

Radius cutter for 3-dimensional machining due to helical cutting edges
Unique twisted insert geometries assures secure insert clamping for high stability
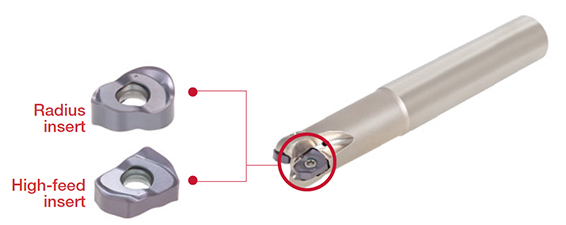
Two types of inserts fit one cutter: radius and high efficiency inserts


Applications & Features
Applications







Features
1. Multi-functional cutter body with superior reliability
• Two types of inserts fit one cutter: radius and high efficiency inserts.
• Secure insert clamping to prevent insert from moving during machining.
2. High-feed insert with greater depth of cut
• Smooth chip control enables stable machining.
3. Radius insert with high reliability
• Insert cross section is designed to be 2 times as large as that of a round insert.
• Excellent chip evacuation in various applications.

Inserts & Grades
Inserts

LNMX-MJ/LNMX-ML
- Radius insert
- Maximum depth of cut
– LNMU04: 4.0 mm
– LNMU05: 5.0 mm
– LNMU06: 6.0 mm

LNMX-HJ/LNMX-HL
- For High-feed machining
- Maximum depth of cut
– LNMX04: 1.3 mm
– LNMX06: 2 mm
Main Grades
AH8015
![]()
![]()
![]()
![]()
![]()
- Good balance between wear and fracture resistance
- First choice for machining heat-resistant alloy under general cutting conditions
AH3225
![]()
![]()
- Good balance between wear and fracture resistance
- Suitable for steel and stainless steel
AH3135
![]()
![]()
- High fracture resistance
- Suitable for machining steel and stainless steel under general cutting conditions
Cutter bodies



Practical examples
Example #1
General Engineering
| Part: | Fixture part |
| Material: | SUS304 |
| Cutter: | EXLN04M025C25.0R03 ( ø25, z = 3) |
| Insert: | LNMX0405R4-MJ |
| Grade: | AH3135 |
| Cutting conditions: | Vc = 220 ← 120 (m/min) fz = 0.4 ← 0.1 (mm/t) Vf = 3360 ← 535 (mm/min) ap = 3.5 ← 3 (mm) ae = 15 (mm) Application: Shoulder milling Coolant: External supply Machine: Vertical M/C |

Example #2
Die and Mold Industry
| Part: | Slide core |
| Material: | NAK80 (40HRC) |
| Cutter: | EXLN04M025C25.0R03 ( ø25, z = 3) |
| Insert: | LNMX0405R4-MJ |
| Grade: | AH3135 |
| Cutting conditions: | Vc = 150 (m/min) fz = 0.3 ← 0.15 (mm/t) Vf = 1720 ← 573 (mm/min) ap = 4 ← 5 (mm) ae = 7 ← 5 (mm) Application: Shoulder milling Coolant: External supply Machine: Vertical M/C |

Example #3
Power Generation Industry
| Part: | Turbine blade |
| Material: | 13Cr-Mo stainless steel |
| Cutter: | EXLN04M032C32.0R04 (ø32, z = 4) |
| Insert: | LNMX0405R4-MJ |
| Grade: | AH3135 |
| Cutting conditions: | Vc = 220 (m/min) fz = 0.30 (mm/t) Vf = 2,626 (mm/min) ap = 1.0 (mm) Application: Profile milling Coolant: Dry Machine: Turning center |

