Fundamentos de los Rompevirutas: de la teoría básica a la selección
Cuando se escucha la palabra “rompevirutas”, muchos pueden imaginar una ranura diseñada para romper las virutas.
En la práctica, sin embargo, un rompevirutas se refiere al conjunto completo de especificaciones del filo de corte, incluidos el ángulo de desprendimiento, el flanco (land) y el honeado.
Es un elemento clave para la estabilidad del proceso, responsable no solo del Chip control, sino también de controlar la resistencia al corte y garantizar la resistencia del filo de corte al mismo tiempo.
Este artículo explica sistemáticamente todo, desde los principios de los rompevirutas hasta los métodos de selección, las consideraciones según el material de la pieza y la resolución de problemas.
Qué aprenderá en este artículo
- ¿Qué es un rompevirutas? — Definición como especificaciones del filo de corte
- ¿Por qué son necesarios los rompevirutas?
- Cuando no usar rompevirutas es la mejor opción
- Cómo se rompen las virutas: el principio
- ¿Cuál es la forma ideal de la viruta?
- Criterios básicos para seleccionar un rompevirutas
- Diferencias entre rompevirutas de acabado, corte medio y desbaste
- Los rompevirutas funcionan en combinación con las condiciones de corte
- Consideraciones por material de la pieza (ISO P/M/K/N/S/H)
- Puntos de revisión cuando surgen problemas
- Resumen
1. ¿Qué es un rompevirutas?
En un sentido estricto, el término rompevirutas se refiere a la ranura o geometría sobresaliente proporcionada en la cara de desprendimiento de un inserto para romper las virutas.
En el diseño real del inserto, sin embargo, un rompevirutas se refiere al conjunto completo de especificaciones del filo de corte, que incluye no solo el romper la viruta, sino también el control de la resistencia al corte y la resistencia del filo de corte. Este artículo explica los rompevirutas basándose en esta definición más amplia.
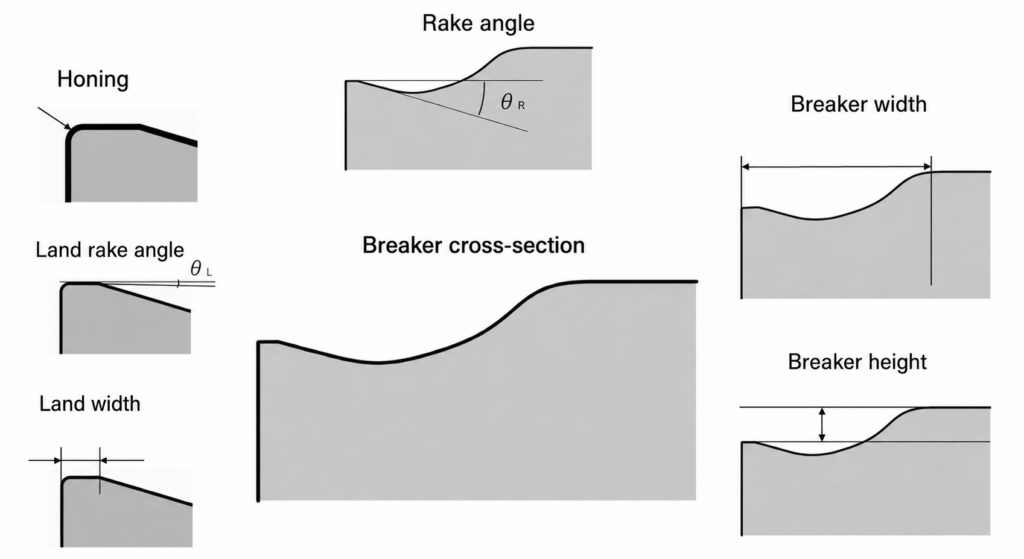
Elementos que componen un rompevirutas
- Anchura del rompevirutas — Anchura de la ranura que determina la distancia sobre la cual se enrollan las virutas
- Altura de la pared del rompevirutas — Altura de la pared que recibe y dobla la viruta
- Ángulo de desprendimiento — Ángulo que afecta a la dirección del flujo de la viruta y a la resistencia al corte
- Anchura del flanco (land) — Anchura del área plana inmediatamente detrás del filo de corte
- Ángulo de desprendimiento del flanco — Ángulo de inclinación de la superficie del flanco.
- Honeado (preparación del filo) — Ligero redondeo aplicado al filo de corte
Relación entre los factores de los parámetros y sus efectos
La siguiente tabla resume cómo afectan los cambios en cada elemento a tres factores: “rendimiento de rotura de viruta”, “resistencia al corte” y “resistencia del filo de corte”.
| Factor del parámetro | Dirección del cambio | Rendimiento de rotura de viruta | Resistencia al corte | Resistencia del filo de corte |
|---|---|---|---|---|
| Anchura del rompevirutas | Hacer más estrecha | ↑ Viruta más fácil de romper | ↑ Aumenta | – |
| Altura de la pared del rompevirutas | Hacer más alta | ↑ Viruta más fácil de romper | ↑ Aumenta ligeramente | – |
| Ángulo de desprendimiento | Aumentar ángulo positivo | ↑ Más fácil de enrollar | ↓ Disminuye | ↓ Disminuye |
| Anchura del flanco (land) | Hacer más ancha | ↓ Empeora ligeramente | ↑ Aumenta | ↑ Mejora |
| Ángulo de desprendimiento del flanco | Aumentar ángulo negativo | ↓ Empeora ligeramente | ↑ Aumenta | ↑ Mejora |
| Honeado | Hacer más grande | ↓ Empeora ligeramente | ↑ Aumenta | ↑ Mejora |
PUNTO CLAVE
“Seleccionar un rompevirutas” equivale a seleccionar el equilibrio general de estas especificaciones del filo de corte
El rendimiento de rotura de viruta, la resistencia al corte y la resistencia del filo de corte están en una relación de compromiso, por lo que es importante encontrar el equilibrio óptimo para el objetivo de mecanizado.
