아직도 솔리드 엔드밀로 Face milling을 하고 있나요?
간섭 때문에 Face mill이 들어가지 않아 바닥면을 사용하고 있어요. 가공면이 너무 좁아서 엔드밀로 Face milling을 하고 있어요. 스위스 타입 선반에서의 평면 가공도 바닥면에 맡기고 있어요. 엔드밀의 바닥면이 정말 Face milling에 적합한 선택일까요? Cutter 자국, 좋지 않은 표면 품질, 도금 후 나타나는 스크래치 — 이러한 문제들은 엔드밀 바닥면이 Face milling에 최적화되어 있지 않다는 사실에서 비롯됩니다. Tungaloy의 교환식 헤드 엔드밀 TungMeister VFM Head는 와이퍼 날과 날카로운 6 Flute 절삭날을 갖춘 Face milling 전용 디자인을 특징으로 합니다. φ12부터 φ25까지 4가지 사이즈로 제공되며 모든 6가지 ISO 공작물 재료 그룹을 커버하여, 엔드밀을 이용한 Face milling을 재정의합니다. 이 글에서는 VFM의 기술적 특징과 3가지 사용자 가공 사례 연구를 심층적으로 분석합니다.
1. 엔드밀로 Face milling — 이것이 당신의 “기본”이 되었나요?
Face milling 및 바닥면 마감에 이상적인 공구는 Face mill (Face milling Cutter)입니다. 하지만 실제 작업 현장에서는 엔드밀의 바닥면을 Face milling에 사용하는 것이 “기본”이 되지 않았나요?
그 배경에는 세 가지 일반적인 제약이 있습니다.
제약 1: 간섭으로 인해 Face milling Cutter가 맞지 않음


주변 벽, 클램프, 고정 장치와의 간섭으로 인해 Face milling Cutter를 물리적으로 사용할 수 없는 경우가 많습니다. 이러한 상황에서는 소직경 솔리드 엔드밀의 바닥면을 Face milling에 사용하는 것이 일반적인 해결책입니다.
제약 2: 가공면이 너무 좁아 공구 직경이 과도함 — 엔드밀을 대체품으로 사용
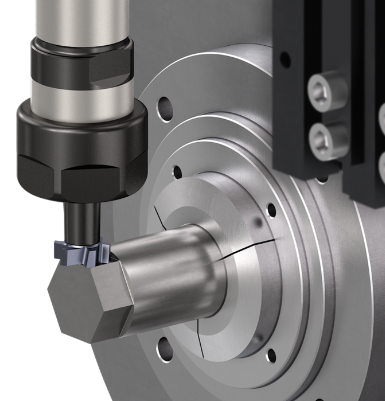
제약 3: 스위스 타입 및 일반 선반의 Shank 직경 제한
스위스 타입 또는 일반 선반을 사용하여 원형 부품에 평면 가공(코터 밀링)을 수행할 때, 밀링 스핀들 장치에 장착할 수 있는 Shank 직경이 제한됩니다. 또한, 밀링 스핀들의 낮은 강성으로 인해 절삭 조건을 높이기 어려워 불안정한 표면 품질을 초래합니다.
일반적인 문제 — 솔리드 엔드밀 바닥면의 한계
솔리드 엔드밀 바닥면은 이 모든 시나리오에서 가장 많이 사용되는 솔루션입니다. 하지만 솔리드 엔드밀은 본질적으로 주로 측면 절삭(숄더 밀링, 슬로팅)을 위해 설계되었으며 바닥면 마감에 최적화되어 있지 않습니다. 그 결과, 다음과 같은 문제가 반복적으로 발생합니다.
- Cutter 자국 — 바닥면의 미세한 단차와 Corner radius 정확도의 변화가 가공면에 직접 전달되어 육안으로 Cutter 자국이 보입니다.
- 좋지 않은 바닥면 품질 — 와이퍼 날이 없으면 엔드밀은 미세한 표면 거칠기를 달성하기 어렵습니다. 광택 마감이 없습니다. 마감 품질 요구 사항을 충족할 수 없습니다.
- 후속 공정에 미치는 영향 — 가공면의 스크래치가 도금 후 눈에 띄게 되어 연삭 또는 수작업 마감과 같은 추가 공정이 필요합니다.
