
これは、タンガロイの営業担当がお客様とともに歩んだ成功への道である。


タンガロイ営業担当
庄田 幸正Takamasa Shoda
- 出身
- 神奈川県
- 社歴
- 21年(入社2001年)
- 趣味など
- ゴルフ、バスケットボール観戦
今回は1秒の時間短縮に挑む量産部品加工ユーザー様での改善事例である。
荻野工業株式会社
広島県安芸郡熊野町に本社を構える荻野工業株式会社様は、機械加工、減速機開発、機能部品開発という3つの事業を柱としている。特に主力である機械加工は創業当初からの事業。自動車部品(エンジン,ミッション,ブレーキ)の切削、研削、熱処理、サブ組立を担い、これらの自動車部品を大手自動車メーカーや自動車Tier1メーカーに供給している。生産拠点としては、広島県内に3拠点、自動車のグローバルなサプライチェーンに対応するためにベトナム(2拠点)、フィリピン(1拠点)と海外進出も進めている。
荻野工業株式会社様では『至誠一貫』を社是としている。至誠一貫とは、「誠意を貫き通す、ウソのないものづくり」を意味する。創業からずっと大切にしてきた精神で、将来も変わらぬ揺るぎない信念である。ものづくりの世界では、たったひとつの欠陥が社会や企業に大きなダメージを与えてしまう。「不良品ゼロ」というカタチで、お客さまに対してウソのないものづくりを提供する姿勢が世界的にも評価され、今日の「荻野ブランド」に対する高い信頼を生み出している。
現場の肌感覚・実体験と理論のマッチング
庄田は2021年に荻野工業様の担当営業になった。担当する以前は、タンガロイ工具の採用は少なかったため、貢献しお付き合いを深めることは出来ないかと就任当初考えていた。そんな中、石川執行役員から課題を聞く機会を頂いた。
石川執行役員は抱える課題に対し様々な取り組みを行っている。そんな中でも最重要と認識していることが人財の育成であった。現場で起きている現象は分かるが、それがどのような理論で起きているかを理解することが継続的な改善活動には重要。つまり、現場の肌感覚や実体験と理論をマッチングさせる習慣(=現場的なことは理論的に、理論的なことは現場的に考える)こそが、仕事を面白くして成長するためには必須であると日頃から考えていた。
この課題を聞いた庄田は、名古屋から技術者を招集した新製品講習会の実施や、日々の加工課題に役立つ技術資料の提供を行いながら、まずは教育面のサポートを進めていった。また弊社が現在定期的に開催しているオンラインセミナーにも荻野工業様は頻繁に参加頂いている。
新構想ライン構築プロジェクトと1秒を争うサイクルタイム削減活動
既存の生産ラインを圧縮・統合することで余剰生産枠を創出し、浮いた設備により新たな製品を生産できるライン構築を目指すプロジェクトが現在進んでいる。そのためにはサイクルタイムの改善が必須となり、様々な面から生産性を向上させる改善活動を進めていた。
自動車部品の量産加工を営む荻野工業様では、現在におけるサイクルタイムも永年の改善活動の賜物であるため、既存サイクルタイムは非常に短い。

「製品品質に影響の少ないエアカット量の削減やツールパスの改善などのサイクルタイム削減策を行ってきたが、だんだんと刈り取れる項目が少なくなっていた。」
”0.X秒”を削減する乾いた雑巾を絞るような活動を行っていたが、更なる削減を進めることが難しい状況になっていたのだ。そこで、更なるサイクルタイム削減を行っていくには、本格的に加工自体の見直しが必要になったのである。
荻野工業様ではシャフトの加工が多いため、加工時間の中でも外径旋削加工の比率が高い。抜本的なサイクルタイム削減にはこの外径旋削加工自体の改善が必須であった。しかし過去より様々な外径旋削加工インサートでチップブレーカや材種を変更したテストを実施していたが、なかなか加工時間短縮に大きく貢献できるような抜本的な対策が無く、まさに外径旋削加工の改善は手詰まりな状態であった。
新規開発品 多⽅向旋削加⼯⽤工具AddMultiTurn(アド・マルチ・ターン)の可能性
営業担当である庄田は外径旋削加工の大きな課題に、当社が貢献できることはないかと思案していた。そんな折、新規外径旋削工具の開発情報を開発チームから入手した。その開発品とは、多⽅向旋削加⼯⽤工具AddMultiTurn(アド・マルチ・ターン)であった。
この工具の製品コンセプトや社内テストでの切削データを確認したところ、課題である外径旋削加工の加工時間削減に寄与できる可能性がある感触を得た。タンガロイでは開発品の発売前にお客様の生産ラインでの評価を行うフィールドテストを実施している。早速、石川執行役員にこの開発情報をお伝えたしたところ、

「他のユーザーでテストする前に真っ先に弊社でテストを行わせてください」
と色よい返事を頂いたため、荻野工業様での発売前のフィールドテストの実施が決まった。


サイクルタイム3秒の短縮に成功!
荻野工業様でフィールドテストの実施が決まり、錦木リーダーと大溝様がこのテストの担当に任命された。
「『AddMultiTurn』のコンセプトは、前挽きにも後挽きにも使用でき、後挽き加工では最大で送りf=1.2mm/revまで対応可能です」

