

Cost-Efficient, High-Performance Taps for Reliable Threading
High-Quality HSS Taps for a Wide Range of Materials

Applications & Features
Applications
Features
1. The colored ring on the shank helps easily identify the tap’s recommended workpiece material.
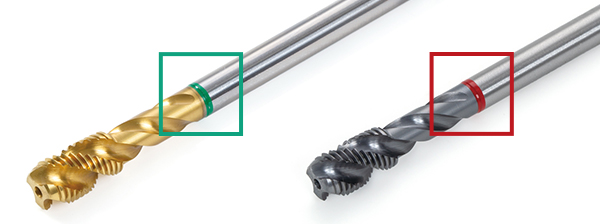
- M – Multi-material application
- W – Steel with good machinability Rm<750 N/mm2
- S – Stainless steel
- H – Hardened steel and high temp./super alloys Rm>750 N/mm2
- G – Grey cast iron
- N – Low alloy steel Rm<600 N/mm2
- A – Aluminum and aluminum alloys
- F – Any material with at least 8~10% elongation
- Y – Nickel alloys
Taps & Grades
Taps

Point Tap

TP-**
- M – ISO metric coarse thread
- MF – ISO metric fine thread
- UNC – ISO Unified coarse thread
- UNF – Unified fine thread
Spiral Tap

TS-**
- M – ISO metric coarse thread
- MF – ISO metric fine thread
- UNC – ISO Unified coarse thread
- UNF – Unified fine thread


Grades
HB070
![]()
- The steam tempered is a Fe3O4 oxide coating which reduces the friction between the tool and workpiece and prevents cold welding.
NB070
![]()
![]()
- Recommended surface treatment for machining hard wear/abrasive materials such as grey cast iron, aluminum alloys with high silicon percentage (more than 10%).
PB070
![]()
![]()
![]()
- The TiN coating has a hardness of approximately 2,300 HV and is temperature resistant up to approximately 600°C. This is an excellent golden colored coating for general applications.
GB070
![]()
![]()
![]()
![]()
- TiCN takes place of TiN when the conditions require the coating to have a different hardness and toughness. The TiCN brings an advantage to machining very difficult steels or cutting interrupted bores. The TiCN-coating has a hardness of approx. 3,000 HV, but is temperature-resistant up to approx. 400° only. That means TiCN needs excellent cooling for long service life.
DB070
![]()
- With its high wear resistance and slight adhesion on nonferrous metals DLC (Diamond-like carbon) coating is perfectly recommended for cutting Aluminium and Aluminium alloys.
AB070
![]()
![]()
![]()
![]()
- This is a special coating for machining abrasive materials such as: gray cast iron, alu-alloys with silicon, fiber reinforced
plastics, etc., or machining under high temperatures, which means with insufficient cooling, or high speeds ≥ 600m/min. The TiAIN has a hardness of approx. 3,000 HV and is temperature resistant up to approx. 800°.
Practical examples
Tap designation code key
| Hole Type | tap color code | W | M | M | M | M | M | M | S | H | N | H | G | F | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| tool material | HSS | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | |||||||||||||||||||
