Fresas de ranurado como opción de mecanizado ─ Ampliando las posibilidades con una sola herramienta: desde ranuras profundas, paredes laterales y tronzado hasta la prevención de interferencias
Las fresas de ranurado suelen considerarse herramientas “tradicionales”, dedicadas exclusivamente al tronzado y al mecanizado de ranuras.
Sin embargo, en realidad son herramientas altamente versátiles y productivas, capaces de cubrir aplicaciones a las que las fresas de extremo tienen dificultades para acceder, como ranuras profundas, mecanizado preciso de paredes laterales, ranuras estrechas, chaveteros, mecanizado simultáneo de dos caras paralelas y operaciones para evitar interferencias.
Gracias a la gran cantidad de filos de corte distribuidos en su periferia, permiten minimizar la longitud de salida de la herramienta y utilizar un diámetro favorable en relación con el ancho de la ranura. Aprovechando estas características, operaciones que anteriormente se descartaban debido a vibraciones, deflexión de paredes o acumulación de viruta pueden convertirse en procesos estables para producción en serie.
En este artículo explicamos los fundamentos de las fresas de ranurado, las aplicaciones en las que destacan y los criterios para su selección. Además, profundizamos en la configuración de las condiciones de corte para maximizar su rendimiento, especialmente en el concepto de espesor de viruta, un aspecto que a menudo se pasa por alto.

¿Qué aprenderá en este artículo?
- ¿Qué es una fresa de ranurado? Diferencias con las fresas de extremo
- ¿Por qué las fresas de ranurado son eficaces para ranuras profundas, paredes laterales y operaciones de tronzado?
- Tipos de fresas de ranurado y aplicaciones recomendadas
- Fresas de extremo vs. fresas de ranurado: criterios clave para una selección adecuada de herramienta
- Consejos básicos para un mecanizado estable
- Comprensión del espesor de viruta cuando la relación ae/DC es pequeña
- Problemas comunes y aspectos a revisar
- Cortadores de forma especial como alternativa de mecanizado
- Resumen
1. ¿Qué es una fresa de ranurado? ─ Una herramienta que corta con los filos periféricos laterales
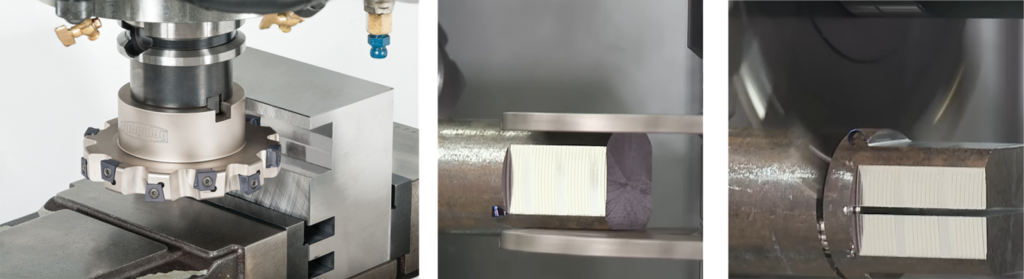
Las fresas de ranurado son un grupo de herramientas que utilizan los filos de corte ubicados en la periferia lateral de la herramienta para mecanizar ranuras, escalones y superficies planas. Se emplean en aplicaciones como ranuras profundas y estrechas, operaciones que requieren alta precisión en paredes laterales, tronzado, chaveteros y mecanizado simultáneo de dos caras paralelas.
Una idea equivocada bastante común es considerarlas herramientas “tradicionales” destinadas únicamente al tronzado y al ranurado. Sin embargo, en aplicaciones reales de mecanizado también son muy eficaces para el fresado de escalones y el fresado frontal en zonas donde es necesario evitar interferencias. Con la creciente adopción del mecanizado de 5 ejes, estas herramientas están recuperando protagonismo gracias a su capacidad para acercarse a la pieza desde un costado utilizando una longitud de herramienta reducida.