엔드밀 바닥면으로 Face milling하는 것이 “기본”이 되었지만 — TungMeister VFM Head는 그 기본을 바꾸기 위해 탄생했습니다.
2. 바닥면의 한계를 넘어 — VFM Head 옵션
VFM 디자인 컨셉
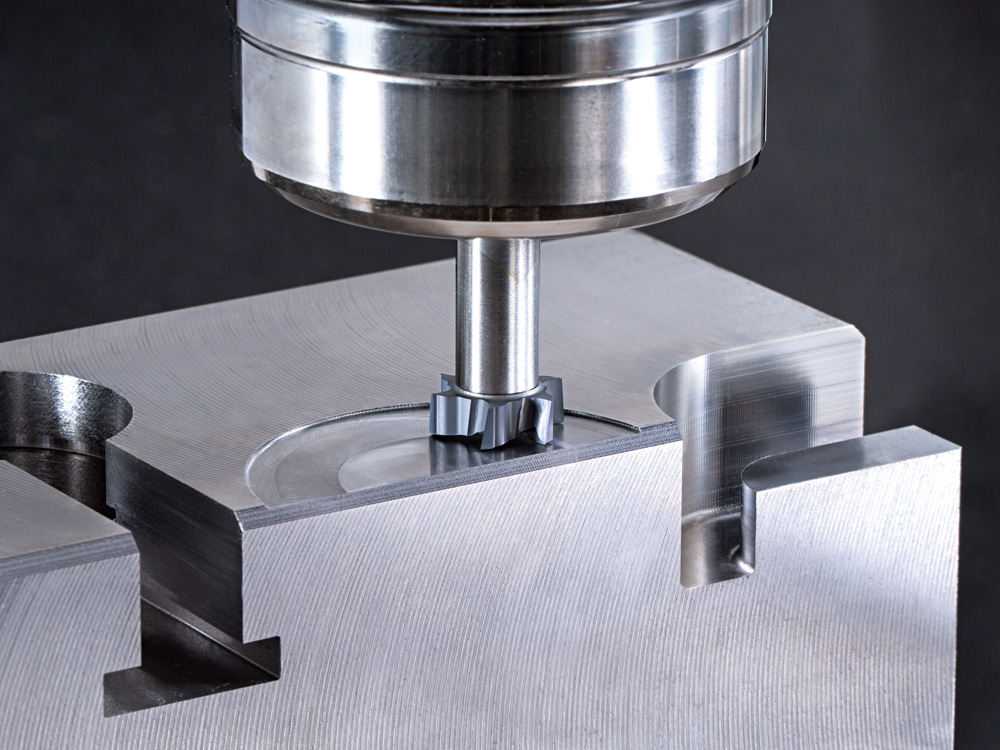
“엔드밀로 Face milling할 수밖에 없다”는 — Tungaloy의 교환식 헤드 엔드밀 TungMeister 시리즈의 VFM Face milling 전용 헤드가 이러한 가정을 뒤엎습니다. 이는 와이퍼 날과 날카로운 절삭날의 조합을 통해 바닥면 Face milling으로는 결코 달성할 수 없었던 표면 품질을 구현합니다.