| surface treatment/coating | – | – | TI | ST | – | TI | ST | ST | – | ST | ST | NI | TI | |||||||||||||||||||
| flute hand and angle | – | – | – | – | R40° | R40° | R40° | – | – | R40° | R40° | – | – | |||||||||||||||||||
| lead according to DIN 2197 | 1\2\3 | B | B | B | C | C | C | B | B | C | C | C | C | |||||||||||||||||||
| Hole Type | 1-2-3-4-5 | 4-5 | 4-5 | 4-5 | 1-2-3 | 1-2-3 | 1-2-3 | 4-5 | 4-5 | 1-2-3 | 1-2-3 | 1-2-3-4-5 | 1-2-3-4-5 | |||||||||||||||||||
| Material No. |
Material | Condition | Tensile Strength [N/mm²] |
Hardness HB | Chip | Coolant | M/min | M/min | M/min | M/min | M/min | M/min | M/min | M/min | M/min | M/min | M/min | M/min | M/min | |||||||||||||
| 1 | non-alloy steel and cast steel, free cutting steel | <0.25% C | annealed | 420 | 125 | Ext. Long | T | ● | 10-25 | ●● | 15-45 | ● | 8-25 | ●● | 20-25 | ●● | 15-45 | ● | 8-25 | ●● | 20-25 | ●● | 8-25 | ● | 20-25 | ●● | 20-60 | |||||
| 2 | ≥0.25% C | annealed | 650 | 190 | Medium | T | ● | 10-20 | ●● | 12-40 | ● | 10-35 | ●● | 15-20 | ●● | 12-40 | ● | 10-35 | ●● | 15-20 | ●● | 10-35 | ●● | 15-20 | ●● | 20-60 | ||||||
| 3 | <0.55% C | quenched and tempered | 850 | 250 | Long | T | ● | 12-18 | ●● | 15-25 | ● | 6-12 | ●● | 12-18 | ●● | 15-25 | ● | 6-12 | ●● | 12-18 | ●● | 12-18 | ●● | 17-55 | ||||||||
| 4 | ≥0.55% C | annealed | 750 | 220 | Long | T | ● | 12-18 | ●● | 15-40 | ● | 6-20 | ●● | 12-18 | ●● | 15-40 | ● | 6-20 | ●● | 12-18 | ●● | 12-18 | ●● | 17-55 | ||||||||
| 7 | low alloy and cast steel (less than 5% of alloying elements) |
quenched and tempered | 930 | 275 | Long | X | ● | 10-15 | ●● | 5-25 | ● | 4-10 | ●● | 10-15 | ●● | 5-25 | ● | 4-10 | ●● | 10-15 | ●● | 10-15 | ●● | |||||||||
| 8 | 1000 | 300 | Long | X | ● | 6-10 | ●● | 5-25 | ● | 4-10 | ●● | 6-10 | ●● | 5-25 | ● | 4-10 | ●● | 6-10 | ●● | 6-10 | ●● | |||||||||||
| 9 | 1200 | 350 | Long | A | ● | 3-5 | ●● | 5-20 | ● | 3-5 | ●● | 3-5 | ●● | 5-20 | ● | 3-5 | ●● | 3-5 | ●● | 3-5 | ●● | |||||||||||
| 10 | high alloyed steel, cast steel and tool steel | annealed | 680 | 200 | Long | X | ● | 10-15 | ●● | 20-30 | ● | 7-12 | ●● | 10-15 | ●● | 20-30 | ● | 7-12 | ●● | 10-15 | ●● | 10-15 | ●● | 10-30 | ||||||||
| 11 | quenched and tempered | 1100 | 325 | Long | X | ● | 7-13 | ●● | 12-25 | ● | 5-10 | ●● | 7-13 | ●● | 12-25 | ● | 5-10 | ●● | 7-13 | ●● | 7-13 | ●● | ||||||||||
| 12 | stainless steel and cast steel | ferritic/martensitic | 680 | 200 | Medium | A | ● | 5-9 | ●● | 8-18 | ● | 1-5 | ● | 5-9 | ●● | 2-10 | ● | 1-5 | ●● | 2-10 | ● | 5-9 | ●● | 7-15 | ||||||||
| 13 | martensitic | 820 | 240 | Long | A | ● | 4-6 | ●● | 8-15 | ● | 1-5 | ● | 4-6 | ●● | 2-10 | ● | 1-5 | ● | 2-10 | ● | 4-6 | ●● | ||||||||||
