
Este es el camino hacia el éxito recorrido por los representantes de ventas de Tungaloy junto con sus clientes.
¡Lograr 48 horas de funcionamiento desatendido durante el fin de semana! ¿Qué herramienta de chaflanado resolvió el cuello de botella que impedía la fabricación desatendida?
Colaboración en la entrevistaTsubakimoto Mayfran Inc.


Representante de ventas de Tungaloy
Takahiko MurataTakahiko Murata
- Ciudad natal
- Ciudad de Kioto, Prefectura de Kioto
- Carrera
- Se incorporó en enero de 1987 (contratación a mitad de carrera). 36.º año.
- Aficiones
- Empecé a competir en esquí alpino en la escuela secundaria y sigo compitiendo activamente hoy en día.
Durante la temporada baja, todo es golf.
Cualquier persona involucrada en el corte de metales ha visto un “transportador de virutas” al menos una vez. Esta vez, presentamos un estudio de caso de mejora relacionado con los transportadores de virutas.
Tsubakimoto Mayfran Inc., con sede en la ciudad de Koka, Prefectura de Shiga, se estableció en 1973 como una empresa conjunta entre Tsubakimoto Chain Co. y Mayfran International. En 1974, la empresa comenzó la producción de su transportador de virutas “ChipTote”. Desde entonces, la empresa ha desarrollado una amplia gama de productos de manipulación de materiales y ahora es ampliamente conocida como un fabricante integral de equipos de manipulación de materiales y procesamiento de refrigerantes.
Tsubakimoto Mayfran Inc. continúa ofreciendo productos y servicios de la más alta calidad para ganarse la satisfacción y la confianza de los clientes a nivel mundial en el campo de la “manipulación y procesamiento” de “virutas metálicas, refrigerantes y residuos sólidos”.
Tabla de contenidos
- Proyecto de fabricación interna de pasadores de correa
- El proceso de cuello de botella que bloquea el funcionamiento desatendido
- Soluciones para el proceso de cuello de botella
- Fresa de extremo de cabezal intercambiable TungMeister: Amplias variaciones de cabezales de chaflanado
- Lograr 48 horas de funcionamiento desatendido durante el fin de semana
- Hacia un funcionamiento desatendido aún más prolongado
Proyecto de fabricación interna de pasadores de correa
Tsubakimoto Mayfran Inc. fabrica transportadores —su producto estrella— en su fábrica central en la ciudad de Koka, Prefectura de Shiga. La fábrica central es la planta madre que se encarga de todo, desde el trabajo de chapa hasta la soldadura, el montaje y la pintura en un proceso integrado de producción de transportadores. Fue durante este tiempo cuando surgió un problema con la adquisición de pasadores de correa, uno de los componentes clave del transportador. Anteriormente, la fábrica central casi no realizaba operaciones de corte de metales, y los pasadores de correa que requerían mecanizado se subcontrataban para su producción. Sin embargo, se hizo difícil para el subcontratista continuar la producción. Para abordar este problema, se lanzó un proyecto de fabricación interna de pasadores de correa. El Sr. Ichihashi del Departamento de Ingeniería de Producción, quien tenía un profundo conocimiento del corte de metales, fue nombrado líder del proyecto.

