duyulan taşlama, manuel finisaj veya benzeri ikincil işlemleri azaltabilir, hatta bazı uygulamalarda tamamen ortadan kaldırabilir.
Yüzey Pürüzlülüğü Verileri — Solid Parmak Frezeleri Aşan Ra Değeri
VFM Head’in yüzey kalitesi performansı ne düzeyde? Bunu katalogda yayınlanan ölçüm sonuçları üzerinden doğrulayalım.
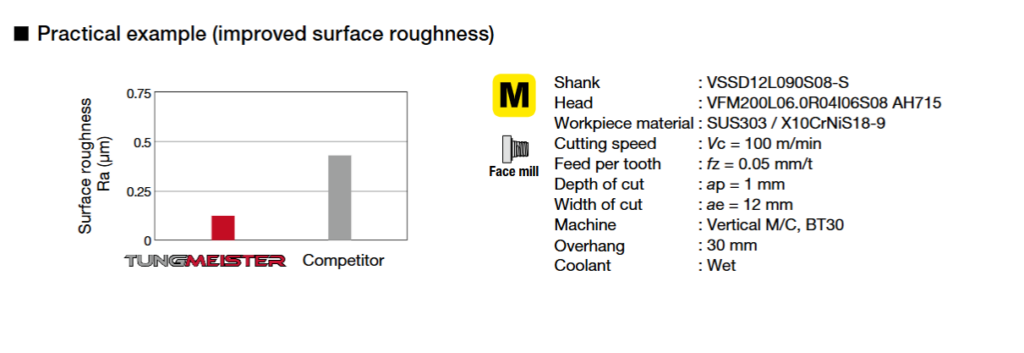
Test Koşulları:
| Parametre | Değer |
|---|---|
| Malzeme | SUS303 |
| Tezgâh | Dikey işleme merkezi (BT30) |
| Takım | VFM200L06.0R04I06S08 AH715 (φ20) |
| Kesme koşulları | Vc=100 m/min, fz=0.05 mm/z, ap=1 mm, ae=12 mm |
| Takım boyu | 30 mm (ıslak işleme) |
Bu test şartlarında VFM, hem rakip solid karbür parmak frezelere hem de rakip wiper kenarlı takımlara kıyasla daha düşük Ra yüzey pürüzlülüğü değerleri elde etmiştir. Özellikle BT30 gibi görece düşük rijitliğe sahip bir tezgâh platformunda bu seviyede yüzey kalitesinin korunabilmesi dikkat çekicidir.
Anahtar Bulgular
- BT30 tezgâh ortamında bile üstün yüzey kalitesi
VFM’nin wiper kesici kenar yapısı, düşük rijitlikli sistemlerde dahi stabil yüzey oluşumunu destekler. - Uygulama esnekliği yüksek performans
VFM’nin performansı yalnızca yüksek rijitlikli tezgâhlarda değil; İsviçre tipi tornalar, kompakt CNC işleme merkezleri ve benzeri sınırlı rijitlikli sistemlerde de öne çıkar.
3. Verilerle Desteklenen Performans — Yüzey Kalitesi, Verimlilik ve Takım Ömrü
Devamında VFM Head’in performansı; yüzey kalitesi, işleme verimliliği ve takım ömrü olmak üzere üç temel eksende, 3 farklı kullanıcı vaka çalışması ve katalog verileri üzerinden nicel olarak karşılaştırmalı şekilde değerlendirilecektir.
Tüm 3 Vakanın Karşılaştırması
Üç farklı uygulama senaryosunun tamamı “kazanan” performans değerlendirmesi ile sonuçlanmıştır. Farklı iş parçası malzemeleri ve tezgâh konfigürasyonlarına rağmen VFM Head, hem yüzey kalitesi hem de üretkenlik açısından mevcut takım çözümlerine kıyasla belirgin üstünlük göstermiştir.