Diferencias con herramientas similares
| Herramienta | Principales ventajas | Diferencia respecto a una fresa de ranurado |
|---|---|---|
| Fresa frontal | Fresado Frontal | No es adecuada como sustituto para el mecanizado de paredes laterales. |
| Fresa de extremo | Mecanizado de propósito general | En ranuras profundas requiere una gran longitud de salida, aumentando la deflexión y las vibraciones. |
| Sierra de ranurar | Tronzado y ranuras estrechas | Es una versión de hoja delgada de una fresa de ranurado. |

2. Aplicaciones típicas donde las fresas de ranurado son más efectivas
Cuando el ancho de la ranura es reducido en relación con su profundidad
Al utilizar fresas de extremo, la longitud de salida de la herramienta aumenta, lo que incrementa el riesgo de deflexión, vibraciones y errores dimensionales. Las fresas de ranurado suelen ofrecer ventajas en estas aplicaciones porque, incluso cuando el espesor de corte es pequeño respecto al diámetro de la herramienta, el soporte mediante arbor y la rigidez del disco proporcionan una mayor estabilidad.
Cuando se requiere precisión angular y paralelismo en las paredes laterales
El fresado con fresas de ranurado es especialmente eficaz para generar superficies laterales con alta precisión. En operaciones de fresado múltiple (gang milling), es posible utilizar dos cortadores junto con separadores para mecanizar dos caras paralelas en una sola pasada, mejorando la productividad y la consistencia dimensional.
Cuando se busca reducir el desperdicio de material en operaciones de tronzado y ranuras estrechas
Las herramientas de hoja delgada generan un ancho de corte reducido, lo que contribuye a minimizar la pérdida de material. Incluso en ranuras profundas y estrechas, es posible alcanzar una alta eficiencia siempre que la geometría de la herramienta y la evacuación de viruta estén correctamente optimizadas.
Evitación de interferencias y acceso en mecanizado de 5 ejes
Las fresas de ranurado permiten acceder lateralmente a zonas donde una fresa frontal de gran diámetro tendría dificultades para trabajar desde la parte frontal o donde una fresa de extremo larga no dispondría del espacio libre necesario. En los centros de mecanizado de 5 ejes, la mayor libertad de orientación del eje de la herramienta incrementa aún más el valor de las fresas de ranurado como solución de mecanizado.
PUNTO CLAVE
Una alternativa para evitar interferencias sin sacrificar rigidez
Las fresas de ranurado no son herramientas exclusivas para el mecanizado de ranuras. Son una alternativa eficaz para mejorar la viabilidad del mecanizado en aplicaciones como:
Ranuras profundas, mecanizado de paredes laterales, operaciones de tronzado, mecanizado con acceso lateral.
