- 工具セッティング時の確認ポイントがわかる
- 突切り加工の工具選定がわかる
- 突切り加工時のポイントが項目ごとにわかる
- 溝入れ工具のセッティング
- 突切り加工用工具の選定
- 突切り加工のポイント
- 突切り幅
- 送り条件
- へそ残り
- 切削油の供給
- 内部給油用 高圧クーラント対応CHPホルダ
溝入れ工具のセッティング
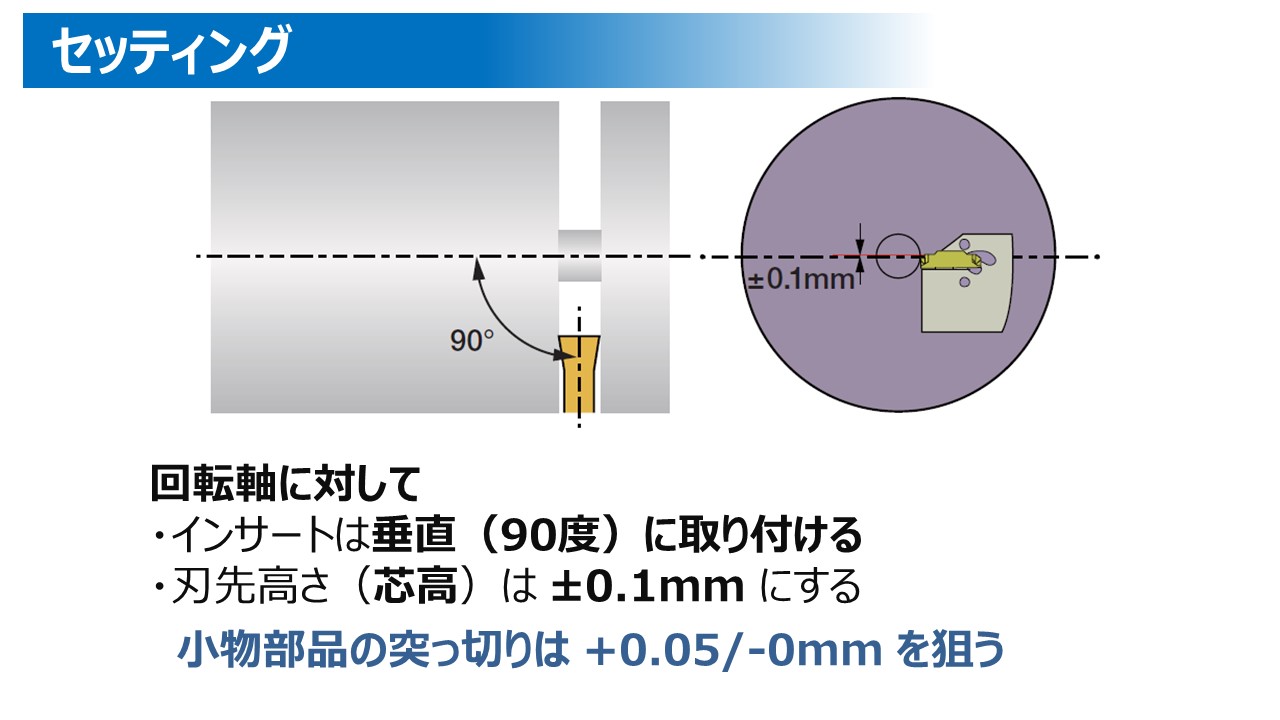
溝入れ工具を使用する際、工具のセッティングが非常に重要なポイントになります。
芯上がり、芯下がりで設定した場合、逃げ面が当たるなど刃先にかかる負荷が大きくなりインサートが欠けやすくなります。
そのため、回転軸に対してインサートを垂直(90°)に取り付け、刃先高さ(芯高)は±0.1mm以下に設定することが重要です。
また、自動盤での加工など小物部品の突切り加工はさらに細かく+0.05mm/-0mmに設定することが目安になります。
