
これは、タンガロイの営業担当がお客様とともに歩んだ成功への道である。


タンガロイ営業担当
的場 雅之Matoba Masayuki
- 出身
- 広島県
- 社歴
- 入社1991年 社歴31年
- 趣味など
- 神社巡り
切削加工に携わる者なら誰しもが1度は見たことのある「チャック」。今回はこのチャックにかかわる加工の話である。
広島県に本社を構える株式会社北川鉄工所は、さまざまな鋳造製法で素材開発や機械加工に取り組む「金属素形材事業」、旋盤用チャックやNC円テーブルなどを手がけ、パワーチャックで国内60%のシェアを占める「工作機器事業」、ビル建設用タワークレーン、コンクリートプラント、立体駐車場などを生み出す「産業機械事業」の3つの柱で事業を展開されている。
特に切削加工に携わる者なら、旋盤に使われるチャックのリーディングカンパニーであることをご存知の方も多いことだろう。
スクロールチャックからパワーチャックまで、さまざまな種類・大きさのチャックを製造しており、その国内シェアはなんと60%。海外でも180か国で使われ、高いシェアを誇る。
そんな北川鉄工所では、いま、新たな分野にも乗り出している。それが、ロボットハンド。北川鉄工所がチャックで培った「物を把握する」技術を活かした形である。

生産ライン更新プロジェクト
営業担当である的場は、北川鉄工所からの特殊工具の引き合いが一段落したタイミングで次に何かご提案できないかと思案していた。
ちょうどその頃、北川鉄工所の上雲地様より、チャックの爪加工の生産ラインが更新され、従来の専用機ラインから汎用の横型マシニングセンタを用いたレイアウトに変更される事をお聞きしたのである。そのライン変更では加工工程の集約とパレットチェンジャを使用した自動化なども進められており、当社としてもこのライン変更のプロジェクトに工具側で貢献できないものかと考えた。
そこで的場が提案したのは、爪の段差形成をする工程での肩削り加工の時間短縮であった。段差を形成する工程ではパス数が多く、この工程の加工時間を短縮することがラインの生産性改善に貢献できるのではと考えたのである。
高工具剛性ボディと多刃仕様の『TungForce-Rec』で加工時間を短縮
的場はすぐに、刃先交換式肩削りカッタ『TungForce-Rec』を提案した。この製品は独自の V 字底面インサート形状を採用し、高剛性かつ多刃化が可能な肩削りカッタである。当初は、ø25-3枚刃のカッタを使用していたが、『TungForce-Rec』ø25-4枚刃のカッタに変更し、刃数増加による加工能率の向上を狙ったのである。しかしこの刃数増加には1つ懸念事項もあった。それはびびりである。
この加工は高剛性なBT40アーバー一体型カッタを使用するほどびびりが出やすい状況であり、3枚刃から4枚刃への変更はその発生リスクを高めるからだ。
そこで提案したのが『TungForce-Rec』のモジュラーヘッドであった。モジュラーヘッドはアーバー一体型に対し剛性面で不利な点もあるが『TungForce-Rec』の高剛性ボディであれば、この不利な状況を逆転できると信じたのだ。同時にアーバー一体型に比べてコストメリットも大きく、総合的に考えてベストな選択であると考えた。
加工時間2分の短縮に成功
最初のトライアルでは現状工具と同じテーブル送りで加工を行ったが、懸念されたびびりの発生は生じなかった。
この結果を受け次のトライアルでは刃数アップ分1.3倍のテーブル送りを適用して加工を行った。この条件でもびびりは発生せず安定的に加工できることが確認された。
初回テストの結果を受け担当者である上雲地様は、本ライン内で行っている様々な機種の爪にも『TungForce-Rec』を展開してくださった。一部の機種ではびびりが発生したが、テーブル送りを保ちつつ、「切削速度を下げ、送りを上げる」というびびり抑制に最適な切削条件を見つけてくださったのだ。結果として安定的な生産が可能になり、本工程での加工時間2分の短縮に成功したのである。
今回の改善ポイント
-
刃数増加で加工能率改善
独自のV字底面インサート形状で同一径工具での刃数増加が可能
-
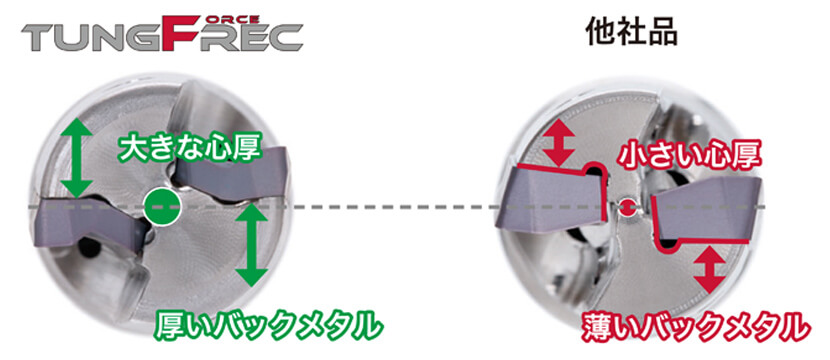
高い工具剛性でびびりを抑制
『TungForce-Rec』の大きな芯厚と厚いバックメタル設計により工具剛性に優れる。刃数アップでもびびりを抑制


最新工具を使用した改善活動の継続
上雲地様は今後も最新の切削工具へのトライアルを継続的に行っていくことを検討されている。この改善活動のパートナーとしてタンガロイも伴走していければと的場は考えている。改善活動が今日も生産現場で推し進められている。
今回ご紹介した製品はこちら