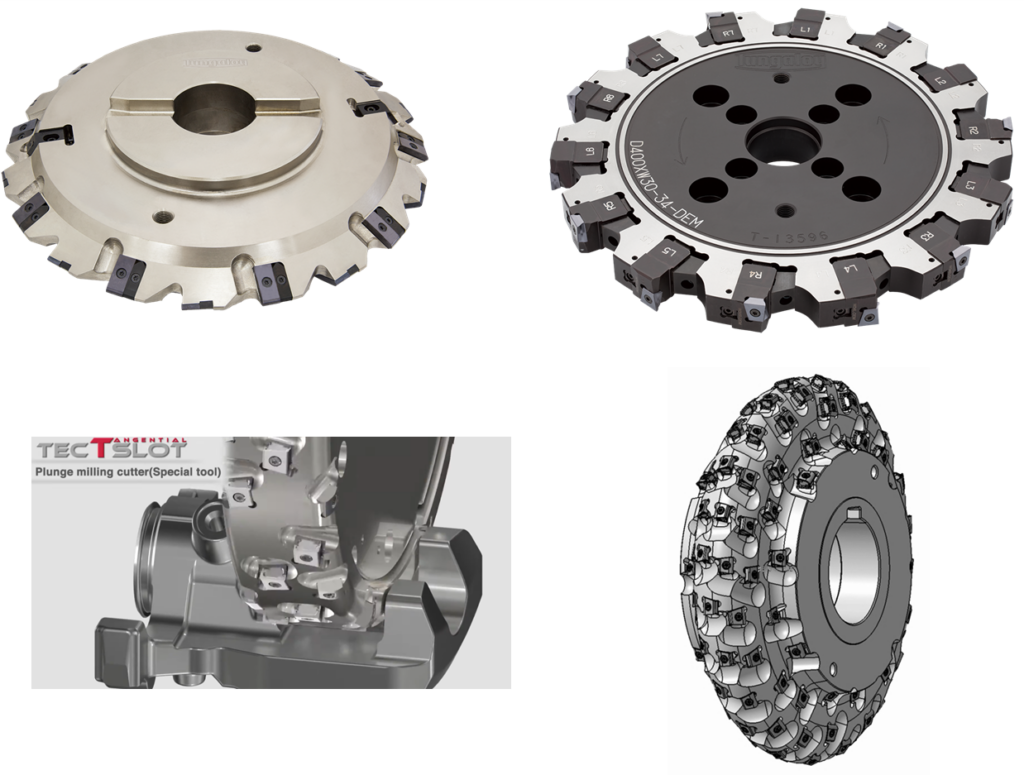
3. Clasificación básica de los cortadores de ranurado ─ ¿Qué tipo debe elegir?
| Tipo | Aplicaciones principales | Situaciones adecuadas |
|---|---|---|
| Tipo hoja delgada / Sierra de ranurar | Tronzado y ranuras estrechas | Profundidad mayor que el ancho, menor pérdida de material |
| Fresa lateral y frontal | Ranuras, paredes laterales y superficies de fondo | Mecanizado estable en aplicaciones como chaveteros |
| Fresa lateral simple | Mecanizado de escalones por un solo lado | Mecanizado escalonado y acabado de un solo lado |
| Fresa de ranurado de forma | Generación de perfiles | Mecanizado de alta eficiencia y piezas de producción en serie |
Al seleccionar una fresa, verifique el ancho de corte, el rango de anchos disponibles, la evacuación de viruta y la posibilidad de indexación. Para la producción en serie, las herramientas indexables se convierten en una excelente opción.

4. Criterios para cambiar de una fresa de extremo a una fresa de ranurado
Cuándo son adecuadas las fresas de extremo
Las fresas de extremo son adecuadas cuando su versatilidad representa una ventaja, como en ranuras poco profundas, geometrías complejas, mecanizado con una sola herramienta en máquinas de uso general y producción de pequeños lotes donde se prioriza la eficiencia de preparación.
Cuándo son ventajosas las fresas de ranurado
Las fresas de ranurado son una excelente opción para ranuras profundas y estrechas, mecanizado preciso de paredes laterales, tronzado y ranuras angostas, recorridos de mecanizado largos, producción en serie, mecanizado de dos caras paralelas, prevención de interferencias y mecanizado con acceso lateral en máquinas de 5 ejes.
Si tiene dudas, considere una fresa de ranurado cuando observe las siguientes señales
- La ranura es profunda pero estrecha.
- Se presentan vibraciones con una fresa de extremo o el ancho de la ranura es inestable.
- Las virutas se acumulan, las paredes laterales se deforman o la fresa de extremo se rompe.
- El tiempo de mecanizado es prolongado.
- La herramienta no puede acceder desde la parte frontal o debe evitarse una longitud de salida excesiva.
PUNTO CLAVE
Las fresas de ranurado suelen estar entre las opciones más productivas para el mecanizado de ranuras.
Gracias a que cuentan con numerosos filos de corte en su periferia, permiten reducir longitudes de salida innecesarias y utilizar un diámetro favorable en relación con el ancho de la ranura; por ello, su ventaja sobre las fresas de extremo se incrementa especialmente a medida que la ranura se vuelve más estrecha.
5. Consejos básicos para maximizar el rendimiento ─ Longitud de salida, número de dientes y virutas
1. Mantenga la longitud de salida lo más corta posible
La longitud del arbor, la rigidez del soporte, la precisión de los espaciadores y la precisión del montaje afectan directamente el resultado final. Una longitud de salida excesiva puede provocar deflexión de las paredes laterales, variaciones dimensionales y vibraciones.
