

Coolant-driven high speed compact spindle
Productivity quadruples due to spindles that rotate at high speed with coolant pressure

Features
1. Coolant-driven HSM spindle for high productivity with small diameter tools on limited RPM machines
• SpinJet utilizes the machine tool’s existing coolant supply, driven by a high pressure pump as an energy source to rotate a turbine at high speeds.
• Strong coolant jet flow provide extended tool life and machining stability.
2. Energy saving
• Tools rotate only with coolant pressure, and the machine spindle is idle while SpinJet is in operation.
Note: The main machine spindle should be stationary while the SpinJet spindle is mounted on the machine.
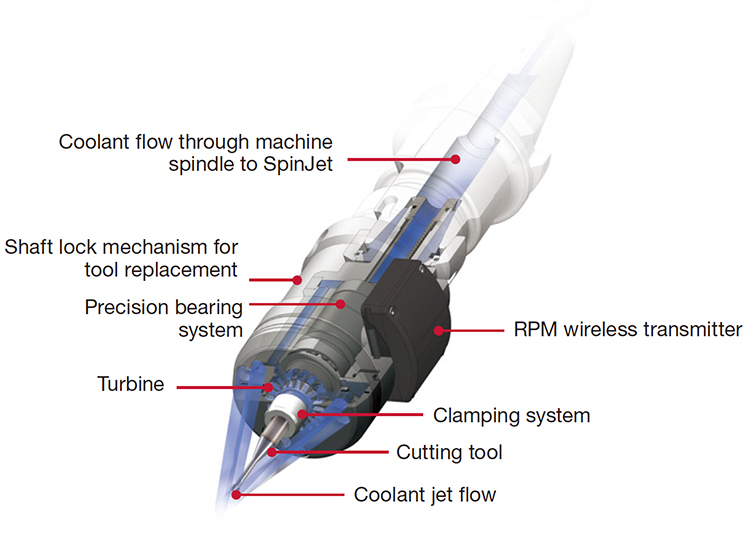
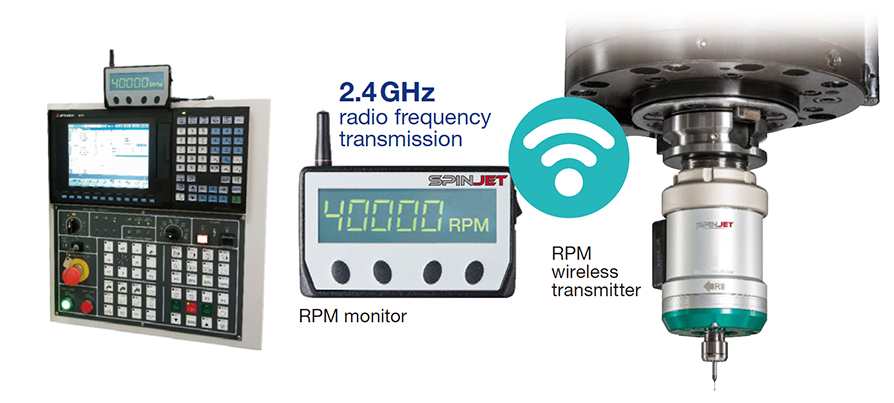
3. Wireless RPM monitoring system
• SpinJet is equipped with an online speed display system, monitoring the actual cutting tool rotation speed during machining.
