ねじ切り加工は精密性が要求される加工であり、使用されるインサートの状態は最終製品の品質に大きく影響します。しかし、インサートの早期摩耗は生産性を低下させ、コストの増加をもたらします。本記事では、インサート摩耗の一般的な原因と効果的な対策についてご紹介します。
- インサート摩耗の原因と対策がわかる
- インサート摩耗を抑える工具選定・加工方法がわかる
インサート摩耗の原因
①不適切な切削条件
高すぎる切削速度は、インサートに過度な熱と圧力を加え、摩耗を加速します。
②不適合なインサート材種
加工材料に対して適切でないインサート材質を使用すると、耐摩耗性が不十分であり、摩耗が早期に進行します。
③加工材料の特性
硬度が高い材料や、粘り気のある材料は、インサートの摩耗を促進させます。
インサート摩耗の対策
インサート摩耗を抑えるためには、適切な工具選定と加工方法が重要となります。以下にその方法をご紹介します。
切削条件の最適化
切削速度をインサートの仕様に合わせて調整します。
弊社インサートの条件はe-catalog、パンフレットよりご確認いただけます。
切削油を適切に使用する
適切なインサートの選定
加工する材料の種類に応じて材種を選定します。
被削材の種類に合わせて以下の材種を選定してください。
また、被削材と規格がお決まりでしたらねじ切りセレクターにて最適なインサート材種をご提案します。

耐摩耗性の高い材種を選定する
耐摩耗性の高い材種を選定することで、インサート摩耗を極限まで抑えることができます。
『AH8015』は、耐摩耗性と耐チッピング性という相反する性能を高い次元で両立したPVDコーティング材種です。
鋼やステンレス鋼だけでなく、難削材など幅広い被削材のねじ切り加工に適用可能で、高い汎用性を誇ります。弊社ねじ切りインサートでは第一推奨材種となります。

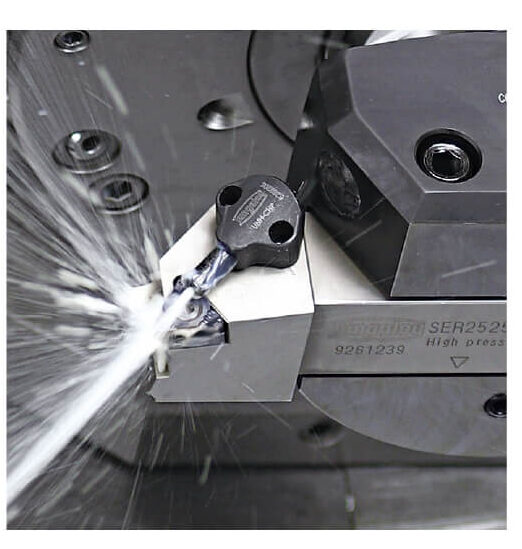
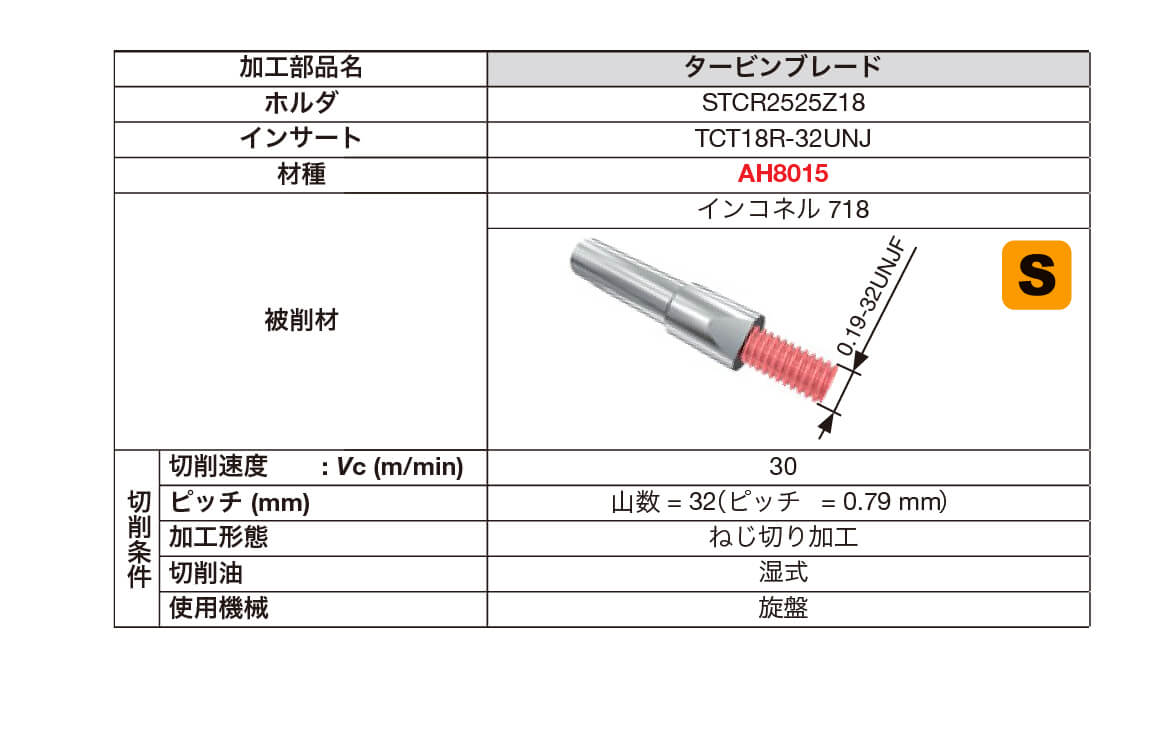
AH8015の活用事例
インコネル718のタービンブレードねじ部加工の事例をご紹介します。