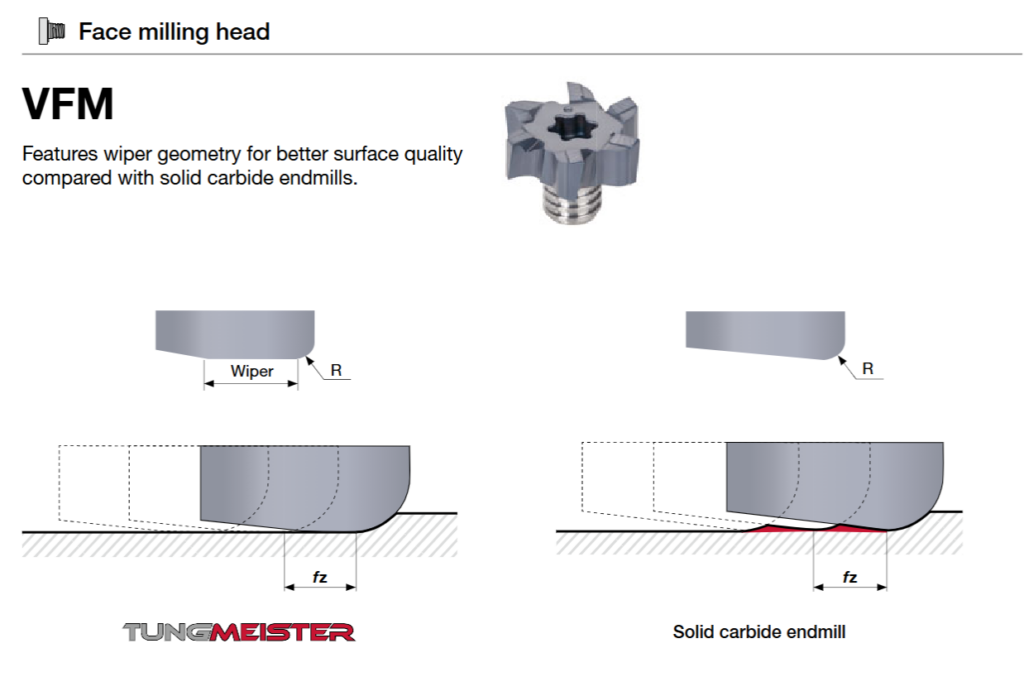
VFM은 Face milling 마감을 위해 특별히 설계된 4가지 기술적 특징을 통합합니다.
- 와이퍼 날 장착 — 바닥면에 있는 와이퍼 날이 표면 불규칙성을 매끄럽게 합니다. 솔리드 엔드밀을 능가하는 표면 품질이 카탈로그 사양에 게시되어 있습니다.
- 날카로운 절삭날 × 6 Flute — 모든 사이즈에 6 Flute. 다중 Flute 디자인의 높은 Feed 속도와 날카로운 날의 낮은 절삭 저항을 결합하여 표면 품질과 효율성을 동시에 향상시킵니다.
- 낮은 헬릭스 각도 10° × 짧은 절삭날 길이 0.3×D — 10° 헬릭스 각도는 축 방향 절삭력을 감소시킵니다. 공구 직경의 0.3배로 단축된 절삭날 길이와 결합하여 Face milling에 최적화된 날 형상을 제공합니다.
- Corner radius 장착 (R0.2–R0.4) — 날 치핑을 방지하고 가공면의 Burr 발생을 억제합니다.
POINT
“바닥면 마감” 전용 엔드밀 헤드
엔드밀 바닥면으로 Face milling — 이것은 그 “기본”과는 근본적으로 다른 디자인입니다. Face mill의 “와이퍼 날” 개념을 엔드밀 크기로 축소한 것 — 그것이 VFM의 핵심입니다.
φ10 ~ φ25 — 5가지 사이즈 라인업
VFM은 다양한 가공면 폭과 기계 환경에 맞춰 5가지 사이즈로 제공됩니다. 모든 사이즈는 AH715 등급(최신 코팅, 우수한 내마모성 및 내용착성)을 사용합니다.
| 부품 번호 | 공구 직경 | Flute 수 | 최대 절삭 깊이 | Corner R | 연결 나사 |
|---|---|---|---|---|---|
| VFM100L03.6R02I06S05 | φ10 | 6 | 3.6 mm | R0.2 | S05 |
| VFM120L03.6R02I06S05 | φ12 | 6 | 3.6 mm | R0.2 | S05 |
| VFM160L04.8R04I06S06 | φ16 | 6 | 4.8 mm | R0.4 | S06 |
| VFM200L06.0R04I06S08 | φ20 | 6 | 6.0 mm | R0.4 | S08 |
| VFM250L07.5R04I06S10 | φ25 | 6 | 7.5 mm | R0.4 | S10 |

ISO P/M/K/N/S/H — 모든 공작물 재료 그룹 커버
VFM의 주요 강점 중 하나는 광범위한 공작물 재료 커버리지입니다. 탄소강부터 스테인리스강, 주철, 알루미늄 합금, 심지어 티타늄 합금, 내열 합금, Hardened steel까지 — 모든 6가지 ISO 그룹에 대한 표준 절삭 조건이 확립되어 있습니다.
