

Insert with 25° corner angle for profiling
Y-Pro Series expands the machining range of taper cutting, undercutting, and “V” grooving applications

Applications & Features
Applications


Features
1. A new narrow corner angle insert that expands machining possibilities.



2. Suitable for a wide range of machining applications

Spherical profiling

Face profiling
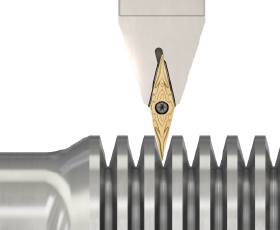
“ V ” grooving

External undercutting
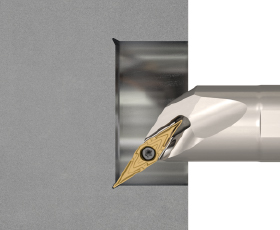
Internal undercutting
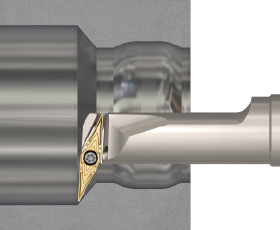
Internal profiling
Inserts & Grades
Inserts
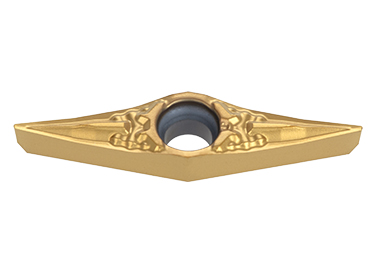
YCGT
- Positive relief angle, G class, 25 deg corner angle insert
YWMT
- Positive relief angle, M class, 25 deg corner angle insert

YNMG
- Negative relief angle, M class, 25 deg corner angle insert
Main Grades
SH7025
![]()
![]()
- The latest grade with sharp cutting edge designed for small part machining.
- A combination of a columnar-structured TiCN coating and multilayered TiAlN coating provides superior surface quality and process security.
T9215
![]()
![]()
![]()
- Well-balanced between wear and chipping resistance
- First choice for steel
- High versatility for a wide range of applications
T9225
![]()
![]()
- First choice for roughing to medium cutting
- High fracture resistance
T9235
![]()
- High fracture resistance in heavy interrupted cutting
T6215
![]()
![]()
- High wear resistance at medium to high speed machining
- First choice CVD grade for stainless steel cutting
AH6225
![]()
![]()
- First choice PVD grade for stainless steel machining
- A versatile PVD grade for excellent performance in a wide range of stainless steel applications
AH8015
![]()
![]()
![]()
![]()
![]()
- Good balance between wear and fracture resistance
- First choice for machining heat-resistant alloy under general cutting conditions
- First choice for threading
NS9530
![]()
![]()
- High fracture resistance
- Suitable for fi nishing to medium cutting of steel
GT9530
![]()
![]()
- High wear resistance
- Excellent surface quality in finishing
Toolholders


Practical examples
Example #1
| Part: | Fitting |
| Material: | SUS304 / X5CrNi18-10 |
| Tolholder: | JSYJ2CR1212X10 |
| Insert: | YCGT100202MF-JS |
| Grade: | SH7025 |
| Cutting conditions: | Vc = 85 m/min f = 0.03 mm/rev ap = 0.075 mm Application: External turning Coolant: Wet |

Traditionally, machining the thread-end taper requires a dedicated inser t shape. YCGT performs this operation while delivering 1.75 times longer tool life.
Example #2
| Part: | Shaft |
| Material: | S45C / C45 |
| Tolholder: | QC12-JSYJ2CR10-CHP |
| Insert: | YCGT100202MF-JS |
| Grade: | SH7025 |
| Cutting conditions: | Vc = 70 m/min f = 0.02 mm/rev ap = 0.3 mm Application: External turning Coolant: Wet |

Conventionally, two different tools were required for external turning and profiling.
YCGT integrates both functions into a single tool.
Example #3
| Part: | Pulley |
| Material: | SCM415 |
| Tolholder: | AVVNN2525M16-A |
| Insert: | YNMG160404-ZM |
| Grade: | GT9530 |
| Cutting conditions: | Vc = 250 m/min f = 0.5 mm/rev ap = 0.1 – 0.2 mm Application: External turning Coolant: Wet |

Chip control was drastically inproved against conventional grooving tool. 1.25 times longer tool life achieved.
Example #4
| Part: | Automotive part |
| Material: | SACM645 |
| Tolholder: | A16Q-SYUBR11-D200 |
| Insert: | YWMT11T204-ZF |
| Grade: | T9215 |
| Cutting conditions: | Vc = 100 m/min f = 0.5 mm/rev ap = 0.2 mm Application: Internal turning Coolant: Wet |