| 14 | stainless steel and cast steel | austenitic, duplex | 600 | 180 | Long | A | ● | 5-9 | ●● | 8-15 | ● | 1-4 | ● | 5-9 | ●● | 2-10 | ● | 1-4 | ● | 2-10 | ● | 5-9 | ●● | |||||||||
| 15 | gray cast iron (gg) | ferritic / pearlitic | 180 | Ext. Short | X | ● | 10-15 | ●● | 15-45 | ●● | 13-20 | ● | 10-15 | ●● | 15-45 | ●● | 13-20 | ● | 10-15 | ●● | 10-30 | ● | ||||||||||
| 16 | pearlitic / martensitic | 260 | Ext. Short | X | ● | 8-12 | ●● | 10-40 | ●● | 21-31 | ● | 8-12 | ●● | 10-40 | ●● | 21-31 | ● | 8-12 | ●● | 10-30 | ● | |||||||||||
| 17 | nodular cast iron (ggg) | ferritic | 160 | Short | X | ● | 8-12 | ●● | 10-25 | ●● | 21-31 | ● | 8-12 | ● | 10-25 | ● | 21-31 | ● | 8-12 | ●● | 10-40 | ● | ||||||||||
| 18 | pearlitic | 250 | Ext. Short | X | ● | 8-12 | ●● | 10-20 | ●● | 21-31 | ● | 8-12 | ●● | 10-20 | ●● | 21-31 | ● | 8-12 | ●● | 10-35 | ● | |||||||||||
| 19 | malleable cast iron | ferritic | 130 | Short | X | ● | 10-15 | ● | 15-45 | ●● | 13-20 | ● | 10-15 | ●● | 15-45 | ●● | 13-20 | ● | 10-15 | ●● | 10-45 | ● | ||||||||||
| 20 | pearlitic | 230 | Short | X | ● | 10-15 | ● | 10-40 | ●● | 13-20 | ● | 10-15 | ●● | 10-40 | ●● | 13-20 | ● | 10-15 | ●● | 10-40 | ● | |||||||||||
| 21 | aluminum-wrought alloys | not hardenable | 60 | Medium | T | ● | 25-35 | ● | 50-70 | ● | 12-25 | ●● | 25-35 | ● | 30-60 | ● | 12-25 | ●● | 12-25 | ●● | 25-35 | ●● | ||||||||||
| 22 | hardenable | 100 | Medium | T | ● | 25-35 | ● | 50-70 | ● | 12-25 | ●● | 25-35 | ● | 30-60 | ● | 12-25 | ●● | 12-25 | ●● | 25-35 | ●● | |||||||||||
| 23 | aluminum-cast alloys | ≤12% Si | not hardenable | 75 | Short | T | ● | 10-15 | ● | 10-40 | ● | 10-25 | ●● | 10-15 | ● | 15-40 | ● | 10-25 | ●● | 10-25 | ●● | 10-15 | ●● | |||||||||
| 24 | hardenable | 90 | Short | T | ● | 10-15 | ● | 10-40 | ● | 10-25 | ●● | 10-15 | ● | 15-40 | ● | 10-25 | ●● | 10-25 | ●● | 10-15 | ●● | |||||||||||
| 25 | >12% Si | high temperature | 130 | Short | T | ● | 10-15 | ● | 10-30 | ● | 10-20 | ●● | 10-15 | ● | 15-30 | ● | 10-20 | ●● | 10-20 | ●● | 10-15 | ●● | ||||||||||
| 26 | copper alloys | >1% Pb | free cutting | 110 | Med/Short | T | ● | 25-35 | ● | 50-70 | ● | 20-40 | ●● | 25-35 | ● | 30-65 | ● | 20-40 | ●● | 20-40 | ●● | 25-35 | ●● | 17-40 | ||||||||
| 27 | brass | 90 | Long | T | ● | 15-20 | ● | 5-60 | ● | 13-30 | ●● | 15-20 | ● | 20-45 | ● | 13-30 | ●● | 13-30 | ●● | 15-20 | ●● | 20-60 | ||||||||||
| 28 | electrolytic copper | 100 | Long | T | ● | 15-20 | ● | 5-25 | ● | 10-17 | ●● | 15-20 | ● | 15-30 | ● | 10-17 | ●● | 10-17 | ●● | 15-20 | ●● | 20-60 | ||||||||||
| 29 | non metallic | duroplastics, fiber plastics | 70 Shore D | Short | Z | ● | 6-10 | ● | 5-25 | ● | 6-13 | ●● | 6-10 | ● | 10-20 | ● | 6-13 | ●● | 6-13 | ●● | 6-10 | ●● | ||||||||||