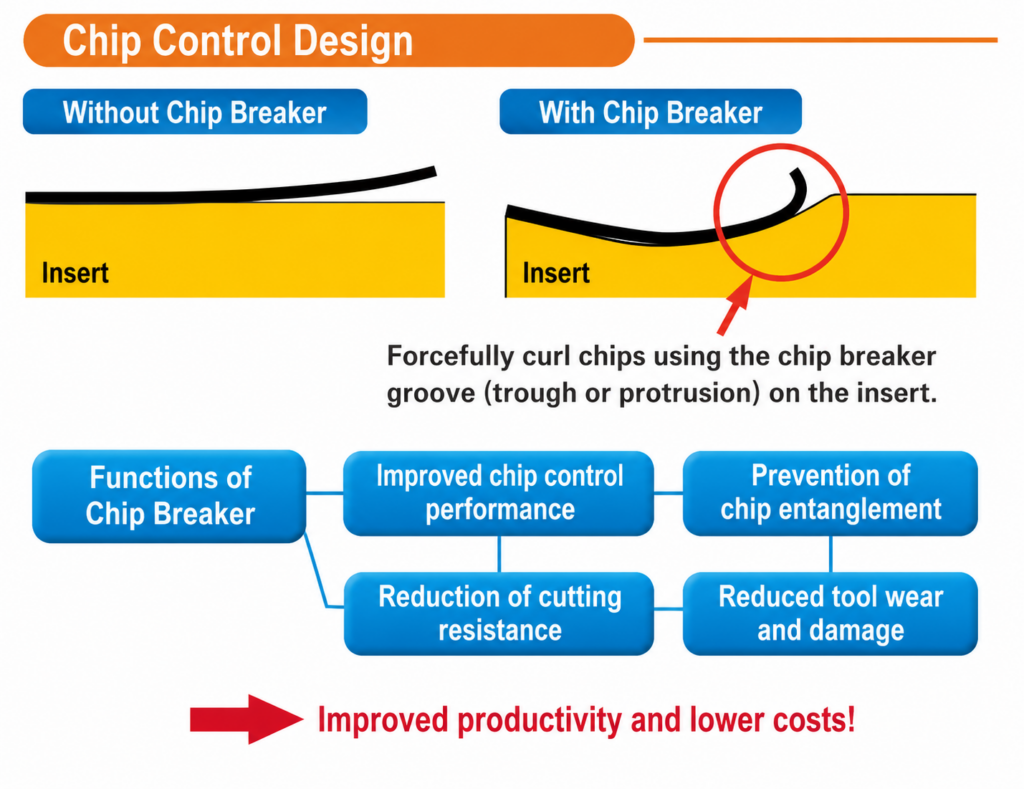
2. ¿Por qué son necesarios los rompevirutas?
Problemas cuando no hay rompevirutas
- Virutas largas y continuas → virutas que se envuelven alrededor de la pieza o la herramienta
- Riesgo de superficies mecanizadas rayadas y parada de la máquina
- Preocupaciones por la seguridad del operario, ya que las virutas largas son afiladas y peligrosas
- Especialmente en máquinas automáticas y mecanizado continuo, una mala evacuación de la Viruta puede provocar directamente la parada del proceso
Ventajas de tener un rompevirutas
- Mejora de la eficiencia del mecanizado — Las virutas se rompen y evacuan correctamente
- Mayor vida útil de la herramienta — Evita cargas anormales causadas por el enredo de virutas
- Calidad de mecanizado estable — Reduce el contacto de la Viruta que puede perjudicar el acabado superficial
Más que Chip control: tres funciones
Un rompevirutas es responsable no solo del Chip control, sino también de controlar la resistencia al corte y garantizar la resistencia del filo de corte al mismo tiempo.
- Chip control — Rompe y evacua correctamente las virutas mediante el diseño de la anchura y la altura de la pared del rompevirutas
- Resistencia al corte — Reduce la resistencia mediante el diseño del ángulo de desprendimiento y la anchura del rompevirutas, contribuyendo al ahorro de energía y a la supresión de vibraciones
- Resistencia del filo de corte — Garantiza la resistencia del filo de corte mediante el diseño de la anchura del flanco, el ángulo de desprendimiento del flanco y el honeado, evitando fracturas y desgastes anormales
PUNTO CLAVE
Un rompevirutas es un elemento que diseña simultáneamente el “Chip control”, la “resistencia al corte” y la “resistencia del filo de corte”
Seleccionar un rompevirutas significa elegir el equilibrio óptimo de estos tres factores. Fijarse solo en el Chip control puede llevar a una selección incorrecta.