| ISO | 피삭재 | Vc (m/min) | fz φ12 (mm/z) |
|---|---|---|---|
| P | 탄소강, 합금강 (S45C, SCM440 등) | 60–180 | 0.08–0.13 |
| M | 스테인리스강 (SUS304, SUS316 등) | 40–100 | 0.08–0.13 |
| K | 주철 (FC250, FCD450 등) | 80–200 | 0.08–0.13 |
| N | 알루미늄 합금 | 100–700 | 0.08–0.13 |
| S | 티타늄 합금, 내열 합금 (Ti-6Al-4V, Inconel 718 등) | 20–80 | 0.08–0.13 |
| H | Hardened steel (SKD11, SKH51 등, 60HRC까지) | 20–80 | 0.08–0.13 |
“이 재료에 사용할 수 있을까?”라고 고민할 필요가 없습니다 — 이것이 VFM의 또 다른 주요 장점입니다.
VFM이 탁월한 3가지 사용 사례
다음은 작업 현장에서 엔드밀에 의존할 수밖에 없게 만드는 세 가지 제약을 VFM이 어떻게 해결하는지 보여줍니다.
| 제약 | 기존 접근 방식 | VFM 솔루션 |
|---|---|---|
| 간섭으로 인해 대직경 Cutter가 맞지 않음 | 솔리드 엔드밀 바닥면으로 대체 → Cutter 자국 발생 | φ12–φ25 소직경에서 Face mill급 표면 품질. 와이퍼 날이 가공면을 매끄럽게 하여 간섭을 피하면서 마감을 극적으로 개선합니다. |
| 가공면이 너무 좁아 공구 직경이 과도함 | 과도한 Face mill을 계속 사용하거나 바닥면으로 타협 | 가공면 폭에 맞는 적절한 직경 선택. 와이퍼 장착 6 Flute 디자인은 소직경에서도 탁월한 표면 품질을 보장합니다. 설정도 간소화됩니다. |
| 스위스 타입 / 일반 선반의 Shank 직경 제한 | 소직경 솔리드로 타협, 불안정한 표면 품질 | Shank 직경에 비해 더 큰 공구 직경 사용 (예: φ8 Shank에 φ12 헤드). VER Shank (ER 콜렛)는 오버행을 최소화하여 낮은 강성의 밀링 스핀들에서도 안정적인 가공을 가능하게 합니다. |
POINT
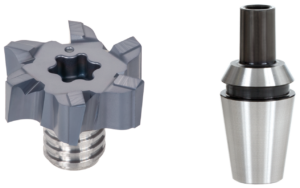
VER Shank 조합 — 스위스 타입 및 일반 선반에 이상적
TungMeister의 VER Shank (ER 콜렛 어댑터)를 사용하면 공구를 기계의 ER 콜렛 홀더에 직접 장착할 수 있습니다. 오버행을 최소화하여 낮은 강성의 밀링 스핀들 장치에서도 진동을 억제한 안정적인 가공이 가능합니다. 와이퍼 날의 탁월한 표면 품질은 평면 가공된 표면의 후속 공정(연삭 등)을 줄이거나 없앨 수도 있습니다.
표면 거칠기 데이터 — 솔리드 엔드밀을 능가하는 Ra
VFM의 표면 품질은 얼마나 우수할까요? 카탈로그에 게시된 측정 데이터로 확인해 봅시다.
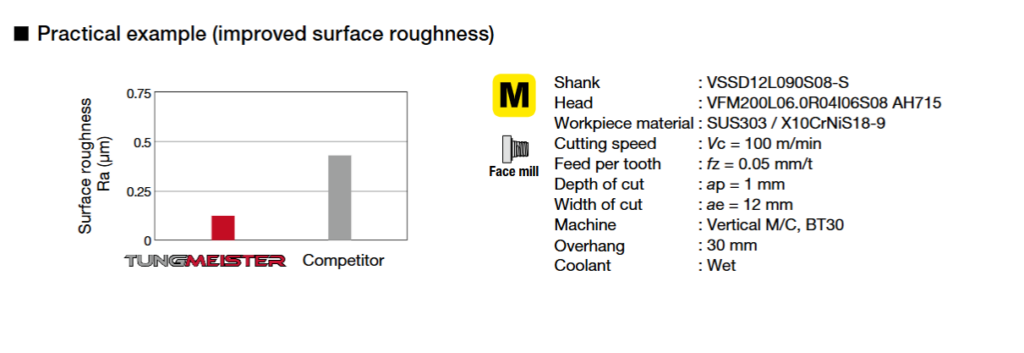
| 피삭재 | SUS303 |
|---|---|
| 기계 | 수직 M/C (BT30) |
| 헤드 | VFM200L06.0R04I06S08 AH715 (φ20) |
| 절삭 조건 | Vc=100 m/min, fz=0.05 mm/z, ap=1 mm, ae=12 mm |
| 오버행 길이 | 30 mm (습식) |
이러한 테스트 조건에서 VFM은 경쟁사 솔리드 엔드밀과 경쟁사 와이퍼 장착 제품 모두를 능가하는 표면 거칠기 Ra를 기록했습니다. 특히, 이러한 결과가 낮은 강성의 BT30 환경에서도 달성되었다는 점은 주목할 만합니다.