“Al traer la producción de pasadores de correa, que antes se subcontrataba, a nuestra fábrica central, podríamos obtener muchos beneficios, por lo que decidimos proceder con la fabricación interna. La producción interna permite una planificación de producción flexible según la demanda y facilita la producción de lotes pequeños. Al subcontratar, necesitábamos mantener grandes inventarios de componentes (trabajo en curso) debido a los tamaños de los lotes de pedido y los plazos de entrega. Al fabricar internamente, podemos ajustar de forma flexible los programas de producción y los tamaños de los lotes para que coincidan con los requisitos del cliente. La implementación de la producción justo a tiempo ha resultado en una reducción significativa del inventario de componentes.”
Este fue un proyecto importante con mejoras esperadas en la eficiencia de la producción.
“Además de las expectativas de reducción del plazo de entrega y reducción del inventario, también establecimos la competitividad de costes como objetivo para este proyecto de lanzamiento. Considerando los costes de producción, la fabricación en el extranjero era una opción, pero producir componentes en la fábrica central —el lugar de montaje final— es óptimo en términos de plazos de entrega de transporte (producción local para consumo local). Por lo tanto, nos propusimos el objetivo de construir una línea de fabricación con competitividad de costes que pueda igualar la producción en el extranjero incluso con la fabricación nacional. Creíamos que la clave para lograr la competitividad de costes era ‘la automatización y el funcionamiento desatendido prolongado’.”
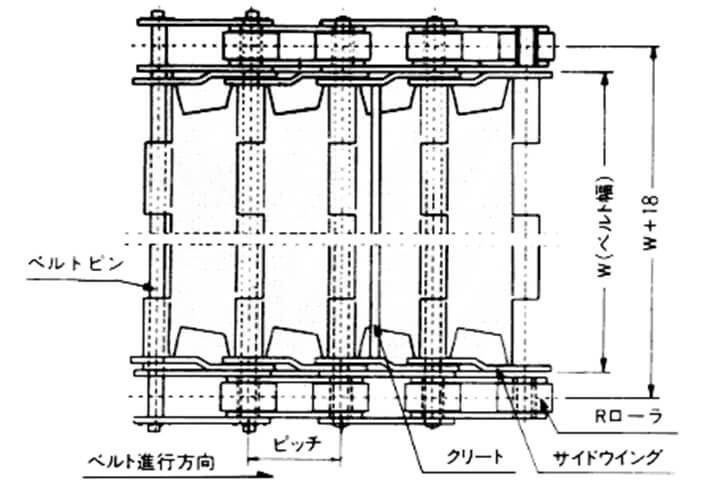
Aspecto y estructura del transportador de correa de acero tipo bisagra
Aspecto de los pasadores de correa

El proceso de cuello de botella que bloquea el funcionamiento desatendido
Para lograr los objetivos establecidos, la construcción de la línea avanzó. Dado que los pasadores de correa son piezas cilíndricas largas, se adoptó un alimentador de barras para el suministro de material. Además, para automatizar el reagarre de piezas de trabajo largas y el mecanizado de ambos extremos, se seleccionó un torno CNC con un subhusillo, automatizando todo, desde la carga de la pieza de trabajo, el mecanizado, hasta la descarga de la pieza de trabajo.
Los pasadores de correa vienen en varios modelos con diferentes diámetros y longitudes. Se crearon y verificaron programas de mecanizado para cada modelo, y la puesta en marcha de los primeros componentes mecanizados de la fábrica se completó con éxito.
Aunque la puesta en marcha del mecanizado se completó con éxito, el otro objetivo —lograr un funcionamiento desatendido prolongado— aún no se había cumplido. Las herramientas utilizadas en dos procesos tenían una vida útil corta, y la alta frecuencia de cambios de herramienta imposibilitaba el funcionamiento prolongado.
“Nuestro objetivo era mecanizar modelos con lotes de producción relativamente grandes mediante el funcionamiento desatendido durante los días festivos. Por ejemplo, completar la configuración al salir el viernes y comenzar el mecanizado. Si pudiéramos realizar el mecanizado desatendido durante el fin de semana (sábado y domingo), contribuiría significativamente a la eficiencia de la producción de la línea y a los costes de producción. Para lograr esto, necesitábamos alcanzar aproximadamente 48 horas de funcionamiento desatendido, pero los problemas de vida útil de las herramientas en los procesos de cuello de botella nos impidieron alcanzar el objetivo.”
Procesos de cuello de botella en el mecanizado de pasadores de correa
Proceso de cuello de botella 1: Tronzado / Torneado de acabado de cara frontal
Dado que la producción utilizaba un alimentador de barras, el proceso de tronzado era una de las operaciones principales. Además, debido a las limitaciones en el número de herramientas y estaciones de la torreta necesarias para mecanizar varios modelos, la herramienta de tronzado también se utilizó para el acabado del refrentado con el fin de consolidar el uso de herramientas.
Además, debido a las limitaciones en el número de herramientas y estaciones de torreta necesarias para mecanizar varios modelos, la herramienta de tronzado también se utilizó para el acabado de la cara frontal para consolidar el uso de herramientas.
Proceso de cuello de botella 2: Taladrado de centrado + Chaflanado Para mejorar la precisión de la posición del agujero, se realizó un taladrado de centrado antes del mecanizado del agujero. Dado que estos agujeros requerían un chaflanado en C, el proceso se diseñó para usar una herramienta de chaflanado de 90° introducida más profundamente de antemano para combinar el taladrado de centrado y el chaflanado en una sola operación.
Imagen de mecanizado del proceso de “Taladrado de centrado + Chaflanado”
- Proceso 1
Taladrado de centrado + Chaflanado