3. Cuando no usar rompevirutas es la mejor opción
Un rompevirutas no es “siempre necesario”, ni es cierto que “cuanto más fuerte trabaje, mejor”. Dependiendo del objetivo del mecanizado, el material de la pieza y las condiciones de corte, existen casos en los que no usar rompevirutas o usar uno con un efecto de rotura débil es más ventajoso.
■ Al seleccionar una geometría plana
Materiales de pieza cuyas virutas se rompen naturalmente cortas, como la fundición y el latón
Debido a que la función de rotura de viruta del rompevirutas es innecesaria, se puede utilizar una geometría plana para priorizar la resistencia del filo de corte.
Corte extremadamente pesado o corte interrumpido
Dado que una ranura de rompevirutas puede convertirse en un punto débil en la resistencia del filo de corte, seleccionar una geometría plana puede reducir el riesgo de fractura.
■ Al seleccionar un rompevirutas con un efecto de rotura débil
Cuando se desea reducir la resistencia al corte
Un rompevirutas que restringe la Viruta aumenta la resistencia. Cuando se prioriza la baja resistencia sobre el Chip control, elegir un rompevirutas con una restricción de Viruta débil es eficaz para suprimir la resistencia.
Cuando se desea lograr una excelente calidad de la superficie mecanizada
Cuando se prioriza la rotura de viruta, la restricción ejercida por el rompevirutas incrementa el espesor de la viruta, generando virutas con mayor probabilidad de rayar la superficie mecanizada Un rompevirutas con restricción débil puede generar virutas que tienen menos probabilidades de dañar la superficie mecanizada, lo que permite priorizar la calidad superficial.
PUNTO CLAVE
Dependiendo del objetivo de mecanizado, el material de la pieza y las condiciones, “sin rompevirutas” o un “rompevirutas débil” también pueden ser la elección correcta
Es importante evitar la suposición de que siempre se requiere un rompevirutas y tomar decisiones adecuadas al objetivo del mecanizado.
4. Cómo se rompen las virutas: el principio
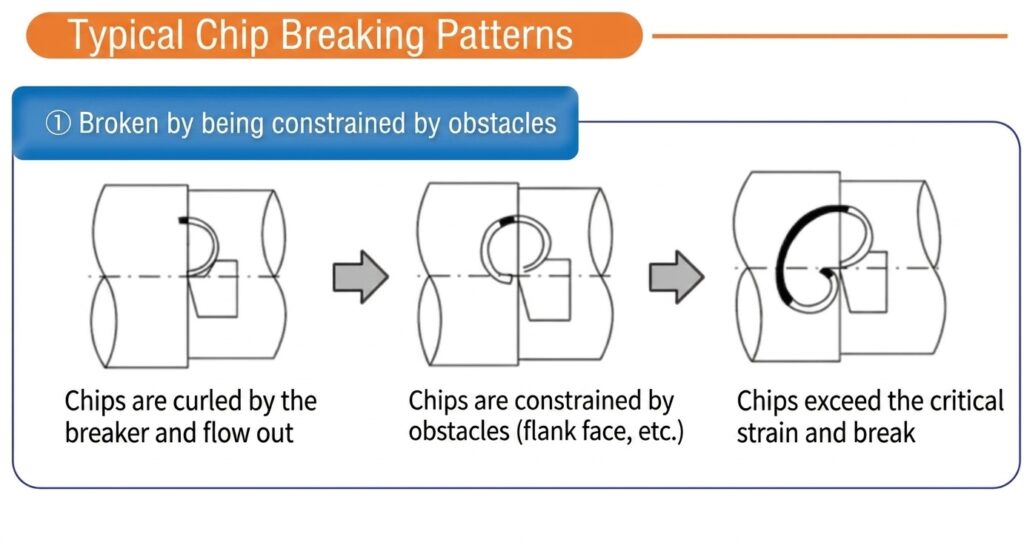
El principio por el cual un rompevirutas rompe las virutas se puede entender en los siguientes cuatro pasos.