2. Más dientes no siempre es mejor
Un mayor número de dientes puede mejorar la productividad, pero reduce la capacidad de alojamiento de viruta. En materiales adherentes, aplicaciones que generan virutas largas y ranuras profundas, aumentar el número de dientes puede tener el efecto contrario. También puede ocasionar problemas relacionados con el espesor efectivo de viruta, tema que se abordará más adelante.
3. No subestime el descentramiento
La suciedad en las superficies de montaje, una baja precisión de los espaciadores o una sujeción insuficiente pueden concentrar la carga en determinados filos de corte. Esto puede provocar un mal acabado superficial, despostillamiento y pérdida de precisión en el ancho mecanizado, por lo que la verificación antes del montaje es fundamental.
4. Dé máxima prioridad a la evacuación de viruta
Un problema típico en las ranuras profundas es el recorte de virutas o el atascamiento de las mismas. El alcance del refrigerante, la dirección de evacuación de la viruta y la dirección de corte deben considerarse de manera conjunta.
5. La vida útil de la herramienta cambia según la forma en que la fresa entra en la pieza de trabajo
Si la herramienta entra repentinamente a plena carga, las virutas gruesas en la zona de salida y el impacto pueden reducir la vida útil de la herramienta. La entrada progresiva (roll-in) y la reducción del avance durante la entrada son contramedidas eficaces.
6. El aspecto que más se pasa por alto en las fresas de ranurado ─ Espesor de viruta
Debido a su estructura, las fresas de ranurado suelen trabajar con relaciones ae/DC pequeñas. Si las condiciones de corte se determinan únicamente con base en el avance aparente, el filo puede terminar “rozando en lugar de cortar”.
Conclusión
La herramienta apenas está comprometida en el corte, pero el avance se reduce aún más.
Este es el patrón de falla más común en las fresas de ranurado. Cuando aparecen ruido, sobrecalentamiento, desgaste prematuro o un mal acabado superficial, lo primero que debe revisarse es el espesor de viruta.
Pasos para recuperar un corte adecuado
- Verifique que el espesor de viruta sea suficiente para la relación ae/DC utilizada.
- Aumente fz hasta un valor adecuado
- Si es necesario, reduzca el número de dientes para incrementar el trabajo realizado por cada diente.
- Reajuste el equilibrio entre la velocidad del husillo y el avance.
- Pase de un estado de “rozamiento” nuevamente a un “corte efectivo”.
PUNTO CLAVE
Dependiendo de cómo se establezcan las condiciones de corte, es posible que usted mismo esté limitando el rendimiento de la herramienta.
Las fresas de ranurado son herramientas de alta productividad. Antes de asumir que “la herramienta no puede cortar”, considere primero que el avance podría ser simplemente demasiado bajo.
Calculadora sencilla de espesor de viruta
Al ingresar el diámetro de la herramienta (DC), la profundidad radial de corte (ae), el número de dientes (z), la velocidad del husillo (n) y el avance de mesa (Vf), esta herramienta calcula instantáneamente el avance por diente (fz), el espesor máximo de viruta (hex), el espesor promedio de viruta (hm) y la relación ae/DC.