| 31 | high temperature alloys | Fe based | annealed | 200 | Long | A | ● | 2-4 | ●● | 4-8 | ● | 2-4 | ● | 3-7 | ●● | 2-4 | 2-4 | ● | ||||||||||||||
| 32 | hardened | 280 | Long | A | ● | 2-4 | ●● | 4-8 | ● | 2-4 | 3-7 | ●● | 2-4 | 2-4 | ● | |||||||||||||||||
| 33 | Ni or Co based | annealed | 250 | Long | A | ● | 2-4 | ●● | 4-8 | ● | 2-4 | 3-7 | ●● | 2-4 | 2-4 | ● | ||||||||||||||||
| 34 | hardened | 350 | Long | A | ● | 2-4 | ●● | 4-8 | ● | 2-4 | 3-7 | ●● | 2-4 | 2-4 | ● | |||||||||||||||||
| 35 | cast | 320 | Long | A | ● | 2-4 | ●● | 4-8 | ● | 2-4 | 3-7 | ●● | 2-4 | 2-4 | ● | |||||||||||||||||
| 36 | titanium alloys | pure | 400 | 190 | Med/Short | A | ● | 6-10 | ●● | 6-10 | ●● | 6-10 | 6-10 | ● | ||||||||||||||||||
| 37 | alpha+beta alloys, hardened | 1050 | 310 | Med/Short | A | ● | 6-10 | ● | 6-10 | ●● | 6-10 | 6-10 | ● | |||||||||||||||||||
| A – cutting oil T – oil X – oil or emulsion Z – dry or emulsion |
● Recommended ●● Suitable |
|||||||||||||||||||||||||||||||
| Hole Type | tap color code | W | M | M | M | M | M | M | S | H | N | H | G | F | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| tool material | HSS | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | HSS-E | |||||||||||||||||||
| surface treatment/coating | – | – | TI | ST | – | TI | ST | ST | – | ST | ST | NI | TI | |||||||||||||||||||
| flute hand and angle | – | – | – | – | R40° | R40° | R40° | – | – | R40° | R40° | – | – | |||||||||||||||||||
| lead according to DIN 2197 | 1\2\3 | B | B | B | C | C | C | B | B | C | C | C | C | |||||||||||||||||||
| Hole Type | 1-2-3-4-5 | 4-5 | 4-5 | 4-5 | 1-2-3 | 1-2-3 | 1-2-3 | 4-5 | 4-5 | 1-2-3 | 1-2-3 | 1-2-3-4-5 | 1-2-3-4-5 | |||||||||||||||||||
| Material No. |
Material | Condition | Tensile Strength [ksi] |
Hardness HB | Chip | Coolant | SFM | SFM | SFM | SFM | SFM | SFM | SFM | SFM | SFM | SFM | SFM | SFM | SFM | |||||||||||||
| 1 | non-alloy steel and cast steel, free cutting steel | <0.25% C | annealed | 61 | 125 | Ext. Long | T | ● | 35-80 | ●● | 15-150 | ● | 25-80 | ●● | 65-80 | ●● | 50-150 | ● | 25-80 | ●● | 65-80 | ●● | 25-80 | ● | 65-80 | ●● | 65-195 | |||||
| 2 | ≥0.25% C | annealed | 94 | 190 | Medium | T | ● | 35-65 | ●● | 40-130 | ● | 35-115 | ●● | 60-65 | ●● | 40-130 | ● | 35-115 | ●● | 50-65 | ●● | 35-115 | ●● | 50-65 | ●● | 65-195 | ||||||
| 3 | <0.55% C | quenched and tempered | 123 | 250 | Long | T | ● | 40-60 | ●● | 50-80 | ● | 20-40 | ●● | 40-60 | ●● | 50-80 | ● | 20-40 | ●● | 40-60 | ●● | 40-60 | ●● | 55-180 | ||||||||
| 4 | ≥0.55% C | annealed | 109 | 220 | Long | T | ● | 40-60 | ●● | 50-130 | ● | 20-65 | ●● | 40-60 | ●● | 50-130 | ● | 15-35 | ●● | 40-60 | ●● | 40-60 | ●● | 55-180 | ||||||||
| 7 | low alloy and cast steel (less than 5% of alloying elements) |
