


Multi-functional system for diverse grooving needs
TungCut has a wide selection of standard items; inserts and toolholders are applicable for all grooving operations


TungModularSystem

TungFeed-Blade

WavyJoint
Applications & Features
Applications



Features
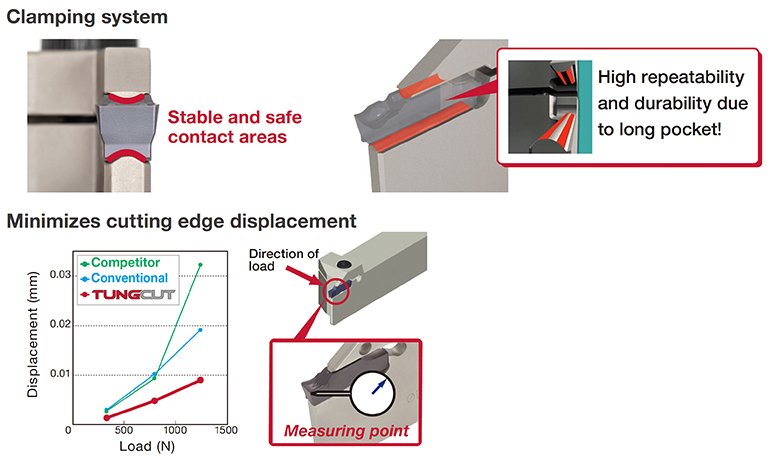
1. High clamping rigidity
For stable tool life and accuracy.
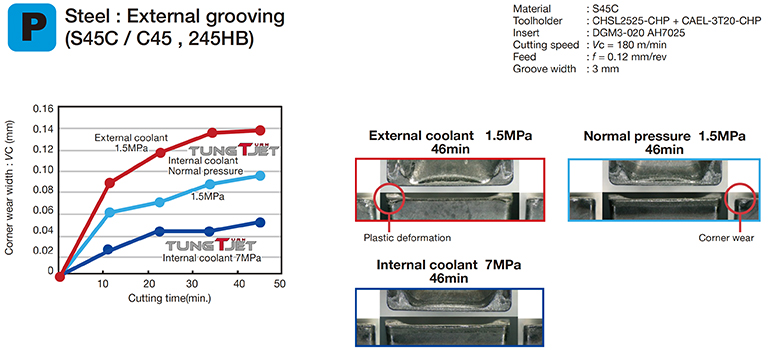
2. Benefits of TungTurn-Jet high pressure coolant supply
Drastically improved tool life.
3. Chip breaker for grooving and turning
Inserts & Grades
Inserts

TungCut Inserts for External Grooving, Turning and Parting-off
- CW = 1.0 – 8.0 mm (.039″ – .315″)

TungCut & TungShortCut Inserts for Undercutting and Profiling
- CW = 1.85 – 8.0 mm (.073″ – .315″)

TungCut & TungShortCut Inserts for Internal Grooving and Turning
- CW = 0.8 – 8.0 mm (.031″ – .315″)

TungCut Inserts for Face Grooving and Turning
- CW = 1.2 – 8.0 mm (.047″ – .315″)

TungCut CBN Inserts for Grooving and Turning
- CW = 2.0 – 5.0 mm (.079″ – .197″)

TungCut PCD Inserts for Grooving and Turning
- CW = 2.0 – 5.0 mm (.079″ – .197″)
Main Grades
AH7025
![]()
![]()
![]()
- P20 – P30 / M20 – M30 / S15 – S25
- Excellent wear resistance and high rigidity
- First choice for grooving of various materials
T9225
![]()
- P15 – P25
- First choice for roughing to medium cutting
- High fracture resistance
BX360
![]()
- Suitable for general machining of hardened steel
Toolholders
Grooving, Turning & Parting

TungCut Toolholders
Multi-functional system for diverse grooving needs
Internal Grooving & Turning

TungShortCut Toolholders
Toolholder that accommodates downsized internal grooving insert
Other