- Proceso 2
Taladrado
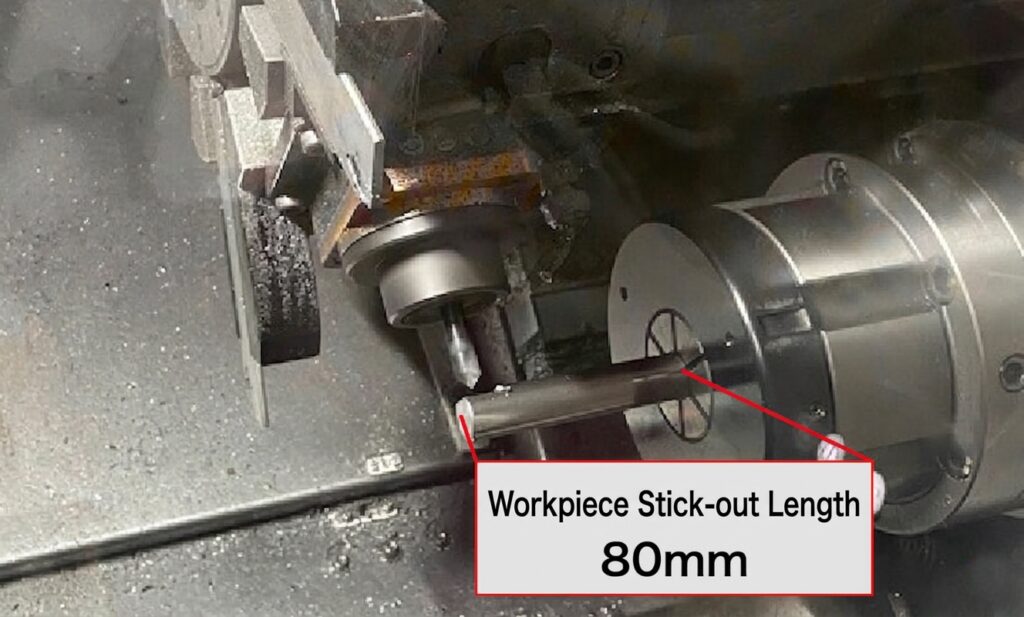
“El proceso que me pareció especialmente problemático fue este proceso de ‘taladrado de centrado + chaflanado’. Debido a la interferencia entre la caja de la pinza que sujeta la pieza de trabajo y la unidad de herramienta rotativa, así como a las limitaciones del rango de fresado de la máquina, la pieza de trabajo necesitaba sobresalir aproximadamente 80 mm para las operaciones de fresado. Además, dado que el mecanizado se realizaba cerca de la cara frontal, tenía que hacerse en una configuración en voladizo. Con la pieza de trabajo en un estado de baja rigidez, el mecanizado se volvió inestable. El traqueteo era particularmente pronunciado en los modelos de pasadores de correa de menor diámetro, lo que resultaba en chaflanes con formas de agujero irregulares.”
“Habíamos solicitado mejoras de herramientas a varios fabricantes y estábamos trabajando en ellas. Un fabricante nos hizo herramientas personalizadas y realizamos pruebas, pero nos costaba encontrar una herramienta que ofreciera la mejora que necesitábamos.”
El objetivo de un funcionamiento desatendido prolongado había llegado a un punto muerto.
Torno CNC con alimentador de barras y subhusillo utilizado para el mecanizado de pasadores centrales