quenched and tempered | 135 | 275 | Long | X | ● | 35-50 | ●● | 15-80 | ● | 15-35 | ●● | 35-50 | ●● | 15-80 | ● | 15-35 | ●● | 35-50 | ●● | 35-50 | ●● | |||||||||
| 8 | 145 | 300 | Long | X | ● | 20-35 | ●● | 15-80 | ● | 15-35 | ●● | 20-35 | ●● | 15-80 | ● | 15-35 | ●● | 20-35 | ●● | 20-35 | ●● | |||||||||||
| 9 | 174 | 350 | Long | A | ● | 10-15 | ●● | 15-65 | ● | 10-15 | ●● | 10-15 | ●● | 15-65 | ● | 10-15 | ●● | 10-15 | ●● | 10-15 | ●● | |||||||||||
| 10 | high alloyed steel, cast steel and tool steel | annealed | 99 | 200 | Long | X | ● | 35-50 | ●● | 65-100 | ● | 25-40 | ●● | 35-50 | ●● | 65-100 | ● | 25-40 | ●● | 35-50 | ●● | 35-50 | ●● | 35-100 | ||||||||
| 11 | quenched and tempered | 160 | 325 | Long | X | ● | 25-45 | ●● | 40-80 | ● | 15-35 | ●● | 25-45 | ●● | 40-80 | ● | 15-35 | ●● | 25-45 | ●● | 25-45 | ●● | ||||||||||
| 12 | stainless steel and cast steel | ferritic/martensitic | 99 | 200 | Medium | A | ● | 15-30 | ●● | 25-60 | ● | 5-15 | ● | 15-30 | ●● | 5-35 | ● | 5-16 | ●● | 5-35 | ● | 15-30 | ●● | 25-50 | ||||||||
| 13 | martensitic | 119 | 240 | Long | A | ● | 15-20 | ●● | 25-50 | ● | 5-15 | ● | 15-20 | ●● | 5-35 | ● | 5-16 | ● | 5-35 | ● | 15-20 | ●● | ||||||||||
| 14 | stainless steel and cast steel | austenitic, duplex | 87 | 180 | Long | A | ● | 15-30 | ●● | 25-50 | ● | 5-15 | ● | 15-30 | ●● | 5-35 | ● | 5-15 | ● | 5-35 | ● | 15-30 | ●● | |||||||||
| 15 | gray cast iron (gg) | ferritic / pearlitic | 180 | Ext. Short | X | ● | 35-50 | ●● | 50-150 | ●● | 45-65 | ● | 35-50 | ●● | 50-150 | ●● | 45-65 | ● | 35-50 | ●● | 35-100 | ● | ||||||||||
| 16 | pearlitic / martensitic | 260 | Ext. Short | X | ● | 25-40 | ●● | 35-130 | ●● | 70-100 | ● | 25-40 | ●● | 35-130 | ●● | 70-100 | ● | 25-40 | ●● | 35-100 | ● | |||||||||||
| 17 | nodular cast iron (ggg) | ferritic | 160 | Short | X | ● | 25-40 | ●● | 35-80 | ●● | 70-100 | ● | 25-40 | ● | 35-80 | ● | 70-100 | ● | 25-40 | ●● | 35-130 | ● | ||||||||||
| 18 | pearlitic | 250 | Ext. Short | X | ● | 25-40 | ●● | 35-65 | ●● | 70-100 | ● | 25-40 | ●● | 35-65 | ●● | 70-100 | ● | 25-40 | ●● | 35-100 | ● | |||||||||||
| 19 | malleable cast iron | ferritic | 130 | Short | X | ● | 35-50 | ● | 50-150 | ●● | 45-65 | ● | 35-50 | ●● | 50-150 | ●● | 45-65 | ● | 35-50 | ●● | 35-150 | ● | ||||||||||
| 20 | pearlitic | 230 | Short | X | ● | 35-50 | ● | 35-130 | ●● | 45-65 | ● | 35-50 | ●● | 35-130 | ●● | 45-65 | ● | 35-50 | ●● | 35-130 | ● | |||||||||||
| 21 | aluminum-wrought alloys | not hardenable | 60 | Medium | T | ● | 80-115 | ● | 165-230 | ● | 40-80 | ●● | 80-115 | ● | 100-195 | ● | 40-80 | ●● | 40-80 | ●● | 80-115 | ●● | ||||||||||
| 22 | hardenable | 100 | Medium | T | ● | 80-115 | ● | 165-230 | ● | 40-80 | ●● | 80-115 | ● | 100-195 | ● | 40-80 | ●● | 40-80 | ●● | 80-115 | ●● | |||||||||||