Standard cutting conditions
LNMX**-MJ/ML
| ISO | Workpiece material | Hardness | Priority | Grade | Chip- breaker |
Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
| Low carbon steel S15C, SS400, etc. C15, C20, etc. |
– 200 HB | First choice | AH3225 | MJ | 100 – 300 | 0.2 – 0.6 | ||
| – 200 HB | Low cutting force | AH3135 | ML | 100 – 300 | 0.2 – 0.6 | |||
| Carbon steel, Alloy steel S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300 HB | First choice | AH3225 | MJ | 100 – 250 | 0.2 – 0.6 | ||
| – 300 HB | Low cutting force | AH3135 | ML | 100 – 250 | 0.2 – 0.6 | |||
| Prehardened steelPrehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 200 | 0.15 – 0.4 | ||
| 30 – 40 HRC | Low cutting force | AH3135 | ML | 100 – 200 | 0.15 – 0.4 | |||
| Austenitic Stainless steel SUS304, SUS304, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | First choice | AH3135 | MJ | 100 – 200 | 0.2 – 0.6 | ||
| – 200 HB | Low cutting force | AH3135 | ML | 100 – 200 | 0.2 – 0.6 | |||
| Martensitic Stainless steel SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200 HB | First choice | AH3135 | ML | 100 – 300 | 0.2 – 0.6 | ||
| – 200 HB | Fracture resistance | AH3135 | MJ | 100 – 300 | 0.2 – 0.6 | |||
| Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250 HB | First choice | AH120 | MJ | 100 – 300 | 0.2 – 0.6 | ||
| 150 – 250 HB | Fracture resistance | AH3225 | MJ | 100 – 300 | 0.2 – 0.6 | |||
| Ductile cast iron FCD400, etc. 400-15, 600-3, etc. |
150 – 250 HB | First choice | AH120 | MJ | 80 – 250 | 0.2 – 0.6 | ||
| 150 – 250 HB | Fracture resistance | AH3225 | MJ | 80 – 250 | 0.2 – 0.6 | |||
| Titanium alloy Ti-6AI-4V, etc. | – | First choice | AH3135 | ML | 30 – 60 | 0.15 – 0.6 | ||
| – | Fracture resistance | AH3135 | MJ | 30 – 60 | 0.15 – 0.6 | |||
| Superalloys Inconel718, etc. |
– | First choice | AH8015 | MJ | 20 – 50 | 0.05 – 0.3 | ||
| – | Low cutting force | AH120 | ML | 20 – 50 | 0.05 – 0.3 | |||
| Hardened steel | SKD61, etc.SKD61, etc. X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH3225 | MJ | 50 – 150 | 0.1 – 0.3 | |
| 40 – 50 HRC | Wear resistance | AH8015 | MJ | 50 – 150 | 0.1 – 0.3 | |||
| SKD11, etc. X153CrMoV12, etc. | 50 – 60 HRC | First choice | AH8015 | MJ | 50 – 70 | 0.05 – 0.15 | ||
- When using a long shank or modular head with long overhang, please lower the cutting conditions (Vc, fz, ap) to 70% of the maximum conditions for the standard shank.
LNMX04-HJ/HL
| ISO | Workpiece material | Hardness | Priority | Grade | Chip- breaker |
Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
| Low carbon steel S15C, SS400, etc.S15C, SS400, etc. C15, C20, etc. |
– 300HB | First choice | AH3225 | HJ | 100 – 300 | 0.5 – 1.3 | ||
| Wear resistance | AH8015 | HJ | ||||||
| Low cutting force | AH3225 | HL | 0.4 – 1 | |||||
| Carbon steel, Alloy steel S55C, SCM440, etc.S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300HB | First choice | AH3225 | HJ | 100 – 250 | 0.5 – 1.3 | ||
| Wear resistance | AH8015 | HJ | ||||||
| Low cutting force | AH3225 | HL | 0.4 – 1 | |||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40HRC | First choice | AH3225 | HJ | 100 – 200 | 0.4 – 1 | ||
| Wear resistance | AH8015 | HJ | ||||||
| Low cutting force | AH3225 | HL | 0.2 – 0.8 | |||||
| Austenitic Stainless steel SUS304, SUS304, etc.SUS304, SUS304, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200HB | First choice | AH3135 | HL | 100 – 200 | 0.3 – 0.9 | ||
| Fracture resistance | HJ | |||||||
