

Multifunctional counterboring tool with enriched tool diameter line up
Enriched tool diameter lineup for various hole making operations

Applications & Features
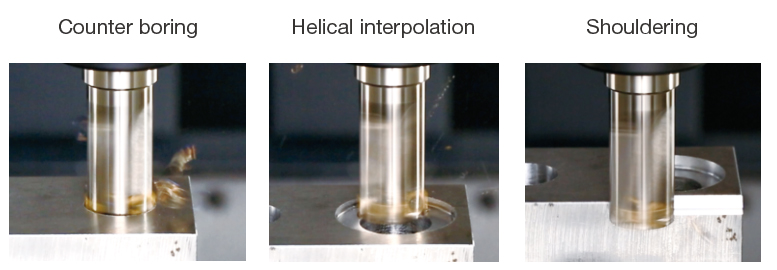
Applications




Features
1. Wide variety of tools for various counterboring operations
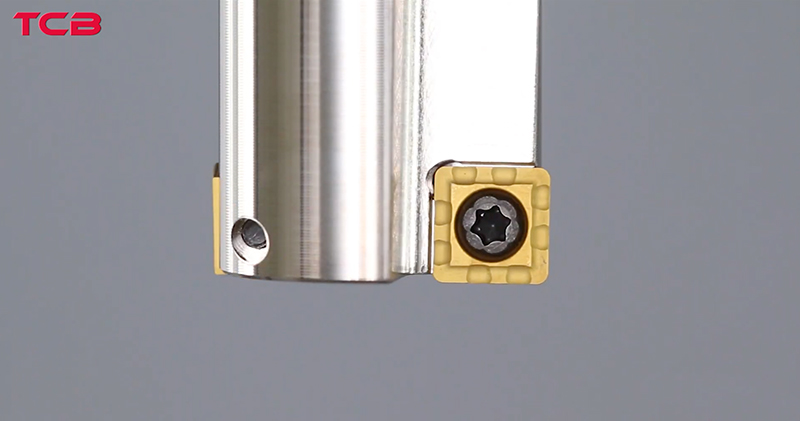
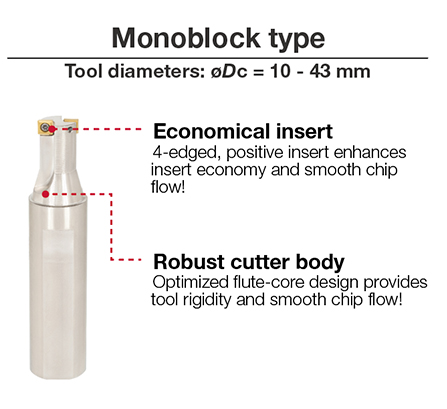
2. 2 types of endmills available
• Mono-block type: ø10 – ø43mm
• Cartridge type: ø26 – ø59mm, Diameter adjustable with shims

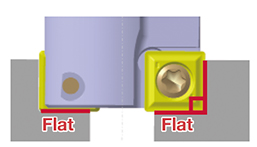
3. Provides a 90° flat surface
4. Multi-functionality
Inserts & Grades
Inserts

Grades
AH6225
![]()
![]()
- P20 – P30 / M20 – M30
- First choice for stainless steel
- Excellent versatility for stainless steel machining, demonstrates a good combination of wear and fracture resistance
T313W
![]()
![]()
![]()
![]()
![]()
Cutter bodies


Practical examples
Example #1
Automotive Industry
| Part: | Con-rods |
| Material: | S55C / C55 |
| Drill: | TCB170F25 |
| Insert: | SPMP831DS |
| Grade: | T313W |
| Cutting conditions: | Vc = 160 (m/min) f = 0.2 (mm/rev) Vf = 600 (mm/min) H = 24 (mm) Application: Boring Coolant: Wet Machine: Dedicated machine |

Example #2
General Engineering
| Part: | Valve |
| Material: | FC250 / GG25 / 250 |
| Drill: | TCB240F25 |
| Insert: | SPMP042ERD |
| Grade: | T313W |
| Cutting conditions: | Vc= 180 (m/min) f= 0.3 (mm/rev) Vf= 720 (mm/min) H= 30 (mm) Application: Boring Coolant: Wet Machine: Horizontal M/C, BT50 |

Example #3
General Engineering
| Part: | Bearing |
| Material: | S45C / C45 |
| Drill: | TCB-320 |
| Insert: | SPMM322ERD |
| Grade: | T313W |
| Cutting conditions: | Vc= 150 (m/min) f= 0.25 (mm/rev) Vf= 375 (mm/min) H= 40 (mm) Application: Boring Coolant: Wet Machine: NC lathe |

Standard cutting conditions
Counter boring
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Feed : f (mm/rev) | |
|---|---|---|---|---|---|
| ø10 – 12 (z = 1) | ø13 – 59 (z = 2) | ||||
 |
Carbon steel | – 300 HB | 80 – 200 | 0.03 – 0.08 | 0.1 – 0.3 |
 |
Stainless steel | – 200 HB | 80 – 150 | 0.03 – 0.05 | 0.06 – 0.15 |
 |
Grey cast iron | 150 – 250 HB | 80 – 200 | 0.05 – 0.1 | 0.1 – 0.4 |
 |
Non-ferrous | – | 100 – 300 | 0.05 – 0.2 | 0.1 – 0.4 |
 |
Superalloys | – 40 HRC | 50 – 80 | 0.03 – 0.05 | 0.06 – 0.15 |
 |
Hard materials | – 50 HRC | 50 – 80 | 0.03 – 0.05 | 0.06 – 0.15 |
Milling
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|
|
Carbon steel | – 300 HB | 80 – 200 | 0.05 – 0.15 |
|
Stainless steel | – 200 HB | 80 – 150 | 0.05 – 0.1 |
|
Grey cast iron | 150 – 250 HB | 80 – 200 | 0.05 – 0.2 |
|
Non-ferrous | – | 100 – 300 | 0.1 – 0.2 |
|
Superalloys | – 40 HRC | 50 – 80 | 0.05 – 0.08 |
|
Hard materials | – 50 HRC | 50 – 80 | 0.05 – 0.08 |
Internal boring (With one cutting edge)
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feed fz (mm/t) |
|---|---|---|---|---|---|
|
Carbon steel | – 300 HB | 80 – 200 | 0.5 – | 0.05 – 0.15 |
|
Stainless steel | – 200 HB | 80 – 150 | 0.5 – | 0.05 – 0.1 |
|
Grey cast iron | 150 – 250 HB | 80 – 200 | 0.5 – | 0.05 – 0.2 |
|
Non-ferrous | – | 100 – 300 | 0.5 – | 0.1 – 0.2 |
|
Superalloys | – 40 HRC | 50 – 80 | 0.5 – | 0.05 – 0.08 |
|
Hard materials | – 50 HRC | 50 – 80 | 0.5 – | 0.05 – 0.08 |
For more information about this product, visit our online e-catalog or download the product report:
e-Catalog
Metric
Imperial

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Resources
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixTool management
system
MatrixTool management
system