- Cizallamiento y elevación — La Viruta comienza a fluir a lo largo de la cara de desprendimiento desde el filo de corte
- Enrollamiento — La Viruta se ve obligada a enrollarse fuertemente por la geometría del rompevirutas, como la ranura y la pared
- Aumento de la deformación — El radio de curvatura se hace más pequeño, aumentando la deformación por flexión dentro de la Viruta
- Rotura — La Viruta se rompe cuando la deformación supera su límite
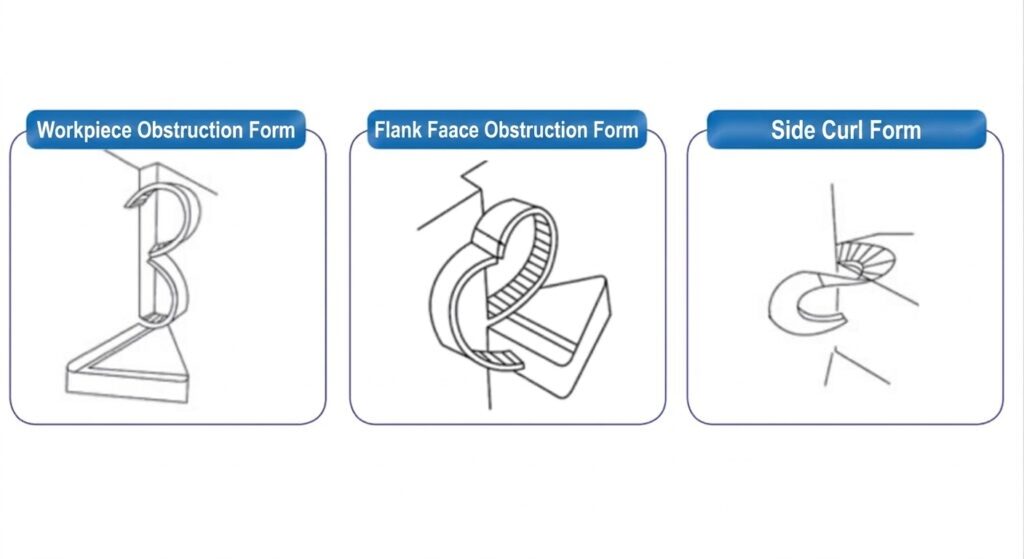
Tres patrones de rotura de viruta
- Rotura contra la herramienta — La Viruta enrollada choca con la pared del rompevirutas o la cara del inserto y se rompe
- Rotura contra la pieza — La Viruta enrollada golpea la superficie de la pieza y se rompe
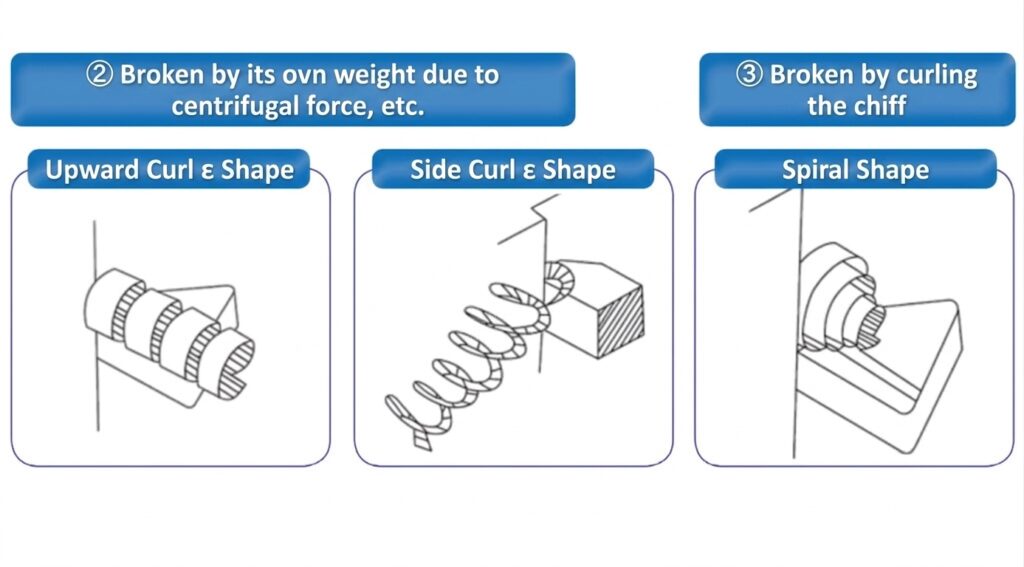
- Tipo de auto-rotura — La viruta se rompe naturalmente únicamente por su propia deformación por flexión
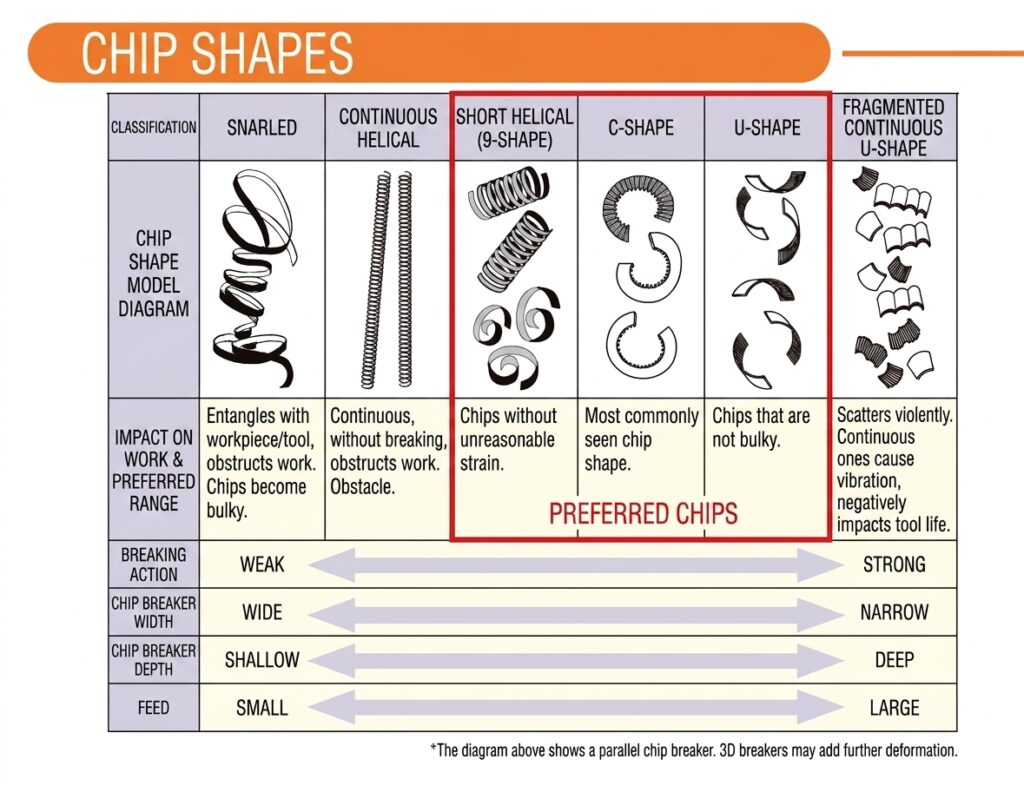
5. ¿Cuál es la forma ideal de la viruta?