Vista del proceso de “Taladrado de centrado” + “Chaflanado”
Soluciones para el proceso de cuello de botella
Fue por esta época cuando el Sr. Ichihashi y Murata de la Oficina de Ventas de Tungaloy en Kioto se conocieron por primera vez.
Una solicitud de consulta sobre el mecanizado con un producto de taladro que el Sr. Ichihashi había seleccionado llegó a Murata a través de un distribuidor. Cuando Murata visitó al Sr. Ichihashi, se enteró de los desafíos que este enfrentaba.
“Para la mejora de la herramienta de tronzado/torneado de cara frontal, propuse TungCut. TungCut presenta un asiento de plaquitas único en forma de arco que proporciona una fuerte resistencia a las fuerzas laterales, lo que la convierte en una serie de herramientas de ranurado/tronzado capaz no solo de tronzar, sino también de tornear. Seleccioné AH7025, nuestra última calidad, para la plaquita. Dado que esta calidad ya había dado excelentes resultados en otros clientes, recomendé probarla.”
“Cuando probamos AH7025, logramos prolongar la vida útil de la herramienta y resolvimos uno de los procesos de cuello de botella. Originalmente, utilizábamos refrigerante para el mecanizado desde la perspectiva de la vida útil de la herramienta y la calidad del acabado superficial. Sin embargo, el uso de refrigerante requiere un reemplazo periódico debido a la degradación de la calidad del agua, y su eliminación como aceite residual plantea preocupaciones ambientales que se han vuelto cada vez más problemáticas recientemente. Queríamos establecer el mecanizado en seco sin refrigerante. En ese sentido, AH7025 ofreció una calidad de acabado superficial satisfactoria incluso en el mecanizado en seco, al tiempo que logró suficientemente la vida útil objetivo de la herramienta. Nos quedamos sinceramente impresionados por su tecnología de herramientas.”
“Para el otro proceso de cuello de botella —‘taladrado de centrado + chaflanado’—, anticipé que sería una mejora difícil dadas las condiciones de pieza de trabajo de diámetro pequeño y voladizo largo. Dado que la herramienta de cabezal intercambiable TungMeister ofrece una amplia variedad de cabezales de chaflanado, exploré si podíamos seleccionar el cabezal óptimo para el mecanizado de pasadores de correa de esta línea.”

Fresa de extremo de cabezal intercambiable TungMeister: Amplias variaciones de cabezales de chaflanado
La fresa de extremo de cabezal intercambiable TungMeister ofrece una amplia gama de cabezales más allá de los cabezales cuadrados, incluyendo cabezales de avance rápido, de bola, de chaflanado, de taladrado y de ranurado. La línea de herramientas de chaflanado, en particular, presenta cabezales de chaflanado con características claramente diferentes.

“Entre los múltiples tipos de cabezales disponibles, seleccioné el tipo VDS —el diseño de corte más afilado y de menor resistencia— para esta aplicación.”
Los cabezales de chaflanado TungMeister están disponibles en tres tipos: el “tipo VCP con diseño prensado para rentabilidad”, el “tipo VCA con diseño de múltiples filos para productividad” y el “tipo VDS con diseño de gran ángulo de hélice para corte de baja resistencia”.
“Seleccioné el tipo VDS esperando que su gran ángulo de hélice y su diseño de baja resistencia fueran adecuados para esta aplicación. Además, cuando examiné las herramientas de chaflanado de la competencia que utilizaba Tsubakimoto Mayfran, ninguna tenía adelgazamiento aplicado al filo de corte. Pensé que usar el tipo VDS con su característica de adelgazamiento reduciría la fuerza de empuje, suprimiendo así la deflexión de la pieza de trabajo incluso en piezas de trabajo de baja rigidez.”
Línea de cabezales de chaflanado TungMeister