Holders & Accessories


Practical examples
Example #1
General Engineering
| Part: | Machine parts |
| Material: | SUS303 / X10CrNiS18-9 (25HRC) |
| Holder: | TJSGJETST20 |
| Endmill: | TEB010A2-015/12C4M45 (ø1.0, z = 2) |
| Grade: | AH750 |
| Cutting conditions: | Vc = 120 (m/min) n = 45,600 (RPM) fz = 0.016 (mm/t) ap = 0.01 (mm) ae = 1 (mm) Application: Grooving Coolant: Wet Machine: Vertical M/C, BT30 |

Example #2
Die and Mold Industry
| Part: | Electrode |
| Material: | C1100 |
| Holder: | TJSGJETST20 |
| Endmill: | TEB010A2-015/12C4M45 (ø1.0, z = 2) |
| Grade: | AH750 |
| Cutting conditions: | Vc = 95 (m/min) n = 40,000 (RPM) fz = 0.025 (mm/t) ap = 0.04 (mm) ae = 0.04 (mm) Application: Profiling Coolant: Wet Machine: Vertical M/C, BT30 |

Example #3
Medical Industry
| Part: | Medical equipment |
| Material: | Titanium alloys |
| Holder: | TJSGJETER32 |
| Endmill: | TEB010A2-015/12C4M45 (ø1.0, z = 2) |
| Grade: | AH750 |
| Cutting conditions: | Vc = 80 (m/min) n = 35,000 (RPM) fz = 0.03 (mm/t) ap = 0.03 (mm) ae = 0.05 (mm) Application: Profiling Coolant: Wet Machine: Vertical M/C, BT30 |

Standard cutting conditions
TJS M00
| ISO | Workpiece material | Tool | Application | Tool diameter DC (mm) |
Coolant pressure (MPa) |
Spindle speed n (min-1) |
Width of cut ae (mm) |
Depth of cut ap (mm) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|---|---|
 |
Alloy steel 35 HRC |
Drill | Drilling | 0.5 | 1.5 | 18,000 | – | – | 0.007 |
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| 1 | 1.5 | 18,000 | – | – | 0.01 | ||||
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| 2 | 1.5 | 18,000 | – | – | 0.01 | ||||
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| Ball type endmill |
Profiling | 1 | 1.5 | 18,000 | – | 0.05 | 0.003 | ||
| 2 | 23,000 | – | 0.05 | 0.003 | |||||
| 3 | 31,000 | – | 0.05 | 0.003 | |||||
| 4 | 40,000 | – | 0.05 | 0.003 | |||||
| 2 | 1.5 | 18,000 | – | 0.08 | 0.004 | ||||
| 2 | 23,000 | – | 0.08 | 0.004 | |||||
| 3 | 31,000 | – | 0.08 | 0.004 | |||||
| 4 | 40,000 | – | 0.08 | 0.004 | |||||
| 3 | 1.5 | 18,000 | – | 0.1 | 0.006 | ||||
| 2 | 23,000 | – | 0.1 | 0.006 | |||||
| 3 | 31,000 | – | 0.1 | 0.006 | |||||
| 4 | 40,000 | – | 0.1 | 0.006 | |||||
| Endmill | Slotting | 1 | 1.5 | 18,000 | 1 | 0.1 | 0.006 | ||
| 2 | 23,000 | 1 | 0.1 | 0.006 | |||||
| 3 | 31,000 | 1 | 0.1 | 0.006 | |||||
| 4 | 40,000 | 1 | 0.15 | 0.006 | |||||
| 2 | 1.5 | 18,000 | 2 | 0.12 | 0.01 | ||||
| 2 | 23,000 | 2 | 0.12 | 0.01 | |||||
| 3 | 31,000 | 2 | 0.14 | 0.01 | |||||