Saber “qué tipo de Viruta es buena” proporciona una base para juzgar la selección del rompevirutas y el ajuste de las condiciones.
Virutas ideales
- Virutas helicoidales con pocas vueltas — Moderadamente enrolladas y rotas de forma natural
- Virutas en forma de C moderadamente rotas — Ni demasiado cortas ni demasiado largas, fáciles de evacuar
Virutas indeseables
❌ Virutas continuas excesivamente largas
Estas se envuelven alrededor de la pieza o la herramienta y rayan la superficie mecanizada. En máquinas automáticas, pueden causar la parada del proceso debido a una mala evacuación.
❌ Virutas extremadamente finas y duras
Esto indica que el rompevirutas está restringiendo la Viruta con demasiada fuerza. Aumenta la carga en el filo de corte, lo que conduce a una vida útil más corta de la herramienta y a un mayor riesgo de fractura.
PUNTO CLAVE
La Viruta ideal es “ni demasiado corta, ni demasiado larga, y fácil de evacuar”
El objetivo no es simplemente romper las virutas; el equilibrio es importante.
6. Criterios básicos para seleccionar un rompevirutas
Hay tres criterios básicos principales a considerar al seleccionar un rompevirutas.
① Área de mecanizado
Se refiere a las categorías de acabado, corte medio y desbaste. Debido a que el filo requerido, la resistencia del filo de corte y la capacidad de chio control son diferentes, se debe seleccionar un sistema rompevirutas adecuado para el tipo de mecanizado.
② Material de la pieza
La formación de virutas varía enormemente según el material de la pieza, como el acero, el acero inoxidable, la fundición, los metales no ferrosos y las aleaciones resistentes al calor. Cada fabricante proporciona sistemas de rompevirutas correspondientes a las clasificaciones ISO (P/M/K/N/S/H).
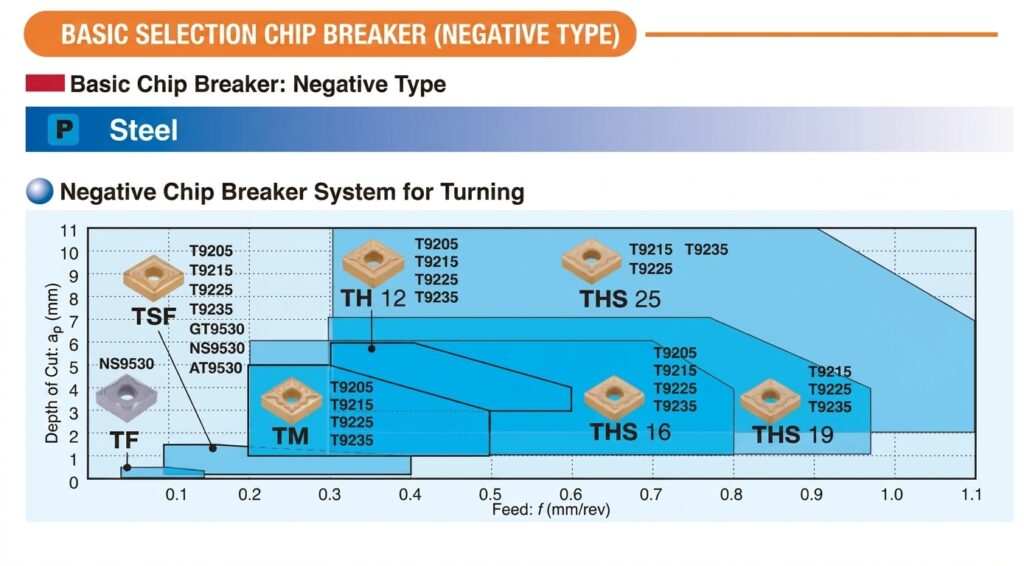
③ Rango de Profundidad de corte (ap) y Avance (f)
Cada rompevirutas tiene su propio rango adecuado de Profundidad de corte y Avance. Utilice el mapa de selección de rompevirutas (ap × f) que se muestra en los catálogos para seleccionar un rompevirutas que coincida con las condiciones de mecanizado.
PUNTO CLAVE
Cómo leer un mapa de selección de chipbreaker
El eje horizontal muestra el avance (f), el eje vertical muestra la profundidad de corte (ap), y el rango aplicable de cada rompevirutas se indica como un área. Compruebe en qué área caen sus condiciones de mecanizado y seleccione el rompevirutas correspondiente.