| Karşılaştırma | Vaka 1: Hastelloy-X | Vaka 2: SUS440C | Vaka 3: SS400 |
|---|---|---|---|
| Malzeme | Hastelloy-X (dövme) | SUS440C | SS400 |
| Tezgâh | Yatay işleme merkezi / BT50 | Dikey işleme merkezi / BT30 | Dikey işleme merkezi / BT40 |
| Mevcut takım | φ12 solid parmak freze | φ12 solid parmak freze | φ10 solid parmak freze |
| Verimlilik artışı | +50% | +50% | +67% |
| Yüzey kalitesi | İyi (parlak yüzey) | Çok iyi | İyi |
| Takım ömrü | — (test süresi tamamlandı) | +%50 (240 parça / başlık) | — (demo) |
| Sonuç | Kazanan | Kazanan | Kazanan |
Temel Çıkarımlar
1. Tüm vakalarda yüzey kalitesi “iyi” ve üzeri seviyeye ulaştı
Vaka 1’de yüzeydeki belirgin takım izleri ortadan kalkmış ve daha parlak bir yüzey elde edilmiştir. Vaka 2’de “çok iyi” yüzey kalitesi raporlanmıştır. Vaka 3’te ise kaplama sonrası belirginleşen mikro çizik problemi giderilmiştir. Bu sonuçların temel nedeni, wiper (silici) kesici kenar geometrisinin yüzey pürüzsüzleştirme etkisidir.
2. %50–67 aralığında verimlilik artışı
VFM yalnızca yüzey kalitesini iyileştirmekle kalmaz, aynı zamanda ilerleme hızı ve talaş kaldırma kapasitesi açısından da avantaj sağlar. 6 ağızlı yapı ve düşük kesme direncine sahip kesici geometri sayesinde, hem yüzey kalitesi korunarak hem de daha yüksek ilerleme değerleri ile işleme yapılabilmektedir.
3. BT30’dan BT50’ye kadar doğrulanmış stabilite
En düşük rijitlik seviyelerinden biri olan BT30’dan BT50’ye kadar farklı tezgâh ortamlarında tutarlı sonuçlar elde edilmiştir. Bu durum VFM’nin yalnızca yüksek rijitlikli sistemlerde değil, kompakt ve titreşime daha açık makinelerde de etkin şekilde çalışabildiğini göstermektedir.
Katalog Verileri — 1.5× Verimlilik, 1.4× Takım Ömrü
Kullanıcı vaka çalışmalarına ek olarak katalog testleri de performansı doğrulamaktadır:
| Vaka | Malzeme | İyileştirme | Sonuç |
|---|---|---|---|
| Vaka A (φ20) | SUS303 | Yüzey pürüzlülüğü | Rakip solid takımların erişemediği Ra değeri |
| Vaka B (φ16) | A5052 | Verimlilik | 1.5× verimlilik (yüzey kalitesi korunarak) |
| Vaka C (AH715) | FCD400 | Takım ömrü | 1.4× takım ömrü + iyileştirilmiş yüzey |
Bölüm Özeti
Yüzey Kalitesi, Verimlilik ve Takım Ömründe Üstün Performans
VFM Head, uygulamaya bağlı olarak yüzey kalitesi, verimlilik ve takım ömrü kriterlerinin en az birinde, çoğu durumda ise birden fazlasında mevcut solid parmak freze çözümlerini geride bırakmaktadır.
Bu sonuç, bir parametreyi diğerinin pahasına iyileştiren klasik yaklaşımın ötesine geçildiğini; wiper kesici kenar konsepti üzerine kurulu tasarımın aynı anda hem yüzey kalitesi hem de üretkenlik artışı sağlayabildiğini göstermektedir.
Kullanıcı İşleme Vaka Çalışmaları
Parmak frezenin alt kesici kenarı ile alın frezeleme yapan atölyeler VFM Head’e geçtiğinde ne değişti? Üç farklı uygulama senaryosunun tamamında olumlu sonuçlar elde edilmiştir. Isıya dayanıklı süper alaşımlardan paslanmaz çeliklere ve genel konstrüksiyon çeliklerine kadar geniş bir malzeme yelpazesinde VFM Head başarıyla benimsenmiştir.
Vaka 1 Hastelloy-X Alt Yüzey Finiş İşleme — Parlak Yüzey Kalitesi Nedeniyle Benimsenmiştir

İşleme Detayları
- Parça: Manifolt — çıkış sızdırmazlık yüzeyi (alt yüzey finiş)
- İş parçası malzemesi: Hastelloy-X (dövme)
- Makine: Yatay işleme merkezi / BT50
Zorluklar
- Başlangıçta rakip solid karbür parmak freze, alt yüzey finiş işlemi için zorunlu çözüm olarak kullanılmaktaydı.
- Alt yüzey finiş operasyonlarında sık sık yeniden işleme ihtiyacı oluşuyordu.
- Problemin ana kaynağı sadece Ra değeri değil, aynı zamanda görsel yüzey kalitesiydi (parlaklık ve homojenlik).