| 4 | 40,000 | 2 | 0.14 | 0.01 | |||||
| 3 | 1.5 | 18,000 | 3 | 0.12 | 0.01 | ||||
| 2 | 23,000 | 3 | 0.12 | 0.01 | |||||
| 3 | 31,000 | 3 | 0.12 | 0.01 | |||||
| 4 | 40,000 | 3 | 0.15 | 0.01 | |||||
| Shouldering | 2 | 1.5 | 18,000 | 0.5 | 0.5 | 0.002 | |||
| 2 | 23,000 | 0.5 | 0.5 | 0.014 | |||||
| 3 | 31,000 | 0.5 | 0.5 | 0.017 | |||||
| 4 | 40,000 | 0.5 | 0.5 | 0.018 | |||||
 |
Stainless steel 180 – 250 HB |
Drill | Drilling | 0.5 | 1.5 | 18,000 | – | – | 0.015 |
| 2 | 23,000 | – | – | 0.015 | |||||
| 3 | 31,000 | – | – | 0.015 | |||||
| 4 | 40,000 | – | – | 0.015 | |||||
| 1 | 1.5 | 18,000 | – | – | 0.015 | ||||
| 2 | 23,000 | – | – | 0.015 | |||||
| 3 | 31,000 | – | – | 0.015 | |||||
| 4 | 40,000 | – | – | 0.015 | |||||
| 2 | 1.5 | 18,000 | – | – | 0.015 | ||||
| 2 | 23,000 | – | – | 0.015 | |||||
| 3 | 31,000 | – | – | 0.015 | |||||
| 4 | 40,000 | – | – | 0.015 | |||||
| Endmill | Slotting | 1 | 1.5 | 18,000 | 1 | 0.1 | 0.015 | ||
| 2 | 23,000 | 1 | 0.1 | 0.015 | |||||
| 3 | 31,000 | 1 | 0.15 | 0.015 | |||||
| 4 | 40,000 | 1 | 0.15 | 0.015 | |||||
| 2 | 1.5 | 18,000 | 2 | 0.15 | 0.015 | ||||
| 2 | 23,000 | 2 | 0.15 | 0.015 | |||||
| 3 | 31,000 | 2 | 0.15 | 0.015 | |||||
| 4 | 40,000 | 2 | 0.2 | 0.015 | |||||
| Shouldering | 2 | 1.5 | 18,000 | 0.35 | 0.15 | 0.02 | |||
| 2 | 23,000 | 0.35 | 0.15 | 0.02 | |||||
| 3 | 31,000 | 0.4 | 0.15 | 0.02 | |||||
| 4 | 40,000 | 0.5 | 0.18 | 0.025 | |||||
 |
Aluminium alloy 80 – 160 HB |
Drill | Drilling | 0.5 | 1.5 | 18,000 | – | – | 0.01 |
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| 1 | 1.5 | 18,000 | – | – | 0.01 | ||||
| 2 | 23,000 | – | – | 0.01 | |||||
| 3 | 31,000 | – | – | 0.01 | |||||
| 4 | 40,000 | – | – | 0.01 | |||||
| 2 | 1.5 | 18,000 | – | – | 0.015 | ||||
| 2 | 23,000 | – | – | 0.015 | |||||
| 3 | 31,000 | – | – | 0.017 | |||||
| 4 | 40,000 | – | – | 0.018 | |||||
| Ball type endmill |
Profiling | 1 | 1.5 | 18,000 | – | 0.05 | 0.003 | ||
| 2 | 23,000 | – | 0.05 | 0.003 | |||||
| 3 | 31,000 | – | 0.05 | 0.003 | |||||
| 4 | 40,000 | – | 0.13 | 0.003 | |||||
| 2 | 1.5 | 18,000 | – | 0.08 | 0.004 | ||||
| 2 | 23,000 | – | 0.08 | 0.004 | |||||
| 3 | 31,000 | – | 0.08 | 0.004 | |||||
| 4 | 40,000 | – | 0.15 | 0.004 | |||||
| 3 | 1.5 | 18,000 | – | 0.08 | 0.006 | ||||
| 2 | 23,000 | – | 0.09 | 0.006 | |||||
| 3 | 31,000 | – | 0.09 | 0.006 | |||||
| 4 | 40,000 | – | 0.15 | 0.006 | |||||
| Endmill | Slotting | 1 | 1.5 | 18,000 | 1 | 0.1 | 0.025 | ||
| 2 | 23,000 | 1 | 0.1 | 0.025 | |||||
