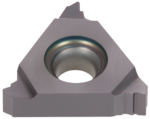
さらい刃とは
さらい刃とはねじの山部をさらうために設けられた切れ刃です。
さらい刃付き

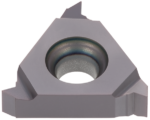
普通刃(さらい刃無し)

■インサートの種類
さらい刃付きインサート
普通刃(さらい刃無し)インサート
研削級
・高精度
・ばりレス
M級チップブレーカ付き

・経済的
・ばりレス
・切りくず処理に優れる
※形番末尾に「-M」「-B」の付くインサートがM級ブレーカ付きインサートです。第一推奨は「-M」
研削級
・高精度
・複数ピッチに対応可能で汎用性が高い
M級チップブレーカ付き

・経済的
・複数ピッチに対応可能で汎用性が高い
・切りくず処理に優れる
※形番末尾に「-M」「-B」の付くインサートがM級ブレーカ付きインサートです。第一推奨は「-M」
さらい刃付きインサート使用時の注意
さらい刃付きインサートはさらい刃のための仕上げ代が必要です。
そのため最終的な仕上げ寸法(おねじ外径、めねじ内径)に対し0.1mmの仕上げ代を設けた上での前加工が必要です。

ねじの山部
さらい刃付きの場合ねじの山部を切削するため、ねじ山部にRが転写されます。またさらい刃はねじ加工時に生じるばりも削り取るため、ねじ山部にばりが発生しません。
さらい刃つき

普通刃(さらい刃無し)

ねじの山高
さらい刃付きインサートはねじの山部をさらうため、山高はインサート形状と精度に依存します。
対して普通刃(さらい刃付無し)インサートはねじの山部は別加工で加工できるため山部の高さ、つまり山高の微調整が可能です。
要求されるねじ精度に応じてインサートの種類を使い分ける事が重要です。
下記のねじ精度出し手順を参考に、インサートの選択をお願いします。
※ねじ精度に関しては、こちらから詳細をご確認頂けます。
ねじ精度出しの手順
さらい刃付きインサート使用時
さらい刃付きインサート使用時のねじ精度確保のコツ
(山高固定 → 2つの公差幅を踏まえた加工径設定)
ねじ精度には、”おねじ外径(めねじ内径)”と”有効径”の2つの精度が存在します。
加工時は、”おねじ外径(めねじ内径)”と”有効径”の2つの精度を満たす必要があります。
さらい刃付きインサートは山高がインサート精度に依存するため、2つの寸法を個別で調整することは不可能です。
そのため、精度達成には、”おねじ外径(めねじ内径)”と”有効径”の公差レンジを確認し、この2つの公差レンジを見ながら仕上がり径を設定することが重要です。

さらい刃付きインサート使用時のねじ精度出しの方法
例)M12x1.5-6gおねじを16ER15ISO-Mインサート(さらい刃付き-M級チップブレーカ付きインサート)を使用して加工する場合の仕上がり径調整方法
M12x1.5-6gの合格基準:外径を6gの範囲内に入れて、かつゲージ(有効径精度:6g)をクリアすること
Step1) おねじを加工する部の外径を、Φ12.1程度に外径旋削工具にて加工
※さらい刃付きインサートを使用する場合は、さらい刃用に呼び径Φ+0.1の取り代を加える必要あり
Step2) 送り(ピッチ=)1.5mm/revで、ねじ加工を開始
Step3) おねじ外径が公差上限Φ11.968付近になるまで加工 ※パス回数はこちらを参照
Step4) おねじ外径が公差上限付近になったらねじゲージによる検査を開始。通り側のねじゲージが入らない場合は、ねじ外径が公差下限Φ11.732を超えない範囲
までパスを増やしながら、通/止め用ねじゲージの両方が合格するまで径を追い込む
Step5)ねじゲージでの有効径検査をクリアしたら、最後におねじ外径を測定し公差範囲内に入っているかを最終的に確認
Finish)以上で、「有効径」と「おねじ外径」の精度基準を合格
※インサートのコーナチェンジをした際は、刃先位置や山高さが変動する可能性があります。
コーナチェンジ毎に再度Step2~5の手順を繰り返し、径の調整を行いつつ精度確保をお願いします。

普通刃インサート使用時の手順
普通刃インサート使用時のねじ精度出しの方法
(有効径とおねじ外径/めねじ内径を別個に加工し調整)
例)M12x1.5-6gおねじを16ERA60-Mインサート(普通刃-M級チップブレーカ付きインサート)を使用して加工する場合の仕上がり径調整方法
M12x1.5-6gの合格基準:外径を6gの範囲内に入れて、かつゲージ(有効径精度:6g)をクリアすること

【加工・検査手順】
Step1) おねじを加工する部の外径を、外径公差中心であるΦ11.850(Φ11.968/11.732)狙いで外径旋削工具にて加工
Step2) 送り(ピッチ=)1.5mm/revで、ねじ加工を開始
Step3) パス回数表(※パス回数表はこちら)を参考、最終パス手前まで加工を進め、ここからねじゲージを使用して検査を開始
Step4) 通/止め用ねじゲージの両方が合格するまで加工と検査を繰り返す
Step5)ねじゲージでの有効径検査をクリアしたら、最後にゼロカットなどを外径旋削工具で実施し、ねじ外径部にあるばりを除去
Finish:以上で「有効径」と「おねじ外径」の精度基準を合格
※インサートのコーナチェンジをした際は、刃先位置が変動する可能性があります。
コーナチェンジ毎に再度Step2~5の手順を繰り返し、径の調整を行いつつ精度確保をお願いします。

汎用性
普通刃(さらい刃無し)は1つインサートで加工可能なねじのピッチにレンジを持っています。そのため1つのインサートで複数のねじ加工に兼用することができるため汎用性が高いです。
さらい刃付きは1つのインサート加工できるねじのピッチは1つに限定されます。ですので1つのねじ仕様に対しそのねじ仕様専用のインサートを選定・使用する必要があります。
さらい刃付きの場合

普通刃(さらい刃無し)の場合

■ねじ切り工具セレクター
タンガロイではねじの仕様と被削材を選択するだけで、インサート、ホルダ、敷金を一括選定できる「ねじ切り工具セレクター」を公開しています。
工具選定の他にも、ねじの寸法や加工条件も算出できるツールとなっています。
ねじ切り工具の選定の際にはぜひお試しください。