TungCut Tool Blocks, Shanks
Multi-functional system for diverse grooving needs
Other

Practical examples
Example #1
Miniature / Electronic Industry
| Part: | Ring encoder |
| Material: | SUM22L |
| Toolholder: | CTER2020-4T25 |
| Insert: | DGM4-030 |
| Grade: | AH7025 |
| Cutting conditions: | Vc = 180 (m/min) f = 0.2 (mm/rev) CW = 4 (mm/min) CDX = 8 (mm) Application: Parting off Coolant: Wet |

Example #2
General Engineering
| Part: | Gear Housing |
| Material: | SCM420 / 20Cr4 |
| Toolholder: | CTER2525-3T09 |
| Insert: | DTX3-030 |
| Grade: | AH725 |
| Cutting conditions: | Vc = 120 (m/min) f = 0.15 (mm/rev) CW = 3 (mm) CDX = 7 (mm) Application: Grooving Coolant: Wet |

Example #3
General Engineering
| Part: | Valve |
| Material: | SUS304 / X5CrNi18-9 |
| Toolholder: | CTIR25-3T05-D250 |
| Insert: | DTX3-030 |
| Grade: | AH7025 |
| Cutting conditions: | Vc = 80 (m/min) f = 0.08 (mm/rev) CW = 3 (mm) CDX = 2.2 (mm) Application: Grooving Coolant: Wet |