Chip control and surface finish are improved drastically when internal turning.
Standard cutting conditions
For positive insert
| ISO | Operation | Chipbreaker | Grades | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| Low carbon steels, alloy steels |
Medium carbon steels, alloy steels |
High carbon steels, |
||||||
| Precison finishing | JS | SH7025 | 0.5 – 3 | 0.02 – 0.2 | 10 – 200 | 10 – 200 | 10 – 200 | |
| Finishing | ZF | GT9530 | 0.2 – 1.5 | 0.05 – 0.25 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.2 – 1.5 | 0.05 – 0.25 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.2 – 1.5 | 0.05 – 0.25 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.2 – 1.5 | 0.05 – 0.25 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.2 – 1.5 | 0.05 – 0.25 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| Finishing to medium |
ZM | GT9530 | 0.5 – 2 | 0.05 – 0.3 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.5 – 2 | 0.05 – 0.3 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.5 – 2 | 0.05 – 0.3 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.5 – 2 | 0.05 – 0.3 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.5 – 2 | 0.05 – 0.3 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| Stainless steels | ||||||||
| Precison finishing | JS | SH7025 | 0.5 – 3 | 0.02 -0.2 | 10 – 200 | 10 – 200 | 10 – 200 | |
| Finishing to medium |
ZF | T6215 | 0.2 – 1.5 | 0.05 – 0.25 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.2 – 1.5 | 0.05 – 0.25 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| ZM | T6215 | 0.5 – 2 | 0.05 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| AH6225 | 0.5 – 2 | 0.05 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| Cast iron | ||||||||
| Finishing to medium |
ZF | T9215 | 0.2 – 1.5 | 0.05 -0.25 | 140 – 500 | 140 – 500 | 140 – 500 | |
| T9225 | 0.2 – 1.5 | 0.05 – 0.25 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| ZM | T9215 | 0.5 – 2 | 0.05 – 0.3 | 140 – 500 | 140 – 500 | 140 – 500 | ||
| T9225 | 0.5 – 2 | 0.05 – 0.3 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| Heat-resistant alloys | ||||||||
| Finishing to medium |
ZF | AH8015 | 0.2 – 1.5 | 0.05 -0.25 | 20 – 80 | 20 – 80 | 20 – 80 | |
| ZM | AH8015 | 0.5 – 2 | 0.05 -0.3 | 20 – 80 | 20 – 80 | 20 – 80 | ||
For negative insert
| ISO | Operation | Chipbreaker | Grades | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| Low carbon steels, alloy steels |
Medium carbon steels, alloy steels |
High carbon steels, |
||||||
| Finishing | ZF | GT9530 | 0.2 – 1.5 | 0.03 – 0.2 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.2 – 1.5 | 0.03 – 0.2 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.2 – 1.5 | 0.03 – 0.2 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.2 – 1.5 | 0.03 – 0.2 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.2 – 1.5 | 0.03 – 0.2 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| Finishing to medium |
ZM | GT9530 | 0.7 – 2 | 0.15 – 0.4 | 150 – 300 | 150 – 300 | 150 – 300 | |
| NS9530 | 0.7 – 2 | 0.15 – 0.4 | 150 – 300 | 150 – 300 | 150 – 300 | |||
| T9215 | 0.7 – 2 | 0.15 – 0.4 | 120 – 350 | 100 – 350 | 80 – 250 | |||
| T9225 | 0.7 – 2 | 0.15 – 0.4 | 120 – 300 | 120 – 300 | 100 – 250 | |||
| T9235 | 0.7 – 2 | 0.15 – 0.4 | 50 – 200 | 50 – 200 | 50 – 150 | |||
| Stainless steels | ||||||||
| Finishing | ZF | T6215 | 0.2 – 1.5 | 0.03 – 0.2 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.2 – 1.5 | 0.03 – 0.2 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| Finishing to medium |
ZM | T6215 | 0.7 – 2 | 0.15 – 0.4 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.7 – 2 | 0.15 – 0.4 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| Cast iron | ||||||||
| Finishing | ZF | T9215 | 0.2 – 1.5 | 0.03 – 0.2 | 140 – 500 | 140 – 500 | 140 – 500 | |
| T9225 | 0.2 – 1.5 | 0.03 – 0.2 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| Finishing to medium |
ZM | T9215 | 0.7 – 2 | 0.15 – 0.4 | 140 – 500 | 140 – 500 | 140 – 500 | |
| T9225 | 0.7 – 2 | 0.15 – 0.4 | 140 – 500 | 140 – 500 | 140 – 500 | |||
| Heat-resistant alloys | ||||||||
| Finishing | ZF | AH8015 | 0.2 – 1.5 | 0.03 – 0.2 | 20 – 80 | 20 – 80 | 20 – 80 | |
| Finishing to medium | ZM | AH8015 | 0.7 – 2 | 0.15 – 0.4 | 20 – 80 | 20 – 80 | 20 – 80 | |
For more information about this product, visit our online e-catalog or download the product report:
Metric
Imperial

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Resources
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixTool management system
MatrixTool management system Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.