突切り加工用工具の選定

突切り加工には、切りくず処理性に優れるセルフクランプ式のホルダを基本的に選定します。
昨今、小径突切り用のスクリュークランプ式工具も増えており、ワーク径によって使い分けることが重要です。
突切り加工のポイント
ここでは、突切り加工を行う上で大事になる、突切り幅や送り条件などの加工のポイントをご紹介します。
突切り幅
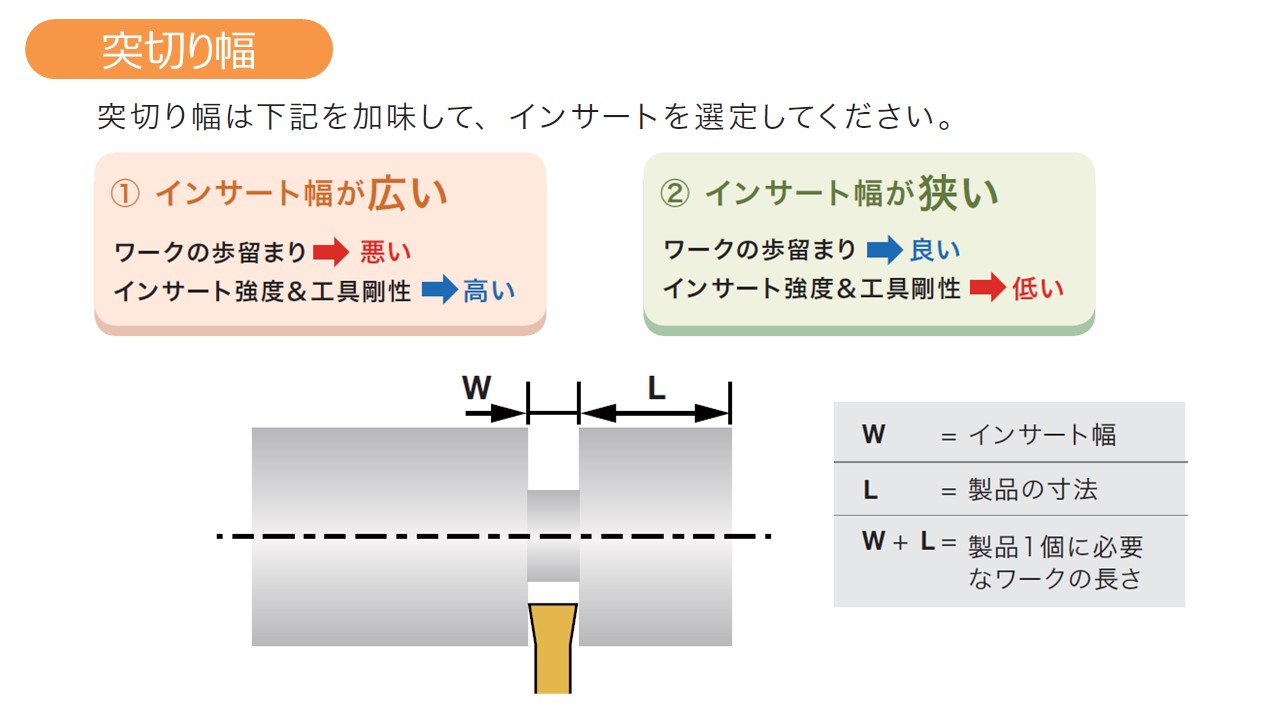
突切り幅の広さによって、歩留まりや工具特性にメリットやデメリットが生じます。
インサート幅が広い場合は、バー材からの取り代が減るため歩留まりが悪くなりますが、インサート強度や工具剛性が高く、工具寿命延長や安定加工ができるといったメリットがあります。
一方で、インサート幅が狭い場合は、バー材からの取り代が増え歩留まりが良くなりますが、インサート強度や工具剛性が低くなり不安定な加工になることもあります。