Standard cutting conditions
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|---|---|
 |
Steel S45C, SCM435, etc. C45, 34CrMo4, etc. |
< 300 HB | First choice | AH7025, AH725, SH7025 | 50 – 180 |
| < 300 HB | Wear resistance | T9225, AH8005 | 80 – 300 | ||
| < 300 HB | Impact resistance | AH6235 | 50 – 120 | ||
| < 300 HB | Surface quality | NS9530 | 80 – 220 | ||
 |
Stainless steel SUS303, SUS304, etc. X10CrNiS18-9, X5CrNi18-9, etc. |
< 200 HB | First choice | AH7025, AH725, SH7025 | 50 – 120 |
| < 200 HB | Wear resistance | AH8005 | 50 – 120 | ||
| < 200 HB | Impact resistance | AH6235 | 50 – 120 | ||
 |
Grey cast iron FC250, etc. 250, etc. |
– | First choice | T515 | 150 – 700 |
| – | Impact resistance | AH8005, AH7025, AH6235 | 50 – 180 | ||
| Ductile cast iron FCD450, etc. 450-10S, etc. |
– | First choice | T515 | 150 – 300 | |
| – | Impact resistance | AH8005, AH7025, AH6235 | 50 – 120 | ||
 |
Aluminium alloys Si < 12% |
– | First choice | TH10 | 100 – 500 |
| – | First choice | KS05F | 100 – 600 | ||
 |
Superalloys Inconel718, etc. |
< HRC 40 | First choice | AH8005 | 20 – 60 |
| < HRC 40 | Impact resistance | AH7025, AH725, AH6235 | 20 – 40 | ||
| Titanium alloys Ti-6Al-4V, etc. |
< HRC 40 | First choice | KS05F | 20 – 100 | |
| < HRC 40 | Impact resistance | AH7025, AH725 | 20 – 80 |
DTV
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
|
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
AH7025 | 50 – 180 | 0.05 – 0.3 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
AH7025 | 50 – 180 | 0.05 – 0.3 | |
|
Stainless steels SUS304, X5CrNi18-9, etc. |
AH7025 | 50 – 120 | 0.05 – 0.3 |
|
Grey cast iron FC250, etc. 250, etc. |
AH7025 | 50 – 180 | 0.05 – 0.3 |
| Ductile cast iron FCD450, etc. 450-10S, etc. |
AH7025 | 50 – 120 | 0.05 – 0.3 | |
|
Titanium alloys Ti-6AI-4V, etc. |
AH7025 | 20 – 80 | 0.05 – 0.3 |
| Superalloys Inconel718, etc. |
AH7025 | 20 – 80 | 0.05 – 0.3 |
STV*S
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
|
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
AH725 | 50 – 180 | 0.05 – 0.1 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
AH725 | 50 – 180 | 0.05 – 0.1 | |
|
Stainless steels SUS304, etc. X5CrNi18-9, etc. |
AH725 | 50 – 120 | 0.05 – 0.1 |
|
Grey cast iron FC250, etc. 250, etc. |
AH725 | 50 – 180 | 0.05 – 0.1 |
| Ductile cast iron FCD450, etc. 450-10S, etc. |
AH725 | 50 – 120 | 0.05 – 0.1 | |
|
Superalloys Inconel718, etc. |
AH725 | 20 – 80 | 0.05 – 0.1 |
| Titanium alloys Ti-6AI-4V, etc. |
AH725 | 20 – 80 | 0.05 – 0.1 |
STX
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|---|---|
 |
External grooving | > 50 HRC | First choice | BX360 | 80 – 150 |
| Groove wall cutting | |||||
| Side turning | |||||
| Internal grooving | > 50 HRC | First choice | BX360 | 80 – 120 | |
| Face grooving |
| ISO | Workpiece material | Grade | Operation | Cutting speed Vc (m/min) |
Feed f(mm/rev) |
Depth of cut ap (mm) |
|---|---|---|---|---|---|---|
|
Aluminium alloys Si ≦ 12% |
DX160 | Grooving | 200 – 2000 | 0.05 – 0.15 | – |
| DX160 | Turning | 200 – 2000 | 0.07 – 0.3 | < 1 | ||
| Aluminium alloys Si ≧ 12% |
DX160 | Grooving | 200 – 1500 | 0.05 – 0.15 | – | |
| DX160 | Turning | 200 – 1500 | 0.07 – 0.3 | < 1 | ||
| Copper and copper alloys | DX160 | Grooving | 200 – 1500 | 0.05 – 0.15 | – | |
| DX160 | Turning | 200 – 1500 | 0.07 – 0.3 | < 1 | ||
| Carbon / Graphites | DX160 | Grooving | 200 – 500 | 0.05 – 0.15 | – | |
| DX160 | Turning | 200 – 500 | 0.07 – 0.3 | < 1 | ||
| Ceramic | DX160 | Grooving | 100 – 200 | 0.02 – 0.1 | – | |
| DX160 | Turning | 100 – 200 | 0.02 – 0.1 | < 1 | ||
| Tungsten carbide(HRA80 – 95) | DX160 | Grooving | 5 – 30 | 0.02 – 0.1 | – | |
| DX160 | Turning | 5 – 30 | 0.02 – 0.1 | 0.02 – 0.2 |
SGN
| ISO | Grade | Edge preparation | Workpiece condition | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|---|
|
BX360 | No symbol | Continuous | 80 – 150 | 0.03 – 0.08 |
| -S | Light interrupted | 50 – 120 | 0.03 – 0.08 | ||
| -H | Heavy interrupted | 40 – 100 | 0.03 – 0.06 |
STR
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|---|---|
|
External profiling | > 50 HRC | First choice | BXA10 | 80 – 180 |
STH
| ISO | Grade | CW | Application | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feed f (mm/rev) |
|---|---|---|---|---|---|---|
|
BXA10 | 3 | External turning | 100 – 230 | 0.08 – 0.12 | 0.4 – 1 |
| Face turning | 100 – 230 | 0.08 – 0.12 | 0.4 – 0.8 | |||
| 5 | External turning | 100 – 230 | 0.08 – 0.12 | 0.5 – 1.5 | ||
| Face turning | 100 – 230 | 0.08 – 0.12 | 0.5 – 0.8 |
For more information about this product, visit our online e-catalog or download the product report:



Online shop |
|
Online shop Learn more |

e-Catalog |
|
e-Catalog Learn more |
Resources
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixTool management
system
MatrixTool management
system