| 3 | 31,000 | 1 | 0.15 | 0.025 | |||||
| 4 | 40,000 | 1 | 0.15 | 0.025 | |||||
| 2 | 1.5 | 18,000 | 2 | 0.2 | 0.025 | ||||
| 2 | 23,000 | 2 | 0.2 | 0.025 | |||||
| 3 | 31,000 | 2 | 0.2 | 0.025 | |||||
| 4 | 40,000 | 2 | 0.2 | 0.025 | |||||
| Shouldering | 2 | 1.5 | 18,000 | 0.5 | 0.25 | 0.02 | |||
| 2 | 23,000 | 0.5 | 0.25 | 0.02 | |||||
| 3 | 31,000 | 0.5 | 0.5 | 0.02 | |||||
| 4 | 40,000 | 0.5 | 0.5 | 0.025 |
TJS M90
| ISO | Workpiece material | Tool | Application | Tool diameter DC (mm) |
Coolant pressure (MPa) |
Spindle speed n (min-1) |
Width of cut ae (mm) |
Depth of cut ap (mm) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|---|---|
|
Pre-hardened steel 35 HRC |
Drill | Drilling | 0.5 | 2 | 35,000 | – | – | 0.01 |
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| 1 | 2 | 35,000 | – | – | 0.01 | ||||
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| 2 | 2 | 35,000 | – | – | 0.01 | ||||
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| Ball type endmill |
Profiling | 1 | 2 | 35,000 | – | 0.05 | 0.003 | ||
| 3 | 44,000 | – | 0.05 | 0.003 | |||||
| 4 | 53,000 | – | 0.05 | 0.003 | |||||
| 2 | 2 | 35,000 | – | 0.08 | 0.004 | ||||
| 3 | 44,000 | – | 0.08 | 0.004 | |||||
| 4 | 53,000 | – | 0.08 | 0.004 | |||||
| 3 | 2 | 35,000 | – | 0.1 | 0.006 | ||||
| 3 | 44,000 | – | 0.1 | 0.006 | |||||
| 4 | 53,000 | – | 0.1 | 0.006 | |||||
| Endmill | Slotting | 0.5 | 2 | 35,000 | 0.5 | 0.05 | 0.006 | ||
| 3 | 44,000 | 0.5 | 0.05 | 0.006 | |||||
| 4 | 53,000 | 0.5 | 0.05 | 0.006 | |||||
| 1 | 2 | 35,000 | 1 | 0.1 | 0.006 | ||||
| 3 | 44,000 | 1 | 0.1 | 0.006 | |||||
| 4 | 53,000 | 1 | 0.15 | 0.006 | |||||
| 2 | 2 | 35,000 | 2 | 0.12 | 0.01 | ||||
| 3 | 44,000 | 2 | 0.14 | 0.01 | |||||
| 4 | 53,000 | 2 | 0.14 | 0.01 | |||||
| 3 | 2 | 35,000 | 3 | 0.12 | 0.01 | ||||
| 3 | 44,000 | 3 | 0.12 | 0.01 | |||||
| 4 | 53,000 | 3 | 0.15 | 0.01 | |||||
| Shouldering | 2 | 2 | 35,000 | 0.5 | 0.5 | 0.001 | |||
| 3 | 44,000 | 0.5 | 0.5 | 0.017 | |||||
| 4 | 53,000 | 0.5 | 0.5 | 0.018 | |||||
|
Stainless steel SUS316 35 HRC |
Drill | Drilling | 0.5 | 2 | 35,000 | – | – | 0.015 |
| 3 | 44,000 | – | – | 0.015 | |||||
| 4 | 53,000 | – | – | 0.015 | |||||
| 1 | 2 | 35,000 | – | – | 0.015 | ||||
| 3 | 44,000 | – | – | 0.015 | |||||
| 4 | 53,000 | – | – | 0.015 | |||||
| 2 | 2 | 35,000 | – | – | 0.015 | ||||
| 3 | 44,000 | – | – | 0.015 | |||||
| 4 | 53,000 | – | – | 0.015 | |||||
| Endmill | Slotting | 1 | 2 | 35,000 | 1 | 0.1 | 0.015 | ||
| 3 | 44,000 | 1 | 0.15 | 0.015 | |||||