Tipo VCP rentable (con filo de corte central)

Tipo VCA centrado en la productividad (sin filo de corte central)

Tipo VDS centrado en la agudeza (con filo de corte central)
Características del tipo VDS
- Vista frontal del cabezal VDS
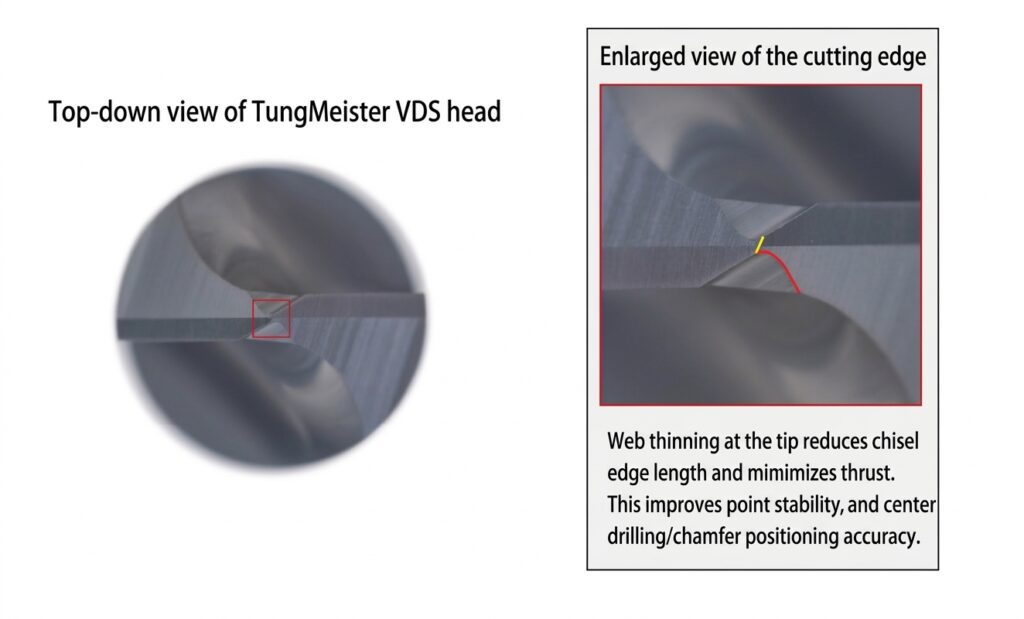
- Cabezal VDS

Lograr 48 horas de funcionamiento desatendido durante el fin de semana
Con grandes expectativas de éxito, comenzaron las pruebas. Mientras que la herramienta convencional había estado mecanizando con traqueteo, el tipo VDS suprimió significativamente la aparición de traqueteo. Después de confirmar el mecanizado estable, las pruebas pasaron a una prueba de producción en funcionamiento. Los resultados de la prueba mostraron:
- Vida útil de la herramienta ampliada a 3000 piezas —5 veces el ajuste anterior de 600 piezas—
- El área chaflanada, que antes tenía una forma irregular, se convirtió en una forma circular limpia, mejorando la calidad del producto
Estas fueron mejoras significativas.
“Los resultados del mecanizado con esta herramienta fueron una asombrosa serie de nuevos descubrimientos. Resolver los dos procesos de cuello de botella y lograr 48 horas de funcionamiento desatendido durante el fin de semana ha contribuido en gran medida a mejorar la productividad en la línea de mecanizado de pasadores de correa. El mecanizado de pasadores de correa utilizando máquinas de uso general aún no se ha logrado ni siquiera en el extranjero, por lo que creo que esta nueva línea se ha construido con una competitividad de costes que puede igualar la producción en el extranjero.”
“Además de la mejora de la estabilidad del mecanizado y la prolongación de la vida útil de la herramienta, también apreciamos la facilidad de cambio de herramienta con TungMeister. Con las herramientas sólidas, cada cambio de herramienta requería aflojar y volver a apretar la pinza, ajustar la longitud del voladizo de la herramienta y realizar correcciones de compensación de la longitud de la herramienta en el programa CNC. También habíamos utilizado herramientas de chaflanado con fijación de cabezal tipo tornillo, pero hubo incidentes en los que los tornillos se cayeron y se perdieron dentro de la máquina durante la extracción. TungMeister, que permite el reemplazo del cabezal utilizando solo una llave sin quitar el vástago, también ha llevado a mejoras en las operaciones de cambio de herramienta.”
Los beneficios únicos de las herramientas de cabezal intercambiable en tornos —donde los cambios de herramienta en la máquina son frecuentes— fueron claramente apreciados.