| 23 | aluminum-cast alloys | ≤12% Si | not hardenable | 75 | Short | T | ● | 35-50 | ● | 35-130 | ● | 35-80 | ●● | 35-50 | ● | 50-130 | ● | 35-80 | ●● | 35-80 | ●● | 35-50 | ●● | |||||||||
| 24 | hardenable | 90 | Short | T | ● | 35-50 | ● | 35-100 | ● | 35-80 | ●● | 35-50 | ● | 50-130 | ● | 35-80 | ●● | 35-80 | ●● | 35-50 | ●● | |||||||||||
| 25 | >12% Si | high temperature | 130 | Short | T | ● | 35-50 | ● | 35-100 | ● | 35-65 | ●● | 35-50 | ● | 50-100 | ● | 35-65 | ●● | 35-65 | ●● | 35-50 | ●● | ||||||||||
| 26 | copper alloys | >1% Pb | free cutting | 110 | Med/Short | T | ● | 80-115 | ● | 165-230 | ● | 65-130 | ●● | 80-115 | ● | 100-215 | ● | 65-130 | ●● | 65-130 | ●● | 80-115 | ●● | 55-130 | ||||||||
| 27 | brass | 90 | Long | T | ● | 50-65 | ● | 15-195 | ● | 45-100 | ●● | 50-65 | ● | 65-150 | ● | 45-100 | ●● | 45-100 | ●● | 50-65 | ●● | 65-195 | ||||||||||
| 28 | electrolytic copper | 100 | Long | T | ● | 50-65 | ● | 15-80 | ● | 35-55 | ●● | 50-65 | ● | 50-100 | ● | 35-55 | ●● | 35-55 | ●● | 50-65 | ●● | 65-195 | ||||||||||
| 29 | non metallic | duroplastics, fiber plastics | 70 Shore D | Short | Z | ● | 20-35 | ● | 15-80 | ● | 25-45 | ●● | 20-35 | ● | 35-65 | ● | 20-45 | ●● | 20-45 | ●● | 20-35 | ●● | ||||||||||
| 31 | high temperature alloys | Fe based | annealed | 200 | Long | A | ● | 5-15 | ●● | 15-25 | ● | 5-15 | ● | 10-25 | ●● | 5-15 | 5-15 | ● | ||||||||||||||
| 32 | hardened | 280 | Long | A | ● | 5-15 | ●● | 15-25 | ● | 5-15 | 10-25 | ●● | 5-15 | 5-15 | ● | |||||||||||||||||
| 33 | Ni or Co based | annealed | 250 | Long | A | ● | 5-15 | ●● | 15-25 | ● | 5-15 | 10-25 | ●● | 5-15 | 5-15 | ● | ||||||||||||||||
| 34 | hardened | 350 | Long | A | ● | 5-15 | ●● | 15-25 | ● | 5-15 | 10-25 | ●● | 5-15 | 5-15 | ● | |||||||||||||||||
| 35 | cast | 320 | Long | A | ● | 5-15 | ●● | 15-25 | ● | 5-15 | 10-25 | ●● | 5-15 | 5-15 | ● | |||||||||||||||||
| 36 | titanium alloys | pure | 58 | 190 | Med/Short | A | ● | 20-35 | ●● | 20-35 | ●● | 20-35 | 20-35 | ● | ||||||||||||||||||
| 37 | alpha+beta alloys, hardened | 152 | 310 | Med/Short | A | ● | 20-35 | ● | 20-35 | ●● | 20-35 | 20-35 | ● | |||||||||||||||||||
| A – cutting oil T – oil X – oil or emulsion Z – dry or emulsion |
● Recommended ●● Suitable |
|||||||||||||||||||||||||||||||
For more information about this product, visit our online e-catalog or download the product report:

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Resources
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixTool management
system
MatrixTool management
system
How can I help you?
Hi, I'm Gabby, Tungaloy's AI assistant. I'm here to help you find the best tap for your threading application.
How can I assist you today?
How can I assist you today?