加工するワークに応じて、安定した加工ができるインサートの選択が重要です。
送り条件
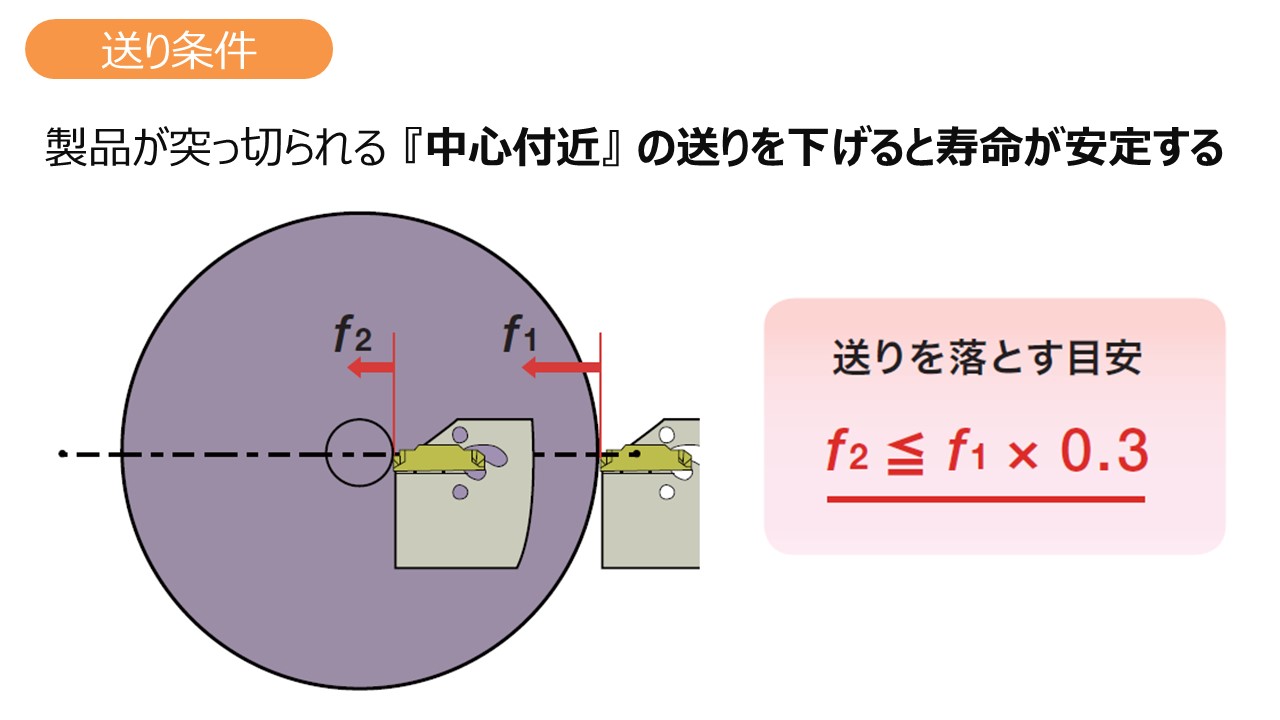
突切り加工の工具寿命を安定させるために、ワーク中心付近で送りを下げることが有効です。
ワーク中心付近で送りを下げることで刃先の欠損など損傷の防止や加工数の増加といった効果が得られます。
目安としてワーク中心付近の送りは食いつきから中間部分の送りに対して30%程度まで落とすことで工具寿命の安定につながります。
へそ残り
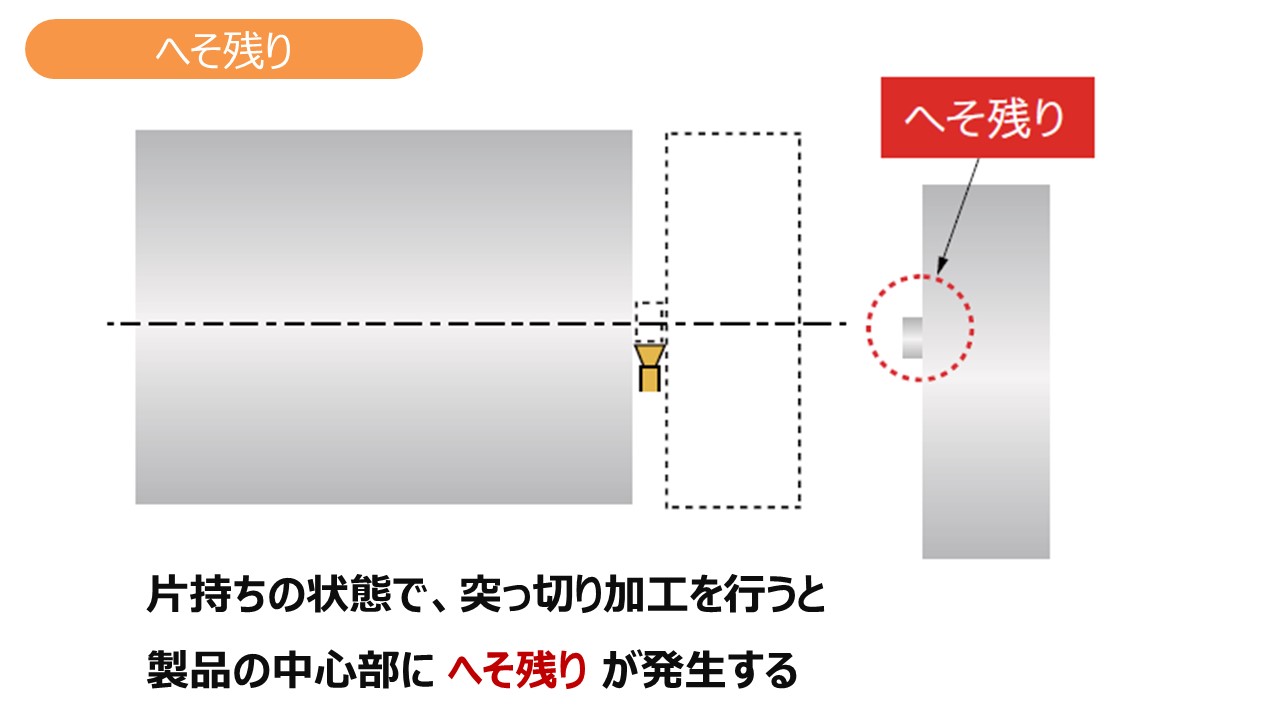
ワークを片持ちの状態で突っ切り加工を行うと製品の中心部にへそ残りが生じます。
へそ残りの対策として、勝手付きインサートを使うことで製品側のへそが小さくなり、製品側で折れやすくへそ残りが小さくなります。
