

High precision face milling series with lightweight and adjustable pocket bodies
Extremely lightweight facemill series now integrates adjustable pockets for an extra precision on the surface finish

Applications & Features
Applications


Features
1. Insert density variations
Insert pitch variations allow the best possible tool to be selected for maximum economy in the milling process.
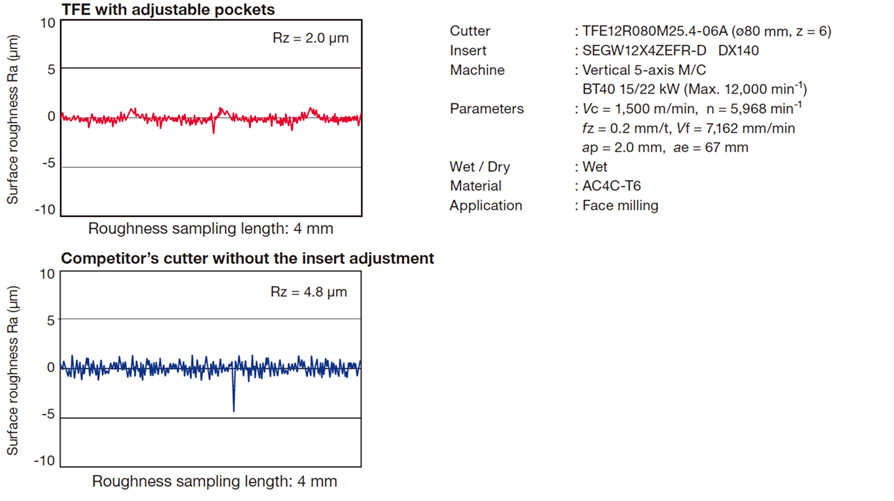
2. Cutting performance (Non-ferrous materials)
Surface roughness
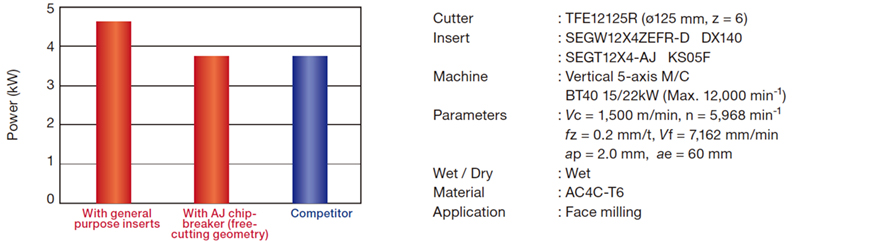
Power requirement – AJ breaker
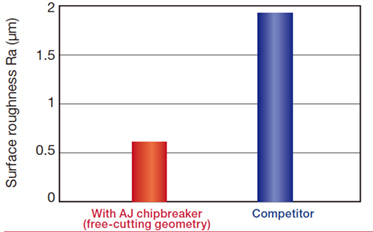
Surface finish quality – AJ breaker
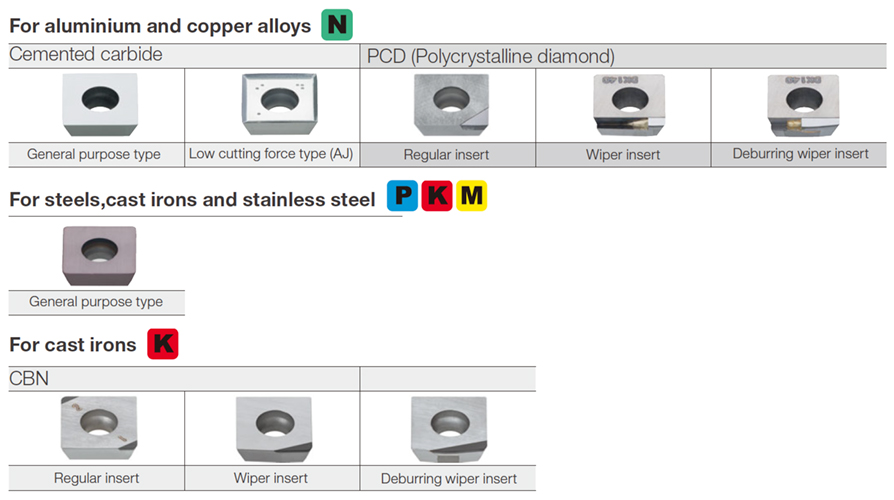
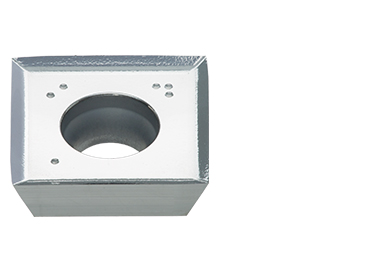
Inserts & Grades
Inserts
Main Grades
AH120
![]()
![]()
![]()
![]()
- Good balance between wear and fracture resistance
- Suitable for machining steel, stainless steel, and cast iron under general cutting conditions
DX140
![]()
- High wear resistance
- Designed for non-ferrous metal and nonmetal
BX480
![]() Sintered metal
Sintered metal
- Hardest T-CBN
- Ideal for ferrous sintered metal
- Suitable for high-speed face milling of cast iron
Cutter bodies
Bore Type
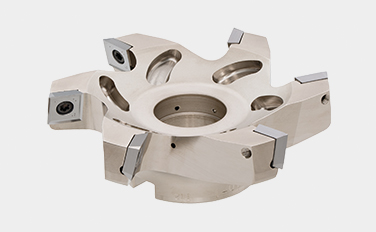
TFE12R (ø63 – 125 mm)
85.5° face mills with screw clamped inserts for aluminum machining
Bore Type with adjustable pockets