주요 데이터
BT30에서도 솔리드 엔드밀을 능가하는 표면 거칠기
VFM의 와이퍼 날은 낮은 강성의 BT30 환경에서도 안정적인 표면 품질을 제공합니다. VFM의 진정한 강점은 강성이 제한된 환경 — 스위스 타입 선반, 소형 머시닝 센터 등 — 에서 정확하게 빛을 발합니다.
3. 데이터로 입증된 성능 — 표면 품질, 효율성, 공구 수명의 정량적 비교
여기서부터 3가지 사용자 가공 사례 연구와 카탈로그 데이터를 기반으로 VFM의 성능을 “표면 품질”, “효율성”, “공구 수명”의 세 가지 축으로 정량적으로 검증합니다.
3가지 사례 모두에 대한 교차 비교
3가지 채택 사례 모두 “승리” 평가를 받았습니다. 다른 공작물 재료와 기계 환경에도 불구하고 VFM은 표면 품질과 효율성 모두에서 기존 공구를 크게 능가했습니다.
| 비교 | 사례 1: Hastelloy-X | 사례 2: SUS440C | 사례 3: SS |
|---|---|---|---|
| 피삭재 | Hastelloy-X (단조) | SUS440C | SS400 |
| 기계 | 수평 MC / BT50 | 수직 MC / BT30 | 수직 MC / BT40 |
| 기존 공구 | φ12 솔리드 엔드밀 | φ12 솔리드 엔드밀 | φ10 솔리드 엔드밀 |
| 효율성 향상 | +50% | +50% | +67% |
| 표면 품질 | 양호 (광택 표면) | 매우 양호 | 양호 |
| 공구 수명 | — (테스트 시간 만료) | +50% (헤드당 240개) | — (데모) |
| 결과 | 승리 | 승리 | 승리 |
다음은 이 데이터에서 얻을 수 있는 주요 시사점입니다.
포인트 1: 모든 사례에서 표면 품질 “양호” 이상 — Cutter 자국 및 스크래치 문제 근본적으로 해결
사례 1에서는 솔리드 엔드밀 바닥면으로 인한 Cutter 자국이 사라지고 가공면에 광택 마감이 생겼습니다. 사례 2는 “매우 양호” 평가를 받았습니다. 사례 3에서는 도금 후 스크래치가 보이는 문제가 해결되었습니다. 모든 결과는 와이퍼 날이 가공면을 매끄럽게 함으로써 달성되었습니다.
포인트 2: 50–67% 효율성 향상 — 표면 품질뿐만 아니라 생산성 향상도
VFM은 표면 품질을 향상시킬 뿐만 아니라 Feed 속도 및 Chip 제거율에서 기존 공구를 능가합니다. 6 Flute의 고 Feed 기능과 날카로운 날의 낮은 절삭 저항이 결합되어 표면 품질과 효율성을 동시에 향상시킵니다.
포인트 3: BT30부터 BT50까지 입증 — 광범위한 기계 환경
가장 낮은 강성의 BT30 기계부터 BT50까지, 기계 환경에 관계없이 안정적인 결과가 달성되었습니다. VFM의 효과는 낮은 강성의 기계에서도 유효합니다.