一般に刃先のRが小さいほどへそ残りも小さくなりますが、刃先が欠けやすくなるデメリットもあるため、ワークの大きさと刃先強度を考慮したインサート選定が重要です。
切削油の供給
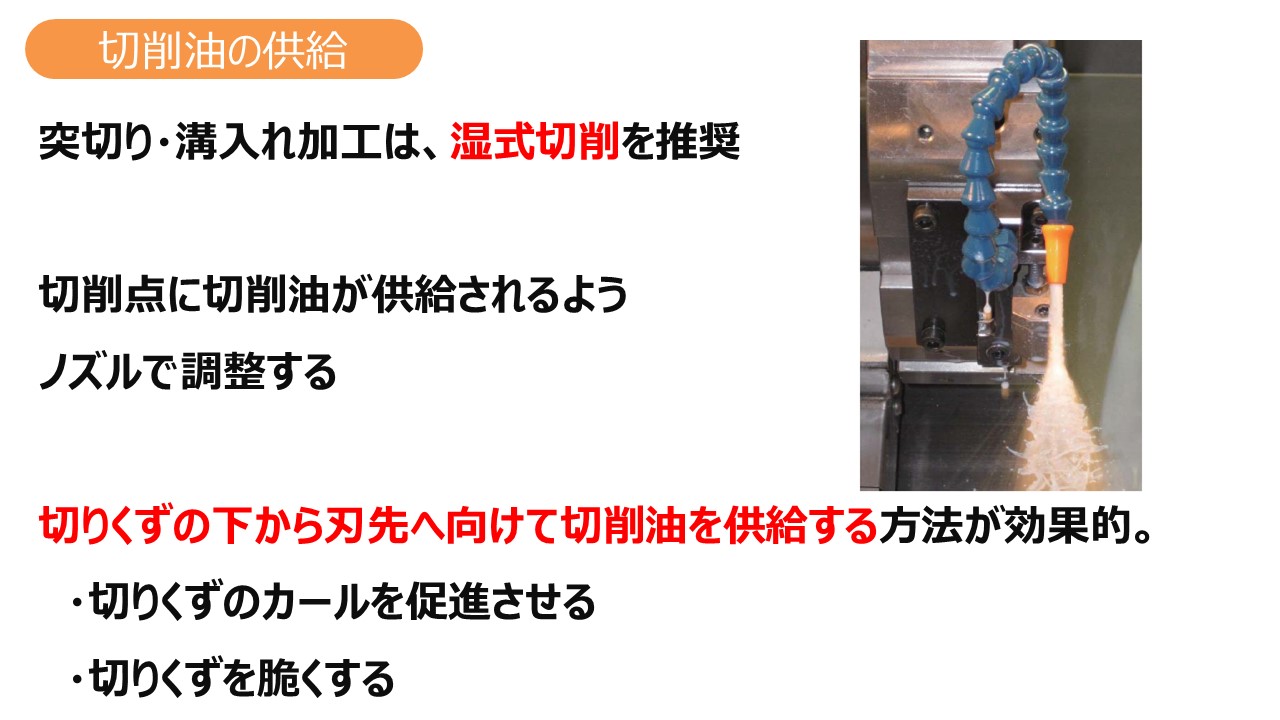
突切り・溝入れ加工においては湿式切削が推奨されます。切削油は確実に切削点に供給されるようにノズルで調整してください。
切りくず処理が重要になる突切り加工では、切りくずのカールを促進させたり、切りくずを脆くするために切りくずの下から刃先に向けて切削油を供給する方法が効果的です。
内部給油用 高圧クーラント対応CHPホルダ
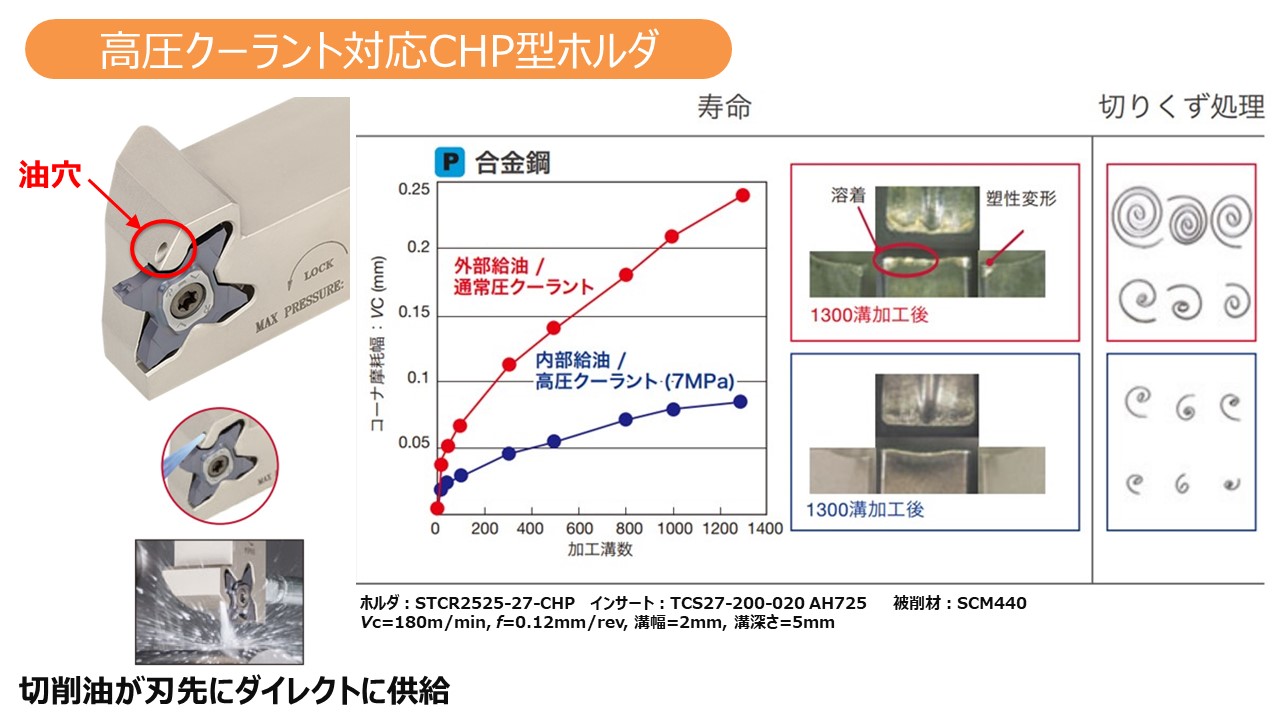
外部給油で切削油供給の調整が難しい場合は、内部給油の高圧クーラント対応CHPホルダの使用を推奨します。
CHPホルダを使用することで、油穴から刃先にダイレクトに切削油を供給することが可能になり、刃先摩耗の抑制や切りくずを細かく分断するなど優れた効果を発揮します。
タンガロイのCHPホルダはほとんどの溝入れ製品に設定されており、外部給油ノズルを接続して内部給油として接続できるなどのメリットがあります。
関連製品やセミナーの詳細はこちら
オンラインセミナーはこちら
タンガロイでは技術テーマ別のオンラインセミナーアーカイブを配信しています。
お申込みいただければ、無料でいつでもどこでも視聴ができます。
オンラインセミナーアーカイブ配信
「旋盤での溝加工を極める!!インサート形状の進化で切屑処理と高能率化!!」
・突切り加工の工具選定と加工のポイント
・外径溝入れ加工の工具選定と加工のポイント
・端面溝入れ加工の工具選定と加工のポイント
・内径溝入れ加工の工具選定と加工のポイント
・溝入れ加工のトラブルシューティング