Kesme Koşulları Karşılaştırması
| Parametre | Mevcut (Rakip Parmak Freze) | VFM (AH715) |
|---|---|---|
| Takım çapı | φ12 (6 ağızlı) | φ12 (6 ağızlı) |
| Kesme hızı (Vc) | 20 m/min | 30 m/min |
| Diş başı ilerleme (fz) | 0.05 mm/z | 0.1 mm/z |
| Kesme derinliği (ap) | 2 mm | 1 mm |
| İlerleme hızı | 159 mm/min | 477 mm/min |
| Talaş kaldırma hızı | 3.82 cm³/min | 5.73 cm³/min (+%50) |
| Yüzey kalitesi | Mevcut seviyede | İyi (parlak yüzey) |
ÖNEMLİ NOKTA
Parlak Yüzey Nedeniyle Benimsenme — Yeniden İşleme Ortadan Kalktı
Tungaloy tarafından geliştirilen TungMeister VFM Head, işlenen yüzeyde belirgin şekilde daha parlak ve homojen bir yüzey elde edilmesini sağlamıştır. Bu iyileştirme yalnızca sayısal Ra değerleri ile sınırlı kalmamış, aynı zamanda görsel kaliteyi de doğrudan etkilemiştir. Sonuç olarak alt yüzey finiş operasyonlarında yeniden işleme ihtiyacı ortadan kalkmış ve süreç stabil hale gelmiştir. Daha önce farklı operasyonlarda da tercih edilen VFM Head, bu uygulama ile birlikte alt yüzey finiş operasyonlarında da standart çözüm haline gelmiştir.
Vaka 2 SUS440C Alın Frezeleme Finish— Takım İzlerini Ortadan kaldırdığı için VFM Head e geçildi.
İşleme Detayları
- Parça: Blok
- İş parçası malzemesi: SUS440C
- Makine: Dikey işleme merkezi / BT30
- Operasyon: Alın frezeleme finish
Zorluklar
- Alın frezeleme operasyonu, 4 ağızlı solid karbür parmak frezenin alt kesici kenarı ile gerçekleştiriliyordu.
- İşlenmiş yüzeyde belirgin takım izleri oluşuyor ve bu durum proses güvenilirliğini olumsuz etkiliyordu.
Kesme Koşulları Karşılaştırması
| Parametre | Mevcut (Rakip Parmak Freze) | VFM (AH715) |
|---|---|---|
| Takım çapı / ağız sayısı | φ12 / 4-ağız | φ12 / 6-ağız |
| Kesme hızı (Vc) | 34 m/min (aynı) | |
| Diş başı ilerleme (fz) | 0.06 mm/z (aynı) | |
| İlerleme hızı | 216 mm/min | 325 mm/min (+%50) |
| Talaş kaldırma hızı | 2.6 cm³/min | 3.9 cm³/min (+%50) |
| Parça / takım | 160 adet | 240 adet (+%50) |
| Yüzey kalitesi | Düşük (takım izi mevcut) | Çok iyi (takım izleri elimine edildi) |
ÖNEMLİ NOKTA
Takım İzleri Eliminasyonu + %50 Verimlilik + %50 Takım Ömrü Artışı
4 ağızlı solid karbür parmak frezeden 6 ağızlı VFM Head tasarımına geçiş, aynı diş başı ilerleme değerinde (fz) ilerleme hızını %50 artırmıştır. Bunun yanında takım izleri tamamen ortadan kalkmış, parça başına takım ömrü %50 artmıştır.
BT30 gibi nispeten düşük rijitlikli bir tezgâh ortamında dahi yüzey kalitesi, üretkenlik ve takım ömrü birlikte iyileştirilmiş ve bu durum VFM’nin benimsenmesini sağlamıştır.
Vaka 3 SS400 Alın Frezeleme — Kaplama Sonrası Çizik Problemi Çözüldü

İşleme Detayları
- Parça: Makine bileşeni (alın frezeleme → kaplama sonrası proses)
- İş parçası malzemesi: SS400
- Makine: Dikey işleme merkezi / BT40
- Operasyon: Alın frezeleme finish
Zorluklar
- φ10, 4 ağızlı solid karbür parmak freze ile alın frezeleme yapılıyordu.
- Parçalar işlem sonrası kaplama prosesine giriyordu.
- İşlenmiş yüzeyde oluşan mikro çizikler, kaplama sonrası daha belirgin hale gelerek kalite sorununa yol açıyordu.