카탈로그 데이터 — 1.5배 효율성, 1.4배 공구 수명
사용자 사례 연구 외에도 VFM의 기능은 카탈로그 데이터로 뒷받침됩니다.
| 카탈로그 사례 | 재료 | 개선 | 결과 |
|---|---|---|---|
| 사례 A (φ20) | SUS303 | 표면 거칠기 비교 | 경쟁사 솔리드 제품을 능가하는 Ra |
| 사례 B (φ16) | A5052 | 효율성 비교 | 1.5배 효율성 (표면 품질 유지) |
| 사례 C (AH715) | FCD400 | 공구 수명 비교 | 1.4배 공구 수명 (표면 품질도 향상) |
섹션 3 요약
표면 품질, 효율성, 공구 수명에서 기존 공구 능가
VFM은 표면 품질, 효율성, 공구 수명 중 하나 이상에서 기존 공구를 능가합니다. 효율성을 높이면서 표면 품질도 향상 — 이는 상충 관계가 아니라 와이퍼 날 개념에 전념한 디자인으로 가능해진 결과입니다.
4. 사용자 가공 사례 연구
엔드밀 바닥면으로 Face milling을 하던 작업 현장이 VFM으로 전환했을 때 어떤 일이 일어났을까요? 3가지 사례 모두에서 긍정적인 결과가 나왔습니다. 내열 합금부터 스테인리스강, 일반강까지 VFM은 광범위한 공작물 재료에 채택되었습니다.
사례 1 Hastelloy-X 바닥면 마감 — 광택 표면을 위해 채택

가공 세부 정보
- 부품: 케이스 — 아웃렛 씰 표면 (바닥면 마감)
- 공작물 재료: Hastelloy-X (단조)
- 기계: 수평 MC / BT50
과제
- 경쟁사 엔드밀 — 원래 바닥면 마감에 적합하지 않음 — 임시방편으로 사용 중
- 바닥면 마감에 대한 잦은 재작업. 표면 거칠기 값보다 시각적 외관이 더 큰 문제였음
절삭 조건 비교
| 기존 (경쟁사 엔드밀) | VFM (AH715) | |
|---|---|---|
| 공구 직경 | φ12 (6 Flute) | φ12 (6 Flute) |
| Cutting speed | 20 m/min | 30 m/min |
| 날당 이송 | 0.05 mm/z | 0.1 mm/z |
| 절입 깊이 | 2 mm | 1 mm |
| Feed 속도 | 159 mm/min | 477 mm/min |
| Chip 제거율 | 3.82 cm³/min | 5.73 cm³/min (+50%) |
| 표면 품질 | 이전과 동일 | 양호 (광택) |
POINT
광택 표면을 위해 채택 — 재작업 제거
VFM은 가공면에 광택 마감을 생성하여 표면 거칠기 값만으로는 훨씬 뛰어넘는 시각적 외관 개선을 이루었습니다. 바닥면 마감 재작업이 제거되었고, 채택이 확정되었습니다. 다른 기능에 이미 채택된 VFM에 대한 긍정적인 평가는 바닥면 마감으로도 확대되었습니다.
사례 2 SUS440C Face milling 마감 — Cutter 자국 사라진 후 채택
가공 세부 정보
- 부품: 블록 공작물
- 공작물 재료: SUS440C
- 기계: 수직 MC / BT30
- 작업: Face milling (마감)
과제
- 솔리드 엔드밀 (4 Flute)의 바닥면을 사용하여 Face milling을 수행 중
- Cutter 자국이 나타나 가공 공정의 신뢰성 문제 발생
절삭 조건 비교
| 기존 (경쟁사 엔드밀) | VFM (AH715) | |
|---|---|---|
| 공구 직경 / Flute 수 | φ12 / 4 Flute | φ12 / 6 Flute |
| Cutting speed | 34 m/min (동일 조건) | |
| 날당 이송 | 0.06 mm/z (동일 조건) | |
| Feed 속도 | 216 mm/min | 325 mm/min (+50%) |
| Chip 제거율 | 2.6 cm³/min | 3.9 cm³/min (+50%) |
| 헤드당 부품 수 | 160개 | 240개 (+50%) |
| 표면 품질 | 불량 (Cutter 자국 있음) | 매우 양호 (Cutter 자국 제거) |
POINT
Cutter 자국 제거 + 50% 효율성 향상 + 50% 공구 수명 향상
4 Flute 솔리드 엔드밀에서 VFM의 6 Flute 디자인으로 전환하면서 동일한 fz에서 Feed 속도가 50% 증가했습니다 (Flute 수 증가 효과). 또한, Cutter 자국이 완전히 제거되었고 헤드당 부품 수가 50% 증가했습니다. 표면 품질, 효율성, 공구 수명 — 이 세 가지 모두를 달성하여 낮은 강성의 BT30 환경에서도 채택으로 이어졌습니다.