ae/DC = ae / DC
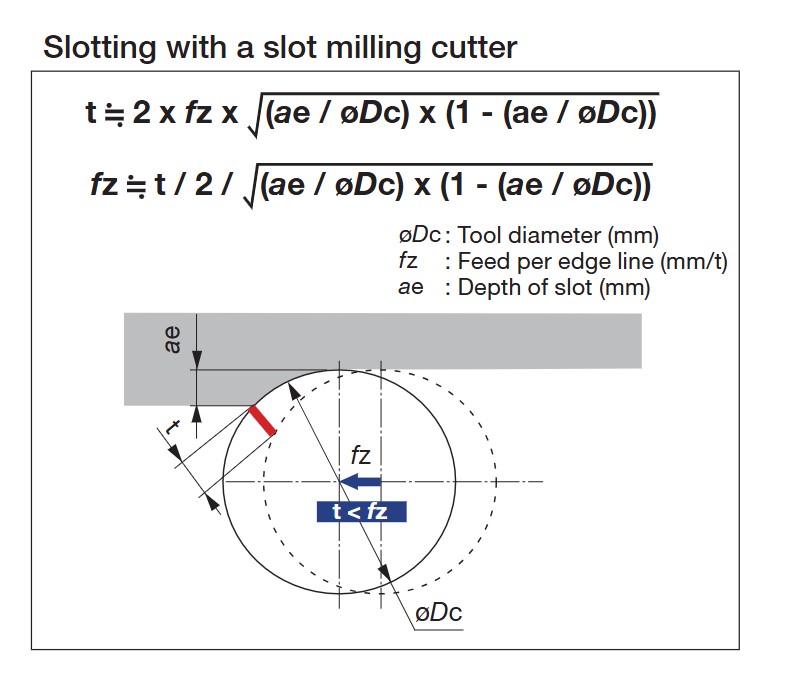
hex = 2 × fz × √{(ae/DC) × (1 – ae/DC)}
hm = fz × 2 × (ae/DC) / φ
*Fórmulas aproximadas para fresado periférico cuando ae < DC. Para ranurado completo, establezca ae = DC, donde hex = fz y hm ≒ 2fz/π
Cómo utilizar la calculadora
- Ingrese sus condiciones actuales de mecanizado: DC, ae, z, n y Vf.
- Si hex es inferior a 0.02 mm, existe un alto riesgo de rozamiento. Considere aumentar fz o reducir el número de dientes.
- Si la relación ae/DC es inferior al 10 %, con frecuencia es necesario aumentar el avance varias veces por encima del fz aparente para lograr un corte adecuado.
7. Guía de solución de problemas según el síntoma
| Síntoma | Causas principales | Puntos a revisar |
|---|---|---|
| Vibración | Longitud de salida excesiva / entrada repentina al corte / rozamiento debido a un avance insuficiente | Reduzca la longitud de salida, disminuya ligeramente la velocidad del husillo, aumente el fz para lograr un corte efectivo y revise la geometría del filo y el número de dientes. |
| Ancho de ranura inestable | Descentramiento / presencia de partículas durante el montaje / deflexión de piezas de pared delgada | Revise los espaciadores y las superficies de contacto, considere configuraciones de ancho ajustable y mejore la sujeción de la pieza. |
| Deflexión de paredes laterales | Deflexión del arbor / falta de paralelismo en los soportes / fuerza de corte excesiva | Verifique el paralelismo de los soportes, reduzca la longitud de salida y revise la cantidad de material removido por pasada. |
| Despostillamiento del filo o desgaste prematuro | Acumulación de viruta / impacto durante la entrada / carga desigual | Mejore la evacuación de viruta, reduzca el avance durante la entrada, minimice el descentramiento y revise el número de dientes. |
| Sobrecalentamiento o ruido agudo | Velocidad de corte excesiva / rozamiento debido a un avance demasiado bajo / resonancia de una sierra de hoja delgada | Primero reduzca la velocidad del husillo y después ajuste el avance adecuado. Evite velocidades de corte excesivas al utilizar sierras de ranurado de hoja delgada. |
8. Fresas de ranurado especializadas para industrias específicas ─ El mundo de las fresas de forma especiales
Los productos estándar de catálogo y los sistemas automáticos de diseño solo pueden cubrir formas especiales que pueden expresarse mediante parámetros. Sin embargo, en la manufactura real existe una clara necesidad de terminar perfiles complejos en una sola pasada.
Aquí es donde entran en juego las fresas de forma especiales totalmente personalizadas. Tungaloy cuenta con una amplia experiencia en aplicaciones industriales como la automotriz, maquinaria de construcción, energía y maquinaria industrial.
PUNTO CLAVE
Personalización adaptada a cada aplicación industrial
Los sistemas automáticos de diseño están pensados para la rapidez y la estandarización. Las fresas de forma especiales están diseñadas para integrar geometrías complejas que las herramientas estándar no pueden cubrir en una sola herramienta.
1. Fresas para mecanizado de engranes ─ Rendimiento comprobado en maquinaria de construcción, maquinaria agrícola, maquinaria industrial y engranes para energía eólica
- Aplicación: Mecanizado de perfiles de dientes para engranes, ejes estriados, dentados y componentes similares.