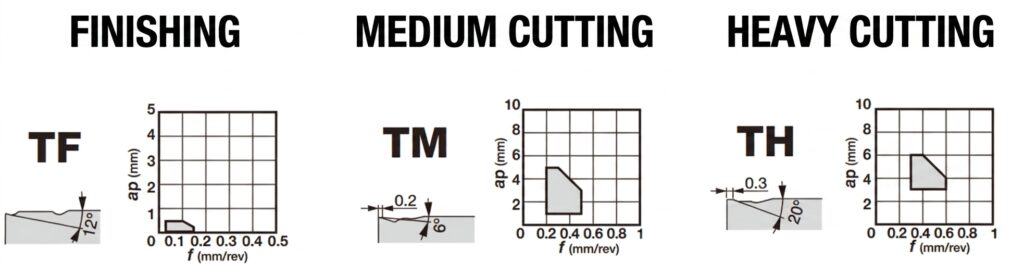
7. Diferencias entre rompevirutas de acabado, corte medio y desbaste
El rendimiento requerido de un rompevirutas varía enormemente según el área de mecanizado.
| Artículo | Para acabado | Para corte medio | Para desbaste |
|---|---|---|---|
| Avance y Profundidad de corte | Bajo Avance, baja Profundidad de corte | Rango medio | Alto avance, gran Profundidad de corte |
| Afilado | Afilado (baja resistencia) | Tipo equilibrado | Orientado a la resistencia |
| Resistencia del filo de corte | Menor | Medio | Alto |
| Calidad superficial | ◎ Ventajoso | ○ Bueno | △ Desventajoso |
| Chip control | Admite virutas finas | Admite una amplia gama de condiciones | Rompe con fuerza virutas gruesas |
| Rango de aplicación | Estrecho (condiciones limitadas) | Amplio (primera opción para producción en serie) | Adecuado para corte pesado e interrumpido |
Rompevirutas de acabado
Diseñados con énfasis en filos agudos para rangos de bajo avance y poca profundidad de corte Son ventajosos para la calidad superficial y mantienen baja la resistencia al corte. Sin embargo, la resistencia del filo de corte puede ser insuficiente en condiciones de desbaste o corte interrumpido.
Rompevirutas de corte medio
Estos son los más versátiles y están diseñados para cubrir fácilmente una amplia gama de condiciones. En los centros de producción en serie, suelen ser la primera opción; en caso de duda, probar primero con un rompevirutas de corte medio es el enfoque estándar.
Rompevirutas de desbaste
Diseños robustos que admiten grandes profundidades de corte, altos avances y cortes pesados. Doblan las virutas con fuerza y proporcionan una alta resistencia del filo de corte, pero pueden ser desventajosos en términos de baja resistencia y calidad de la superficie acabada.
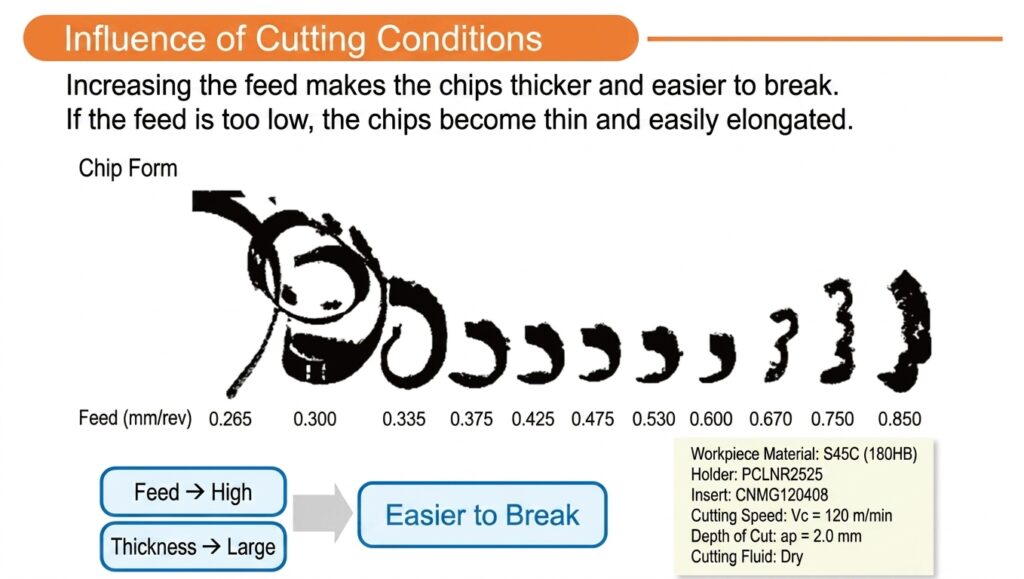
8. Los Rompevirutas funcionan en combinación con las condiciones de corte
La selección del rompevirutas no se completa solo con la geometría del rompevirutas. La forma en que funciona cambia dependiendo de la combinación con las condiciones de mecanizado.
Condiciones de mecanizado que afectan al rendimiento del rompevirutas
- Avance (f) — Si el avance es demasiado bajo, las virutas se vuelven finas y difíciles de romper. Si es demasiado alto, la restricción excesiva aumenta la carga del filo de corte.