Kesme Koşulları Karşılaştırması
| Parametre | Mevcut (Rakip Parmak Freze) | VFM (AH715) |
|---|---|---|
| Takım çapı / ağız sayısı | φ10 / 4-ağız | φ12 / 6-ağız |
| Kesme hızı (Vc) | 150 m/min (aynı) | |
| Diş başı ilerleme (fz) | 0.06 mm/z | 0,08 mm/diş |
| İlerleme hızı | 1,146 mm/min | 1,910 mm/min (+%67) |
| Talaş kaldırma hızı | 0.34 cm³/min | 0.57 cm³/min (+%67) |
| Yüzey kalitesi | Kötü (kaplamadan sonra çizikler görünür) | İyi |
ÖNEMLİ NOKTA
Kaplama Sonrası Çizik Problemi Çözüldü — Bir sonraki Proses de İyileştirildi
Tungaloy tarafından geliştirilen TungMeister VFM Head, wiper kesici kenar geometrisi sayesinde kaplama ve benzeri gibi bir sonraki proseslerinin kalitesini doğrudan etkileyen daha homojen ve pürüzsüz işlenmiş yüzeyler oluşturur.
İşleme sonrası yüzeyde oluşan mikro çizikler ortadan kalktığı için, kaplama sonrasında bu kusurların görünür hale gelmesi engellenir.
Bu durum yalnızca yüzey kalitesini iyileştirmekle kalmaz; aynı zamanda yeniden işleme ihtiyacını, kalite şikayetlerini ve hurda riskini de azaltır.
Sonuç olarak VFM Head, yalnızca kesme operasyonunu değil, tüm üretim zincirini kapsayan “proses bütünlüğü” açısından önemli bir iyileştirme sağlar.
Özet — VFM ile Alın Frezelemenizi Dönüştürün
“Hâlâ parmak frezenin alt kesici kenarı ile alın frezeleme mi yapıyorsunuz?”
Bu makale, Tungaloy tarafından geliştirilen TungMeister VFM Head çözümünü; teknik yapısı, performans verileri ve kullanıcı vaka analizleriyle birlikte bu soruya bir yanıt olarak ele almıştır. Temel Çıkarımlar
Temel Çıkarımlar
- Parmak freze ile alın frezeleme “varsayılanı” bir proses kısıtıdır
Takım çarpması, dar yüzey geometrileri ve şaft çapı sınırlamaları nedeniyle birçok uygulamada parmak freze alt kesici kenarı zorunlu bir çözüm haline gelmiştir. - VFM, yalnızca alın frezeleme için tasarlanmış özel bir başlıktır
Wiper (silici) kesici kenar + keskin kesme ağızları + 6 ağızlı yapı + düşük helis açısı + kısa kesme boyu kombinasyonu, onu genel amaçlı parmak freze geometrilerinden temelden ayırır. - Katalog verileriyle doğrulanan üstün yüzey kalitesi
SUS303 testlerinde Ra karşılaştırmalarında VFM, hem solid karbür takımları hem de rakip silici kenarlı freze çözümlerini geride bırakmıştır. - 3 kullanıcı vakasında “kazanan” performans
- %50–67 verimlilik artışı
- Yüzey kalitesinde “iyi” → “çok iyi” seviyeye yükseliş
- Takım izlerinin eliminasyonu
- Kaplama sonrası çizik problemlerinin çözülmesi
- Daha parlak ve homojen yüzeyler
- Geniş makine uyumluluğu (BT30–BT50)
Düşük rijitlikli sistemler ve İsviçre tipi tornalar dahil olmak üzere stabil performans. VER şaft sistemi ile minimum takım boyu ve daha yüksek proses stabilitesi sağlanır. - Tüm ISO malzeme gruplarında kanıtlanmış performans
ISO P/M/K/N/S/H kapsamında Hastelloy-X, SUS440C, SS400, A5052, FCD400 ve benzeri birçok malzemede uygulanabilirlik. - Değiştirilebilir başlık konsepti ile maliyet avantajı
Tam takım yerine yalnızca kesici başlık değiştirilerek daha ekonomik kullanım sağlanır. - φ12–φ25 arası 5 farklı ölçüde takım seçeneği
Farklı işleme genişlikleri ve makine koşulları için uygun çap seçimi imkânı.
Sonuç
Standart solid parmak freze alt (taban) kesici kenarı ile yapılan alın frezeleme yaklaşımı birçok atölyede “standart çözüm” haline gelmiş olsa da, yüzey kalitesi, verimlilik ve proses stabilitesi açısından ciddi sınırlamalar içerir. Takım izleri, düşük yüzey kalitesi ve kaplama sonrası görünür kusurlar gibi problemlerle karşılaşılıyorsa, VFM Head bu yaklaşımı yeniden değerlendirmek için alternatif bir çözümdür.