- Ventaja: El perfil del diente está integrado en el filo de corte, permitiendo formar el espacio entre dientes en una sola pasada. El mecanizado de engranes puede realizarse con mayor facilidad en centros de mecanizado de uso general.
- Principal atractivo: Diseño totalmente personalizado según el módulo, número de dientes, ángulo de presión y desplazamiento del perfil.
2. Fresas para el mecanizado de soportes y cálipers de freno
- Aplicación: Mecanizado de ranuras escalonadas, ranuras arqueadas y perfiles complejos en cálipers de freno automotrices, soportes de suspensión y componentes de chasis.
- Ventaja: Diseño optimizado de la disposición de dientes que reduce las vibraciones en piezas de baja rigidez.
- Principal atractivo: Diseño de especificaciones que equilibra la vida útil de la herramienta y la estabilidad dimensional en líneas de producción en serie.
3. Fresas para el mecanizado de rotores de tornillo
- Aplicación: Desbaste y semiacabado de ranuras en rotores macho y hembra para compresores de tornillo, bombas de tornillo y bombas de vacío.
- Ventaja: Los perfiles complejos de tornillo se mecanizan mediante una geometría de filo diseñada específicamente para la aplicación.
- Principal atractivo: Diseño completamente personalizado, prácticamente único para cada diámetro de rotor, paso helicoidal y perfil de diente. También permite mecanizar alturas de diente elevadas y curvas complejas.

Amplio historial de implementación en diversas industrias
Las fresas de forma especiales de Tungaloy han sido utilizadas durante muchos años en plantas de producción en serie de industrias clave como la automotriz, maquinaria de construcción, maquinaria agrícola, maquinaria industrial y energía. A través de aplicaciones como engranes, soportes y cálipers, así como rotores de tornillo, Tungaloy ha acumulado conocimientos de diseño y una amplia biblioteca de aplicaciones que responden a los requerimientos de mecanizado de cada industria.
Conclusión
Las geometrías que no pueden expresarse completamente mediante sistemas automáticos de diseño son precisamente donde destacan las fresas de forma especiales.
Gracias a la experiencia comprobada de Tungaloy en múltiples industrias, es posible diseñar fresas optimizadas para cada desafío de mecanizado.
Resumen ─ Cómo aprovechar al máximo el valor de las fresas de ranurado
Las fresas de ranurado no son “herramientas exclusivas para tronzado y ranurado”. Demuestran su verdadero valor en desafíos de mecanizado modernos como ranuras profundas, precisión en paredes laterales, prevención de interferencias y mecanizado con acceso lateral en máquinas de 5 ejes.
Sin embargo, debido a que las fresas de ranurado suelen trabajar con relaciones ae/DC pequeñas por sus características de diseño, comprender el espesor de viruta es el punto de partida para establecer correctamente las condiciones de corte.
- Las fresas de ranurado destacan en operaciones de ranurado, mecanizado de paredes laterales, tronzado y prevención de interferencias.
- En aplicaciones de ranurado, suelen encontrarse entre las opciones más productivas.
- La longitud de salida, el montaje y el descentramiento determinan el resultado final.
- Más dientes no siempre significa un mejor resultado. Verifique la capacidad de alojamiento de viruta y la evacuación de virutas.
- No asuma de inmediato que “la herramienta no puede cortar”; primero considere que “el avance puede ser demasiado bajo”.
- Cuando la relación ae/DC es pequeña, revise siempre el espesor de viruta.
- Para geometrías que no pueden resolverse con herramientas estándar o sistemas automáticos de diseño, las fresas de forma especiales pueden permitir la consolidación de procesos.
La selección de una fresa de ranurado puede abordarse de forma gradual según la complejidad del desafío de mecanizado: “series estándar / herramientas de cabezal intercambiable → herramientas especiales generadas mediante sistemas automáticos de diseño → fresas de forma especiales totalmente personalizadas”. Una vez comprendidos los fundamentos, considere la alternativa que mejor se adapte al nivel de complejidad de su aplicación.