- Profundidad de corte (ap) — Si es demasiado poca, la anchura de la Viruta resulta insuficiente y el rompevirutas es menos eficaz.
- Velocidad del corte (Vc) — En general, a medida que aumenta la velocidad del corte, el rango efectivo del rompevirutas tiende a estrecharse.
- Refrigerante — El rango efectivo cambia dependiendo de la presencia o ausencia de fluido de corte y del método de suministro. El Refrigerante de alta presión ayuda a la evacuación y rotura de la Viruta.
- Ángulo del portaherramientas (ángulo de posición) — Cambia la dirección del flujo de la Viruta, el espesor y la anchura, afectando a cómo funciona el rompevirutas.
PUNTO CLAVE
La selección del rompevirutas no se completa solo con el rompevirutas
Viene determinada por la combinación de avance, profundidad de corte, velocidad y refrigerante. En general, a medida que aumenta la velocidad de corte, la temperatura de la viruta sube y esta se vuelve más blanda, por lo que el rango de avance y profundidad de corte en el que el rompevirutas es eficaz se estrecha.
9. Consideraciones por material de la pieza
La formación de virutas difiere enormemente según el tipo de material de la pieza, y las características requeridas de un rompevirutas también cambian. Los puntos clave para cada grupo de materiales se resumen a continuación según las clasificaciones ISO de materiales de pieza (P/M/K/N/S/H).
ISO P Acero (acero al carbono y acero aleado)
- Un material representativo para el cual los rompevirutas son fáciles de aplicar. Bajo condiciones adecuadas, es relativamente fácil lograr la forma de Viruta deseada.
- En general, el Chip control es bueno y la fuerza de corte está dentro de un rango estable.
- El acero de bajo carbono (C<0,25%) es dúctil y propenso a la adhesión, incluido el filo recrecido. Un filo de corte afilado y un ángulo de desprendimiento positivo son eficaces. Mantener la Profundidad de corte igual o por encima del radio de punta mejora el Chip control.
- En aceros de alta aleación y aceros de alta dureza, la generación de calor aumenta y el rango efectivo del rompevirutas tiende a estrecharse.
ISO M Acero inoxidable
- Un material representativo que tiende a producir virutas largas y es difícil de controlar.
- El acero inoxidable austenítico es propenso al endurecimiento por deformación, produciendo virutas duras y filo recrecido. Se recomienda un filo de corte agudo y una geometría positiva
- El acero inoxidable dúplex tiene una alta resistencia a la tracción y grandes fuerzas de corte. Las virutas se vuelven gruesas y duras, creando un riesgo de golpeteo de virutas o daños en el filo de corte causados por el impacto de las virutas.
- Es eficaz una combinación de sistemas de rompevirutas especializado para acabado, corte medio y desbaste con Refrigerante de alta presión.
- Es importante cortar por debajo de la capa endurecida por deformación y mantener constante la Profundidad de corte.
ISO K Fundición
- Caracterizada por virutas cortas que se rompen fácilmente; el Chip control es generalmente bueno.
- La fundición gris (GCI) tiene altas propiedades de auto-rotura y las virutas tienden a romperse cortas. La resistencia al desgaste abrasivo es más importante que la función de rotura de viruta del rompevirutas.
- La fundición nodular (NCI) tiende a producir filo recrecido y, en los grados ferríticos blandos, predomina el desgaste por adhesión.
- La CGI (fundición de grafito compactado) tiene una resistencia a la tracción de 2 a 3 veces superior a la GCI, lo que resulta en una mayor fuerza de corte y generación de calor.
- La ADI (fundición dúctil austemperizada) reduce la vida útil de la herramienta entre un 40 y un 50% en comparación con la NCI. Se debe prestar atención a las altas fuerzas de corte dinámicas.
- Se utilizan con frecuencia insertos negativos que enfatizan la resistencia del filo de corte.
ISO N metales no ferrosos (aluminio, aleaciones de cobre, etc.)
- Las aleaciones de aluminio tienen bajas fuerzas de corte y tienden a producir virutas largas. Si están aleadas, el Chip control es relativamente fácil.
- El aluminio puro presenta una alta tendencia a la adhesión, por lo que es esencial utilizar un filo de corte agudo y una alta velocidad de corte
- El aluminio con un contenido de Si del 13% o superior es altamente abrasivo, y las herramientas de PCD son eficaces.
- Las aleaciones de cobre como el latón y el bronce generan virutas relativamente cortas. Las aleaciones de cobre de fácil mecanizado tienen baja dependencia de los rompevirutas.
- En general, los filos de corte agudos y las geometrías positivas son requisitos básicos Los rompevirutas con efecto de rotura débil también son una opción cuando se prioriza la agudeza del filo.
ISO S Superaleaciones resistentes al calor y titanio (HRSA)
Aleaciones de base níquel, como el Inconel
- La resistencia a altas temperaturas es elevada y se generan virutas segmentadas que son difíciles de romper.
- Las altas fuerzas de corte dinámicas crean una carga pesada en el filo de corte. Vigile el desgaste en entalla y el filo recrecido.
- Se recomiendan insertos redondos con un gran ángulo de posición y geometría positiva.