「こんな高い送りだとインサートが欠けるのではないか?」
まず味見の加工テストを行ってみた。送りを現状の条件f=0.3mm/revから徐々に増加させていったところ、触れ込み通りの送りf=0.8mm/revでの加工が問題なく行えたため、『AddMultiTurn』は課題改善につながる可能性のある工具だという感触を得た。
外径旋削加工の加工時間削減の可能性のある工具という認識が得られたことから、実機での検証フェイズに移っていった。実機での検証として、インプットシャフトというATミッション部品で使用しているシャフト外径部の荒加工をしている2本の工具に対し、AddMultiTurnの評価を進めることが決定した。この検証では、タンガロイのテスト設備を使用したテストと荻野工業様内での実機テストを平行して実施するかたちをとった。タンガロイ内でのテストでは、支給頂いた実ワークを使用して「最適な切削条件の探索」や「切りくず処理の確認」などのデータを取得した。その試験データを荻野工業様の実機テストに反映し、実機でのテストでは「数量を増やした上での加工の安定性確認」と「工具寿命の評価」といった点を中心に検証を進めていった。その結果安定的に生産が行え、「外径荒加工のサイクルタイムを3秒短縮(本ラインでのトータルサイクルタイム約8%の削減効果)」といった効果が得られたのであった。最適な切削条件やツールパス、切りくずの検証はタンガロイでテストした方が早い。一方、加工数量を増やしての寿命や安定性の確認は実ラインでやらなければ分からない。その棲み分けを迅速に見極めて、工具メーカーに気持ち良くテスト加工を依頼できるようになることも人財育成の一環であると荻野工業様では考えている。
製品の搬出・搬入、着脱を含めたサイクルタイムから3秒、約8%を削減することのハードルは低くない。
「中には“たった3秒”と思われる方もいると思いますが、生産数量が膨大な自動車部品加工では非常に大きな効果です」
と自動車量産部品ユーザー様での経験の多い庄田はこの3秒の改善に対して振り返っている。

今回の改善ポイント
-
AddMultiTurn“後挽き加工+高送り”の適用により加工能率を改善
被削材:合金鋼 従来品の送りf=0.3mm/revのところf=0.8mm/rev(従来比267%up)を適用することで加工時間を削減。高送りできるメカニズムを理解しながら改善を進めた。
-
従来2本使用していた外径旋削荒加工工具をAddMultiTurn1本に集約
AddMultiTurnの多方向旋削機能を活用し、従来は2本加工に必要であった工具を1本に集約。工具交換を削減。
-
切りくず処理改善と工具費低減
送りを増加させた影響から切りくず処理が改善された。
工具集約が行え、かつインサートのコーナ数も従来の4コーナから6コーナに増えたためインサートのランニングコストが減少した。
倍速切削 + 倍速交換
インプットシャフトの旋削ラインでの成功から、AddMultiTurnの横展開を荻野工業様では検討している。
「現在は品質影響の少ない荒加工のみの適用ですが、加工時間短縮効果が大きいため、今後は仕上げ加工にも適用範囲を広げていきたい」
「今後は、荻野工業内の旋削工具の候補のひとつとしてAddMultiTurnの適用を検討していきたい。
その中では様々な加工状況に柔軟に対応できるように、刃先強度が異なるブレーカのラインナップ拡充があるとより導入を進めやすい」
と期待を寄せて頂いている。当社としてもこういった期待にお応えできるようAddMultiTurnの更なる製品開発を進めていきたい。
また荻野工業様は加工時間の短縮だけでなく、工具交換の時間短縮も進めている。たとえ工具メーカーが開発した工具であっても、ニーズに合わせた独自の工夫を織り込みながら使いこなせば、それはユーザーにとって立派な技術力であるという考え方のもと、新技術・新製品の導入に積極的に取り組んでいる。
「自動盤ラインではヘッド交換式自動盤用工具ModuMini-Turnを使用しており、工具交換・段取り時間の削減による設備停止時間削減→機械稼働率の向上のメリットを感じている。
次の取り組みとしては、汎用機においてもPSC工具とツールプリセッタを使用した機外段取り1発加工による設備停止時間削減にも中期的には挑戦していきたい。当社は“倍速切削 + 倍速交換”をテーマに改善活動を続けていきます」
タンガロイとしてもお客様の”倍速切削+倍速交換”に貢献できる製品開発を今後も続けていきたい。

後列左より 石川雅之 執行役員、錦木悠真 リーダー、原垣諒也 係長、(株)巴機工 沖野達也様
前列左より 大溝里奈様、中島洋二 工場長
今回ご紹介した製品はこちら

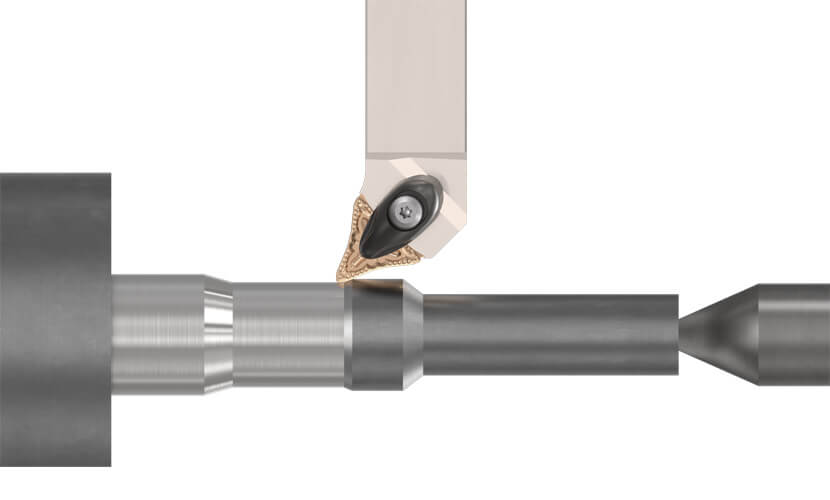
高能率加工を実現する汎用性および経済性の高い6コーナインサート
AddMultiTurn(アド・マルチ・ターン)
1つのホルダで前挽き、後挽き、倣い、端面加工まで幅広い旋削加工に対応