



Latest grade series for stainless steel turning with exceptional reliability
Latest grade series that provide solutions for all your machining challenges in stainless steel


Applications & Features
Applications


Features
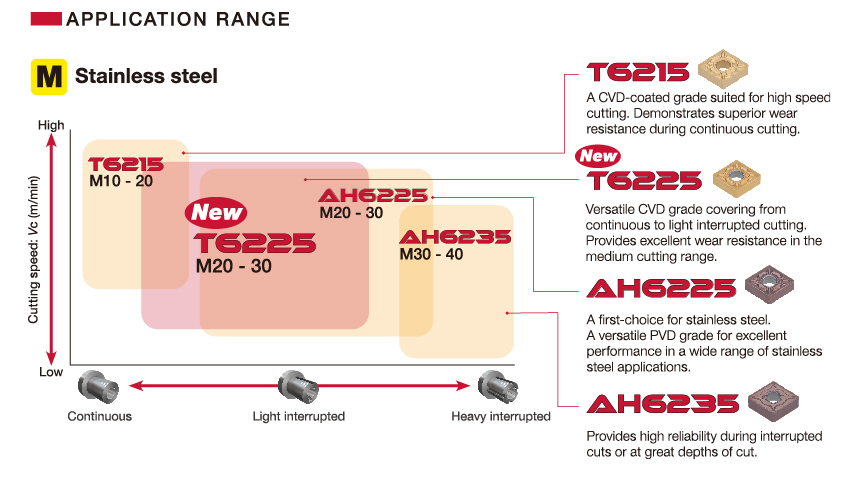
1. Application range
2. Grade feature



Versatile PVD-coated grade
Ti-enriched coating
– Thick Ti-enriched PVD coating for enhanced thermal shock resistance
– Reduced crater wear
High Ti-content nano-structured multilayer coating
The outer layer consists of a high Ti-content nano-structured multilayer made possible by Tungaloy’s latest coating technology. Its high hardness and nano structure provides the grade with a good balance of wear and fracture resistance, enhancing tool life and predictability.



Superior wear resistance
Enhanced hardness of outer layer
– Hard outer layer coating significantly reduces flank wear.
Strong adhesion of Al2O3 layers
– Tungaloy’s latest Al2O3 coating technology enhances the grade’s adhesion of coating, preventing edge chipping and coating delamination.
Thick coating
– 30% thicker than conventional grades.
– Provides superior wear resistance and long tool life.
Grades
T6215
![]()
![]()
-
P10 – P30 / M10 – M30
- Demonstrates excellent wear resistance for high speed continuous stainless steel cuts
AH6225
![]()
![]()
- P20 – P30 / M20 – M30
- First choice for stainless steel
- Excellent versatility for stainless steel machining, demonstrates a good combination of wear and fracture resistance
AH6235
![]()
![]()
- P30 – P40 / M30 – M40
- Demonstrates superior fracture resistance in stainless steel
- Provides high reliability for interrupted cuts and heavy-duty machining
Practical examples
Example #1
| Part: | Pipe part |
| Material: | SUS304 / X5CrNi18-9 |
| Insert: | DNMG150408-SM |
| Grade: | T6215 |
| Cutting conditions: | Vc = 150(m/min) f = 0.3 (mm/rev) ap = 3 (mm) Application: External turning Coolant: Wet |

Example #2
| Part: | Machine part |
| Material: | SUS304 / X5CrNi18-9 |
| Insert: | TNMG160408-SM |
| Grade: | T6215 |
| Cutting conditions: | Vc = 200(m/min) f = 0.3 (mm/rev) ap = 2.5 (mm) Application: External face turning Coolant: Wet |

Example #3
| Part: | Generator part |
| Material: | SUS410 / X12Cr13 |
| Insert: | CNMG120408-SH |
| Grade: | AH6235 |
| Cutting conditions: | Vc = 70 (m/min) f = 0.15 (mm/rev) ap = 2 – 4 (mm) Application: Face turning (interrupted cutting) Coolant: Wet |