사례 3 SS400 Face milling — 도금 후 스크래치 문제 해결

가공 세부 정보
- 부품: 기계 부품 (Face milling → 도금 공정)
- 공작물 재료: SS400
- 기계: 수직 MC / BT40
- 작업: Face milling (마감)
과제
- 경쟁사 솔리드 엔드밀 (φ10, 4 Flute)로 Face milling 중
- 가공 후 부품에 도금을 하는데, 가공면의 스크래치가 도금 후 눈에 띄게 나타남
절삭 조건 비교
| 기존 (경쟁사 엔드밀) | VFM (AH715) | |
|---|---|---|
| 공구 직경 / Flute 수 | φ10 / 4 Flute | φ12 / 6 Flute |
| Cutting speed | 150 m/min (동일 조건) | |
| 날당 이송 | 0.06 mm/z | 0.08 mm/z |
| Feed 속도 | 1,146 mm/min | 1,910 mm/min (+67%) |
| Chip 제거율 | 0.34 cm³/min | 0.57 cm³/min (+67%) |
| 표면 품질 | 불량 (도금 후 스크래치 보임) | 양호 |
POINT
도금 후 스크래치 문제 해결 — 후속 공정 품질 향상
VFM의 와이퍼 날은 매끄러운 가공면을 생성하여 도금 및 코팅과 같은 후속 공정의 품질에 직접적인 영향을 미칩니다. 스크래치가 더 이상 보이지 않으므로 후속 공정에서의 재작업 및 품질 불만 위험도 감소합니다. 이는 가공 작업 자체를 넘어선 “전체 공정 개선”에 기여합니다.
요약 — VFM으로 Face milling을 혁신하세요
“아직도 엔드밀로 Face milling을 하고 있나요?” — 이 글은 이 질문에 대한 답으로 TungMeister VFM Head의 기술적 특징, 데이터 및 사례 연구를 제시했습니다. 다음은 주요 요점입니다.
- 엔드밀로 Face milling — 이 “기본”에는 문제가 있습니다 — 많은 작업 현장이 간섭 제약, 좁은 표면 폭, Shank 직경 제한으로 인해 엔드밀에 의존할 수밖에 없습니다.
- VFM은 Face milling 전용 헤드입니다 — 와이퍼 날 + 날카로운 절삭날 + 6 Flute × 낮은 헬릭스 각도 × 짧은 절삭날 길이. 범용 엔드밀 바닥면과는 근본적으로 다른 접근 방식
- 솔리드 엔드밀을 능가하는 표면 품질 — 카탈로그 사양에 게시 — SUS303의 Ra 비교에서 VFM은 경쟁사 솔리드 및 와이퍼 장착 제품 모두를 능가했습니다.
- 3가지 사용자 사례 연구 모두에서 “승리” 평가 — 50–67% 효율성 향상, 모든 사례에서 표면 품질 “양호”에서 “매우 양호” 평가. Cutter 자국 제거, 광택 표면, 도금 후 스크래치 문제 해결
- BT30부터 BT50까지 입증 — 낮은 강성의 기계 및 스위스 타입 선반에서 안정적인 가공. VER Shank는 오버행을 최소화합니다.
- 모든 ISO P/M/K/N/S/H 공작물 재료 커버 — Hastelloy-X, SUS440C, SS, A5052, FCD400 등에서 입증
- 교환식 헤드 시스템으로 운영 비용 절감 — 전체 솔리드 공구를 교체하는 대신 헤드만 교체합니다. Shank는 재사용됩니다.
- φ12부터 φ25까지 4가지 사이즈 라인업 — 가공면 폭에 맞는 적절한 직경 선택
더 이상 엔드밀 바닥면으로 Face milling을 할 필요가 없습니다. Cutter 자국, 좋지 않은 표면 품질 또는 도금 후 외관 문제가 익숙하게 들린다면 VFM Head를 사용해 보세요.