Aleaciones de titanio
- La conductividad térmica es baja, por lo que el calor de corte se concentra en el filo de corte.
- Las virutas finas contactan con un área estrecha de la cara de desprendimiento, creando una carga concentrada cerca del filo de corte.
- Si la Velocidad del corte es demasiado alta, las reacciones químicas con el material de la herramienta pueden crear un riesgo de fractura repentina.
- Se requiere un filo de corte agudo y resistente
Aleaciones de base cobalto
- Entre los materiales más difíciles de mecanizar, con alta resistencia a la corrosión en caliente. La resistencia específica al corte es extremadamente alta, de 2700 a 3100 N/mm².
Puntos comunes
- La combinación de Refrigerante de alta presión y rompevirutas especializado es esencial.
- El Chip control en rangos de baja velocidad y bajo Avance es un desafío.
- La maquinabilidad varía enormemente entre los materiales recocidos y los endurecidos por envejecimiento, así que confirme la condición del tratamiento térmico antes de seleccionar un rompevirutas.
ISO H Aceros endurecidos (50 a 68 HRc)
- Utilizado principalmente en operaciones de acabado. La resistencia específica al corte es alta, de 2550 a 4870 N/mm², pero el Chip control es relativamente bueno.
- Las herramientas de CBN son las más comunes, y los Rompevirutas 3D pueden mejorar el Chip control, proporcionar ángulo de desprendimiento y suprimir vibraciones.
- La deformación plástica causada por la alta temperatura de corte y la resistencia al desgaste abrasivo son cuestiones importantes.
10. Puntos de revisión cuando surgen problemas
La siguiente tabla resume los síntomas típicos, las causas principales y las contramedidas cuando ocurren problemas relacionados con las virutas.
| Síntoma | Causas principales | Contramedidas |
|---|---|---|
| Se producen virutas largas | Avance insuficiente / Profundidad de corte insuficiente / radio de punta demasiado grande / ángulo de entrada inadecuado (ángulo de posición) | Aumentar Avance / aumentar Profundidad de corte / reducir radio de punta / revisar el ángulo de posición |
| Las virutas son demasiado cortas y duras, causando una alta carga en el filo de corte | Avance excesivo / radio de punta demasiado pequeño / restricción del rompevirutas demasiado fuerte, lo que significa una selección incorrecta del rompevirutas | Reducir Avance / cambiar a un rompevirutas para aplicaciones de Alto avance / considerar un rompevirutas con efecto de rotura más débil |
| Mala calidad de la superficie mecanizada | Las virutas golpean y rayan la superficie de la pieza / el espesor de la Viruta aumenta debido a la restricción del rompevirutas / filo recrecido | Revisar el rompevirutas y las condiciones de corte / cambiar a un rompevirutas con restricción más débil / aumentar la velocidad del corte para suprimir el filo recrecido |
💡 Ideas erróneas comunes
| Idea errónea | Realidad |
|---|---|
| Cambiar el rompevirutas lo soluciona todo | No funcionará a menos que el Avance, la Profundidad de corte, la velocidad, el Refrigerante y el ángulo del portaherramientas también sean adecuados. |
| Cuanto más finas se rompan las virutas, mejor | Si las virutas son demasiado finas, la carga del filo de corte aumenta, lo que provoca una vida útil más corta de la herramienta y fracturas. |
| Solo es necesario comprobar la calidad de la superficie | Las virutas pueden golpear la superficie de la pieza y causar rayas. También es necesario comprobar la forma de la viruta. |
Resumen — Puntos clave para la selección del rompevirutas
Un rompevirutas no es simplemente una “ranura que rompe las virutas”; se refiere al conjunto completo de especificaciones del filo de corte, incluidos el ángulo de desprendimiento, el flanco (land) y el honeado. Es un elemento clave para la estabilidad del proceso que afecta simultáneamente al Chip control, la resistencia al corte y la resistencia del filo de corte.
- La selección de la geometría y la optimización de las condiciones funcionan como un conjunto — Cambiar solo el rompevirutas no producirá el efecto deseado si las condiciones no son adecuadas.
- Utilice el mapa de selección de rompevirutas— Compruebe el rompevirutas adecuado para las condiciones de mecanizado utilizando los mapas del catálogo por clasificación P/M/K/N/S/H.
- Tenga en cuenta las características del material de la pieza — Debido a que la formación de virutas difiere según el material, seleccione un sistema de rompevirutas adecuado para el material de la pieza.
- “Ninguno” o “débil” también pueden ser correctos — Dependiendo del objetivo de mecanizado, una geometría plana o un rompevirutas con restricción débil también pueden ser una opción eficaz.
- Compruebe la forma de la viruta — Lo ideal es una forma que sea “ni demasiado corta, ni demasiado larga, y fácil de evacuar”. Observe las virutas después del mecanizado y utilícelas como pistas para mejorar.
CONCLUSIÓN
Seleccionar el rompevirutas óptimo según las características del material de la pieza y las condiciones de mecanizado es la clave para fabricar productos de alta calidad
Al comprender correctamente los rompevirutas y optimizar el equilibrio entre el “Chip control”, la “resistencia al corte” y la “resistencia del filo de corte”, se pueden lograr tanto la calidad del mecanizado como la productividad.