| 4 | 53,000 | 1 | 0.15 | 0.015 | |||||
| 2 | 2 | 35,000 | 2 | 0.15 | 0.015 | ||||
| 3 | 44,000 | 2 | 0.15 | 0.015 | |||||
| 4 | 53,000 | 2 | 0.2 | 0.015 | |||||
| Shouldering | 2 | 2 | 35,000 | 0.35 | 0.15 | 0.02 | |||
| 3 | 44,000 | 0.4 | 0.15 | 0.02 | |||||
| 4 | 53,000 | 0.5 | 0.18 | 0.025 | |||||
|
Aluminium alloy ADC12 28 HRC |
Drill | Drilling | 0.5 | 2 | 35,000 | – | – | 0.01 |
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| 1 | 2 | 35,000 | – | – | 0.01 | ||||
| 3 | 44,000 | – | – | 0.01 | |||||
| 4 | 53,000 | – | – | 0.01 | |||||
| 2 | 2 | 35,000 | – | – | 0.015 | ||||
| 3 | 44,000 | – | – | 0.017 | |||||
| 4 | 53,000 | – | – | 0.018 | |||||
| Ball type endmill |
Profiling | 1 | 2 | 35,000 | – | 0.05 | 0.003 | ||
| 3 | 44,000 | – | 0.05 | 0.003 | |||||
| 4 | 53,000 | – | 0.13 | 0.003 | |||||
| 2 | 2 | 35,000 | – | 0.08 | 0.004 | ||||
| 3 | 44,000 | – | 0.08 | 0.004 | |||||
| 4 | 53,000 | – | 0.15 | 0.004 | |||||
| 3 | 2 | 35,000 | – | 0.08 | 0.006 | ||||
| 3 | 44,000 | – | 0.09 | 0.006 | |||||
| 4 | 53,000 | – | 0.15 | 0.006 | |||||
| Endmill | Slotting | 0.5 | 2 | 35,000 | 0.5 | 0.1 | 0.02 | ||
| 3 | 44,000 | 0.5 | 0.12 | 0.02 | |||||
| 4 | 53,000 | 0.5 | 0.15 | 0.02 | |||||
| 1 | 2 | 35,000 | 1 | 0.1 | 0.025 | ||||
| 3 | 44,000 | 1 | 0.15 | 0.025 | |||||
| 4 | 53,000 | 1 | 0.15 | 0.025 | |||||
| 2 | 2 | 35,000 | 2 | 0.2 | 0.025 | ||||
| 3 | 44,000 | 2 | 0.2 | 0.025 | |||||
| 4 | 53,000 | 2 | 0.2 | 0.025 | |||||
| Shouldering | 2 | 2 | 35,000 | 0.5 | 0.25 | 0.02 | |||
| 3 | 44,000 | 0.5 | 0.5 | 0.02 | |||||
| 4 | 53,000 | 0.5 | 0.5 | 0.025 | |||||
 |
Tool steel SKD61 58 HRC |
Ball type endmill |
Profiling | 1 | 2 | 35,000 | – | 0.05 | 0.005 |
| 3 | 44,000 | – | 0.05 | 0.005 | |||||
| 4 | 53,000 | – | 0.05 | 0.005 | |||||
| 2 | 2 | 35,000 | – | 0.07 | 0.006 | ||||
| 3 | 44,000 | – | 0.08 | 0.006 | |||||
| 4 | 53,000 | – | 0.08 | 0.006 | |||||
| 3 | 2 | 35,000 | – | 0.08 | 0.006 | ||||
| 3 | 44,000 | – | 0.1 | 0.006 | |||||
| 4 | 53,000 | – | 0.1 | 0.006 |
For more information about this product, visit our online e-catalog or download the product report:
Contact Tungaloy relate to SpinJet
If you need some assistances from Tungaloy, please contact us in the follwoing contact form


Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas para sus necesidades específicas
TUNG NaviRecomendaciones de herramientas para sus necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixSistema de gestión de herramientas
MatrixSistema de gestión de herramientas