TFE12R-A (ø80 – ø125 mm)
85.5° face mills for aluminum machining, with screw clamped inserts and adjustable pockets for axial runout
Shank Type
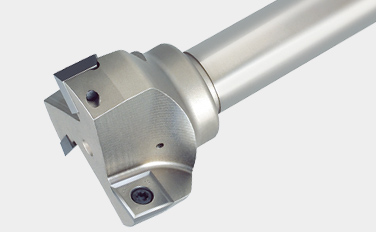
EFE12R (ø50 mm)
85.5° endmills with screw clamped inserts for aluminum machining
Practical examples
Example #1
Automotive Industry
| Part: | Valve body |
| Material: | ADC12 |
| Cutter: | TFE12R125M31.7-10A (.125 mm, z = 10) |
| Insert: | SEGW12X4ZEFR-D |
| Grade: | ADC12 |
| Cutting conditions: | Vc = 2,000 (m/min) fz = 0.06 (mm/t) Vf = 2,400 (mm/min) ap = 0.5 (mm) ae = 100 (mm) Application: Face milling Coolant: Wet Machine: Vertical M/C,BT40 |

Example #2
General Engineering
| Part: | Plate |
| Material: | AC4C-T6 |
| Cutter: | TFE12R080M25.4-06A (.80 mm, z = 6) |
| Insert: | SEGW12X4ZEFR-D |
| Grade: | DX140 |
| Cutting conditions: | Vc = 1,500 (m/min) fz = 0.2 (mm/t) Vf = 7,200 (mm/min) ap = 2.0 (mm) ae = 60 (mm) Application: Face milling Coolant: Wet Machine: Vertical M/C、BT40 |

Example #3
General Engineering
| Part: | Pipe exhaust |
| Material: | FCD500 |
| Cutter: | TFE12R125M31.7-10A (.125 mm, z = 10) |
| Insert: | 2QP-SECW12X412ZETR |
| Grade: | FCD500 |
| Cutting conditions: | Vc = 800 (m/min) fz = 0.02 (mm/t) Vf = 407 (mm/min) ap = 0.4 (mm) ae = 90 (mm) Application: Face milling / Interrupted Coolant: Wet Machine: Vertical MC |

Standard cutting conditions
| ISO | Workpiece material | Hardness | Grade | Designation | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|
| Carbon steels and alloy steels | < 300HB | AH120 | SEGW12X4ZEPR | 100 – 180 | 0.03 – 0.15 | |
| < 300HB | NS740 | SEGW12X4ZEPR | 100 – 180 | 0.03 – 0.15 | ||
| Stainless steels | < 250HB | AH140 | SEGW12X4ZEPR | 80 – 180 | 0.03 – 0.15 | |
| Grey and ductile cast irons | 150 – 250 HB | AH120 | SEGW12X4ZEPR | 100 – 200 | 0.03 – 0.15 | |
| Grey cast iron | 150 – 250 HB | BX480 | 2QP-SECW12X412ZETR | 800 – 1500 | 0.05 – 0.3 | |
| Ductile cast irons | 150 – 250 HB | BX480 | 2QP-SECW12X412ZETR | 500 – 800 | 0.05 – 0.2 | |
| Cast aluminium alloy / Die-cast Si < 13% |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Cast aluminium alloy / Die-cast Si ≥ 13% |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 80 – 200 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 500 | 0.05 – 0.2 | ||
| Aluminium alloy Tensile strength < 350 N/mm2 |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Aluminium alloy Tensile strength > 350 N/mm2 |
– | DS2005, KS05F | SEGW12X4ZEFR | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Copper alloy | – | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 500 | 0.05 – 0.2 |
Notes:
- In milling aluminium and copper alloys:
- For improved surface finish, use together with wiper insert SEGW12X4ZEFR-WD
- For reducing burr occurrence, use together with deburring inserts SEGW12X4ZEFR-BD
- When milling aluminium and copper alloys, use of a water soluble cutting fluid is recommended. When milling steels, cast irons, and stainless steels, dry cutting is recommended.
- When the length-to-diameter overhang ratio of the tool (L/D) exceeds 3, reduce cutting speed and feed to 70 to 80% of the values given in the table.
For more information about this product, visit our online e-catalog or download the product report:


Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas para sus necesidades específicas
TUNG NaviRecomendaciones de herramientas para sus necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixSistema de gestión de herramientas
MatrixSistema de gestión de herramientas