Example #4
| Part: | Machine part |
| Material: | SUS304 / X5CrNi18-9 |
| Insert: | CNMG120412-SM |
| Grade: | AH6235 |
| Cutting conditions: | Vc = 80 (m/min) f = 0.2 (mm/rev) ap = 1.5 (mm) Application: Face turning (interrupted cutting) Coolant: Wet |

Example #5
| Part: | Joint part |
| Material: | SUS304 / X5CrNi18-9 |
| Insert: | CNMG120404-SM |
| Grade: | AH6225 |
| Cutting conditions: | Vc = 90(m/min) f = 0.2 (mm/rev) ap = 1 (mm) Application: External turning Coolant: Wet |

Example #6
| Part: | Machine part |
| Material: | SUS440 (Martensite stainless steel) |
| Insert: | VNMG160404-SF |
| Grade: | AH6225 |
| Cutting conditions: | Vc = 110 (m/min) f = 0.1 (mm/rev) ap = 0.5 (mm) Application: External turning Coolant: Wet |

Standard cutting conditions
Negative inserts
| ISO | Operation | Chipbreaker | Grade | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| Austenitic stainless steel |
Ferritic / martensite stainless steel |
Precipitation hardened stainless steel |
||||||
 |
Finishing | SF | T6215 | 0.5 – 2.5 | 0.08 – 0.45 | 140 – 240 | 160 – 280 | 80 – 150 |
| T6225 | 0.5 – 2.5 | 0.08 – 0.45 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6225 | 0.5 – 2.5 | 0.08 – 0.45 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 0.5 – 2.5 | 0.08 – 0.45 | 50 – 150 | 70 – 170 | – | |||
| Medium cutting | SM | T6215 | 1 – 4 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | |
| T6225 | 1 – 4 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6225 | 1 – 4 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 1 – 4 | 0.2 – 0.5 | 50 – 150 | 70 – 170 | – | |||
| SDM | T6215 | 1 – 4 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| AH6225 | 1 – 4 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 1 – 4 | 0.2 – 0.5 | 50 – 150 | 70 – 170 | – | |||
| Heavy cutting | SH | T6215 | 2 – 6 | 0.3 – 0.6 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 2 – 6 | 0.3 – 0.6 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 2 – 6 | 0.3 – 0.6 | 50 – 150 | 70 – 170 | – | |||
PSS / PS / PM
| ISO | Operation | Chipbreaker | Grade | Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| Austenitic stainless steel |
Ferritic / martensite stainless steel | Precipitation hardened stainless steel | ||||||
|
Finishing | PSS | T6215 | 0.3 – 2 | 0.08 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 |
| AH6225 | 0.3 – 2 | 0.08 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 0.3 – 2 | 0.08 – 0.3 | 50 – 150 | 70 – 170 | – | |||
| Finishing to medium cutting |
PS | T6215 | 0.5 – 2.5 | 0.08 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.5 – 2.5 | 0.08 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 0.5 – 2.5 | 0.08 – 0.3 | 50 – 150 | 70 – 170 | – | |||
| Medium cutting | PM | T6215 | 1 – 3 | 0.15 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 1 – 3 | 0.15 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 1 – 3 | 0.15 – 0.3 | 50 – 150 | 70 – 170 | – | |||
JS chipbreaker
| ISO | Workpiece materials | Chipbreaker | Grade | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feedf (mm/rev) | |||
|---|---|---|---|---|---|---|---|---|---|
| RE < 0.05 | RE < 0.1 | RE < 0.2 | RE < 0.4 | ||||||
|
Austenitic stainless steel | JS | AH6225 | 90 – 200 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 |
| Ferritic / martensite stainless steel | JS | AH6225 | 110 – 240 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 | |
| Precipitation hardened stainless steel | JS | AH6225 | 60 – 110 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 | |
For more information about this product, visit our online e-catalog or download the product report:
Metric
Imperial

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Resources
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixTool management system
MatrixTool management system Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.