Chaflanado mecanizado con cabezal TungMeister tipo VDS

Puntos clave de mejora
-
Cabezal de chaflanado de baja resistencia tipo VDS utilizado para “Taladrado de centrado” + “Chaflanado” en condiciones de baja rigidez de la pieza de trabajo — Logró un mecanizado estable y una vida útil de la herramienta drásticamente mejorada
El cabezal tipo VDS presenta un diseño de gran ángulo de hélice y una geometría de filo de corte adelgazada. Reduce la resistencia al corte y suprime la deflexión de la pieza de trabajo, permitiendo un mecanizado estable incluso en condiciones de baja rigidez.
-
La resolución de los procesos de cuello de botella permitió 48 horas de producción desatendida
El mecanizado estabilizado mejoró significativamente la vida útil de la herramienta. La reducción de la frecuencia de cambio de herramienta contribuyó a prolongar el tiempo de funcionamiento desatendido.
Hacia un funcionamiento desatendido aún más prolongado
Tsubakimoto Mayfran no se conforma con las mejoras actuales y ya está avanzando hacia nuevas mejoras.
“Ahora que los dos procesos de cuello de botella se han resuelto, un proceso de mecanizado diferente —el mecanizado frontal— se ha convertido en el cuello de botella actual. Al mejorar este proceso, queremos desafiar las 60 horas de funcionamiento desatendido a continuación.”
Al escuchar el siguiente objetivo, Murata respondió:
“Al igual que el proceso de ‘taladrado de centrado + chaflanado’, el mecanizado frontal también implica condiciones de baja rigidez. Aquí también, quiero buscar un mecanizado estable y una vida útil prolongada de la herramienta seleccionando una fresa con la menor resistencia al corte posible.”
“Desde que me uní a esta empresa, he valorado el lema ‘Una dificultad es una oportunidad’ que me enseñó un colega sénior. Como en este caso, a veces las cosas van bien, pero también hay momentos en que el mecanizado no sale como se esperaba y surgen problemas. Sin embargo, en lugar de rendirse fácilmente, creo que lo más importante es explorar si hay otras ideas o medidas de mejora y seguir desafiando. Siento que resolver problemas en casos particularmente difíciles fortalece la relación de confianza posterior con el cliente.”
Murata se compromete a apoyar también el próximo desafío de lograr 60 horas de funcionamiento desatendido.
“Hay muchas cosas en el mecanizado que solo se pueden entender probándolas. Tenemos la intención de seguir desafiándonos sin estar limitados por los conceptos existentes.”
El Sr. Ichihashi compartió sus aspiraciones para el próximo desafío.
En Tungaloy, continuaremos esforzándonos por apoyar a los profesionales de la fabricación que asumen nuevos desafíos cada día.

Izquierda: Sr. Daisuke Kuroiwa, Jefe de Sección, Departamento de Fabricación, 1.ª Sección de Fabricación
Derecha: Sr. Junpei Ichihashi, Departamento de Ingeniería de Producción
Productos destacados en este artículo
Seleccione la herramienta óptima de una diversa gama de geometrías de herramientas para mejorar la eficiencia del mecanizado
TungMeister
Reduzca drásticamente el tiempo de cambio de herramienta