| Martensitic Stainless steel SUS410, SUS420J1, etc.SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200HB | First choice | AH3135 | HL | 100 – 300 | 0.3 – 0.9 | ||
| Fracture resistance | HJ | |||||||
| Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | First choice | AH120 | HJ | 100 – 300 | 0.5 – 1.3 | ||
| Fracture resistance | AH3225 | |||||||
| Ductile cast iron FCD400, etc. 400-15, 600-3, etc. |
150 – 250HB | First choice | AH120 | HJ | 80 – 250 | 0.5 – 1.3 | ||
| Fracture resistance | AH3225 | |||||||
| Titanium alloy Ti-6AI-4V, etc. |
150 – 250HB | First choice | AH3135 | HL | 30 – 60 | 0.3 – 0.7 | ||
| Fracture resistance | HJ | |||||||
| Superalloys Inconel718, etc. |
150 – 250HB | First choice | AH8015 | HL | 20 – 50 | 0.1 – 0.3 | ||
| Fracture resistance | HJ | |||||||
| Hardened steel | SKD61, etc.SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH3225 | HJ | 50 – 150 | 0.1 – 0.5 | |
| Wear resistance | AH8015 | |||||||
| SKD11, etc.SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH8015 | HJ | 50 – 70 | 0.05 – 0.2 | ||
- When using a long shank or modular head with long overhang, please lower the cutting conditions (Vc, fz, ap) to 70% of the maximum conditions for the standard shank.
LNMX06-HJ
| ISO | Workpiece material | Hardness | Priority | Grade | Chip- breaker |
Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
| lLow carbon steel S15C, SS400, etc.S15C, SS400, etc. C15, C20, etc. |
– 300HB | First choice | AH3225 | HJ | 100 – 300 | 0.3 – 1.1 | ||
| Wear resistance | AH8015 | |||||||
| Carbon steel, Alloy steel S55C, SCM440, etc.S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300HB | First choice | AH3225 | HJ | 100 – 250 | 0.3 – 1.1 | ||
| Wear resistance | AH8015 | |||||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40HRC | First choice | AH3225 | HJ | 100 – 200 | 0.2 – 0.7 | ||
| Wear resistance | AH8015 | |||||||
| Austenitic Stainless steel SUS304, SUS304, etc.SUS304, SUS304, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200HB | First choice | AH3135 | HJ | 100 – 200 | 0.2 – 0.7 | ||
| First choice | ||||||||
| Martensitic Stainless steel SUS410, SUS420J1, etc.SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200HB | First choice | AH3135 | HJ | 100 – 300 | 0.2 – 0.7 | ||
| Fracture resistance | ||||||||
| Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | First choice | AH120 | HJ | 100 – 300 | 0.3 – 1.1 | ||
| Fracture resistance | AH3225 | |||||||
| Ductile cast iron FCD400, etc. 400-15, 600-3, etc. |
150 – 250HB | First choice | AH120 | HJ | 80 – 250 | 0.3 – 1.1 | ||
| First choice | AH3225 | |||||||
| Titanium alloy Ti-6AI-4V, etc. |
150 – 250HB | First choice | AH3135 | HJ | 30 – 60 | 0.15 – 0.6 | ||
| Superalloys Inconel718, etc. |
150 – 250HB | Wear resistance | AH8015 | HJ | 20 – 50 | 0.05 – 0.3 | ||
| Hardened steel | SKD61, etc.SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH3225 | HJ | 50 – 150 | 0.1 – 0.3 | |
| Wear resistance | AH8015 | |||||||
| SKD11, etc.SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH8015 | HJ | 50 – 70 | 0.05 – 0.15 | ||
- When using a long shank or modular head with long overhang, please lower the cutting conditions (Vc, fz, ap) to 70% of the maximum conditions for the standard shank.
For more information about this product, visit our online e-catalog or download the product report:
Metric
Imperial

Industries |
|
Industries Learn more |

e-Catalog |
|
e-Catalog Learn more |
Resources
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixTool management system
MatrixTool management system Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.