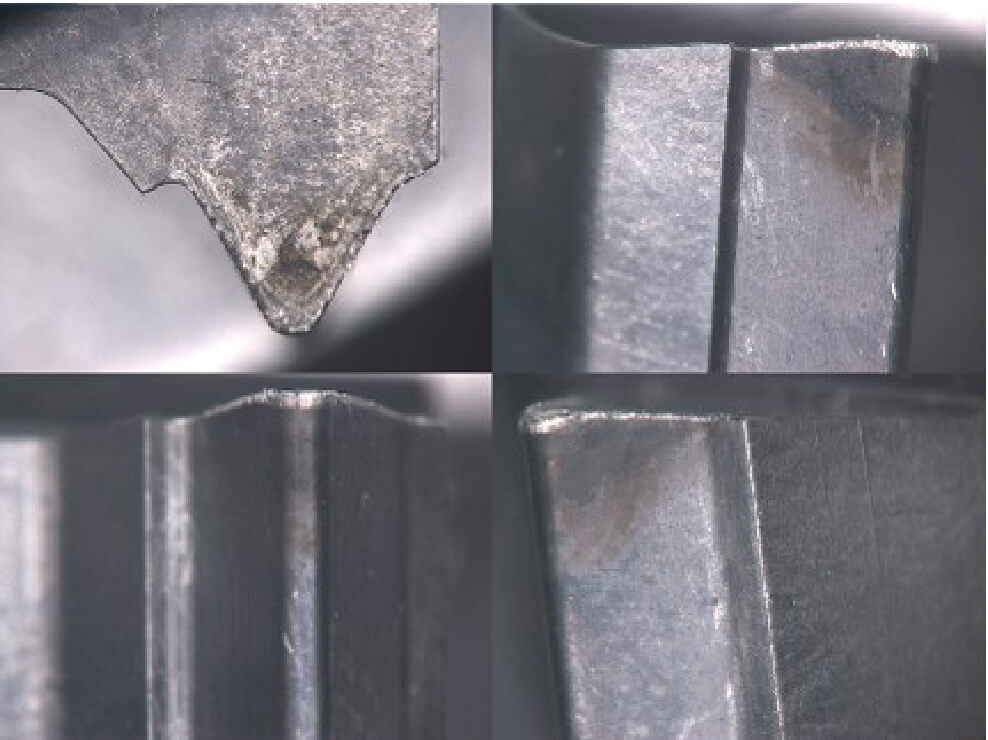
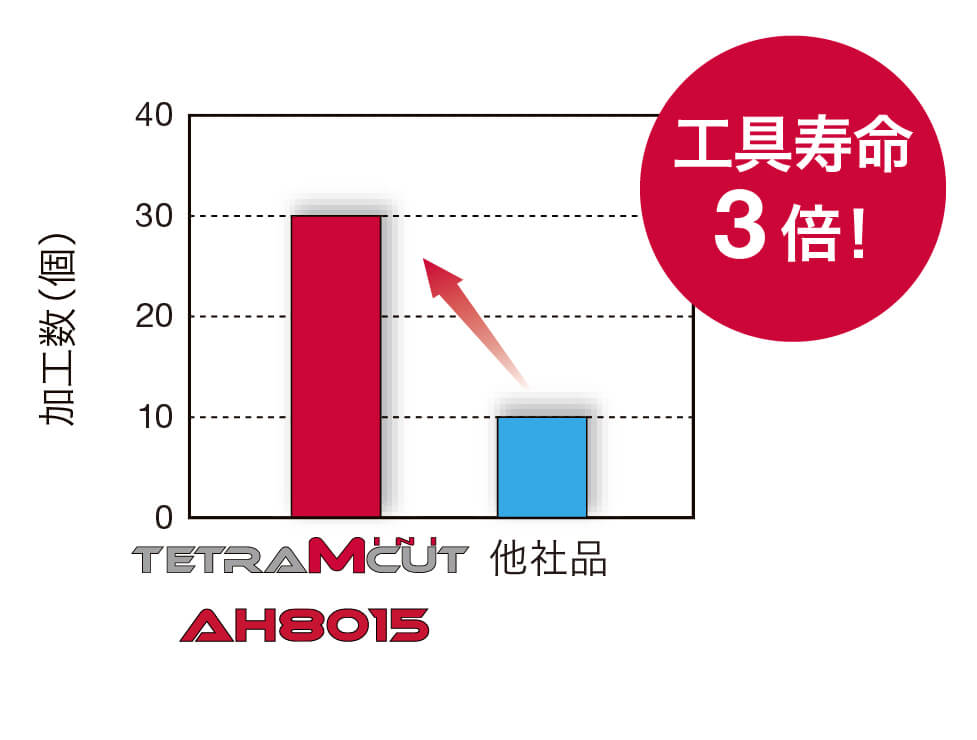
TetraMini-Cut ねじ切りインサートは、他社品に対して3倍の長寿命を実現しました。
他社品レイダウンタイプはびびりが発生し、コーナ部の欠損により短寿命でした。
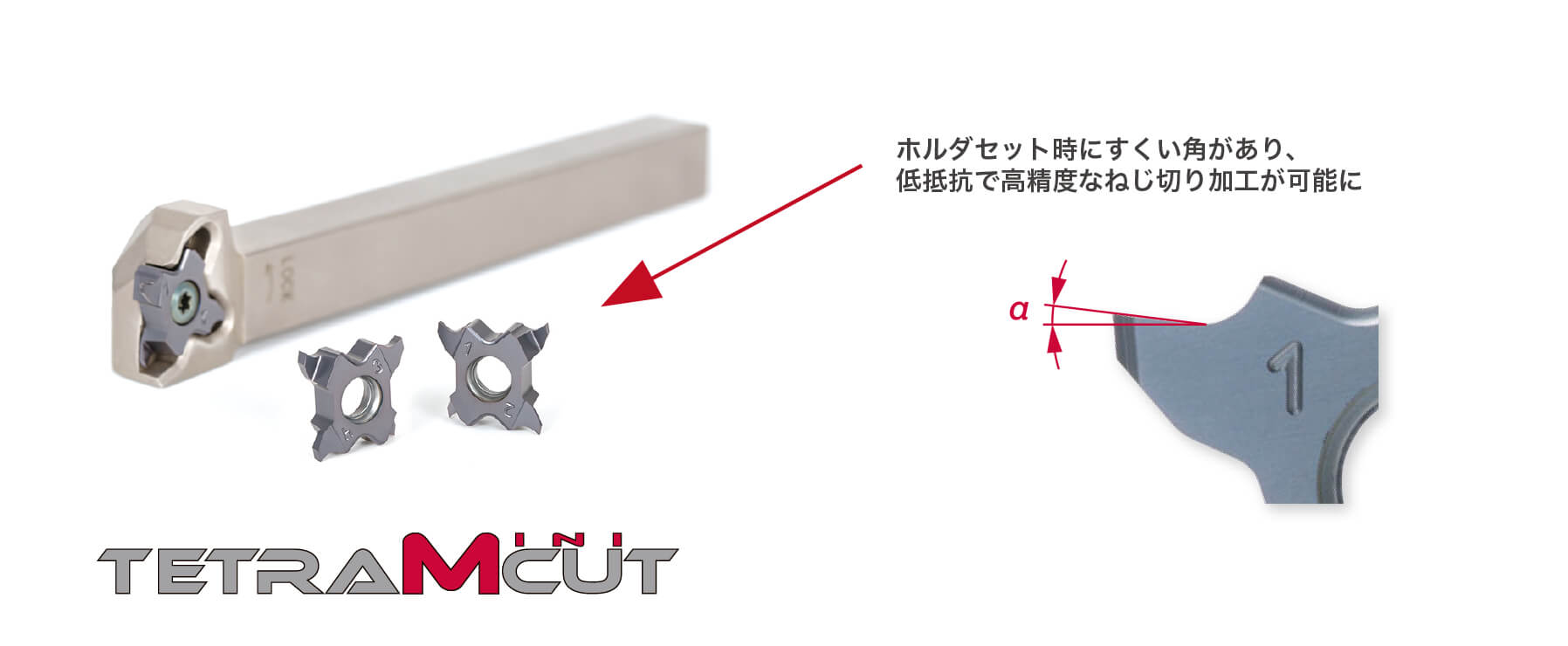
しかし、TetraMini-Cut ねじ切りインサートは、すくい角の効果で低抵抗かつ高精度なねじ切り加工が可能となり、びびりを抑制しました。
まとめ
今回はねじ切りインサート摩耗の原因と対策についてご紹介しました。
インサートの摩耗はねじ切り加工の品質と効率に直接影響を与えます。
1. 切削条件の最適化
2. 切削液の適切な使用
3. 適切なインサートの選定
4. 耐摩耗性の高い材種を使用
以上の対策を行うことでインサート摩耗を抑えることができます。
また弊社のAH8015材種やTetraMiniCutはねじ切り工具の寿命延長に効果的です。
ぜひご検討ください。