「正しいインサート交換のコツ教えます!安定生産とトラブル防止を実現する究極ガイド」

はじめに – インサート交換の課題と解決のカギ
多くの現場では、インサート交換作業に伴う以下のような課題が散見されます
- 不十分な清掃による不良着座
取付面に付着したゴミや油分が、インサートの正確な着座を妨げ、寸法精度の低下や工具の早期劣化を引き起こすことがある。
- ねじ締め時の不適切な力加減
理想的な締め付け力を守られないと、ねじ緩みやネジ頭の潰れなど、締付け不良のリスクが高まる。
- トルク管理の難しさ
製品ごとに異なる推奨締付トルク値の把握と管理が求められるため、適正なトルクが伝えられず、結果としてインサート交換が不安定になるケースがある。
- トルクスねじの誤ったドライバー選定
トルクスとトルクスプラスという2種類のねじ頭形状が存在するため、誤った工具を使用するとネジ頭が潰れ、交換作業に失敗する恐れがある。
しかし、これらの課題はしっかりとした知識と技術、そして正しい工具の選定と管理によって確実に克服できます。
このガイドでは、各課題に対する具体的な解決策や正しい手順、さらにはトルク管理の極意までを徹底解説。
正しいインサート交換のコツを学べば、安定生産とトラブル防止は十分に実現できるのです。
インサート取付の重要性・課題
「なぜ正しいインサート取付が必要なのか」
工具の精度と耐久性は、インサートの正確な取付にかかっています。
- 性能維持: 正しい取付により、工具本来の切削精度と加工性能が持続。
- トラブル回避: 取付不良は、寸法精度の低下や工具破損、さらには作業トラブルの原因に。
- トルク管理の難しさ: 製品ごとに異なる適正トルク値の把握と管理は、現場での大きな課題です。
インサート交換ガイド(基本手順+トルクスねじの種類編)
3-1. はじめに
新入社員や初めて工具を扱う方でも、基本手順と注意点を押さえれば安心してインサート交換が可能です。ここでは、基本的な交換手順に加え、ねじ頭形状「トルクス/トルクスプラス」の知識と、適切なドライバーの選び方について詳しく解説します。


3-2. インサート交換の基本手順
① 清掃の重要性
インサート座面の清掃:
交換前に、取付面に付着したゴミ、切粉、油分などをエアーや専用ウエスでしっかり除去してください。
汚れが残ると、インサートが正しく着座せず、寸法精度不良や工具破損の原因となります。
周辺部品の点検:
ねじや固定部品の摩耗、変形がないかもチェック。異常があれば、交換または修理を行いましょう。

② ねじ止めとインサートの着座
- 正しい位置へのセット:
インサートを所定の向きに配置し、ねじ穴とずれがないか確認します。 - ねじ寄せによる着座:
ねじを締める際、インサートを着座方向に寄せながら固定することで、座面との隙間ができないようにします。 - 寄せ方向の確認:
作業前にテスト締めを行い、どの方向に寄るか(ねじ寄せ)が確認できれば、安定した着座が得られます。

③ 締付け時のポイント
- 押す力と回す力のバランス:
ドライバーを回すときは「押す力:7割、回す力:3割」を意識し、ねじ頭から浮き上がる(カムアウト)のを防ぎます。 - 適切なトルク管理:
推奨トルク値に基づいて締め付けることが重要です。弱すぎればガタつき、強すぎればネジや工具の損傷につながります。
初心者はトルクレンチを用いて、適正な力感を体感することをおすすめします。

3-3. トルクスねじの基礎知識
① そもそもトルクスとは
- トルクス(TORX)の特徴:
星型(6角星形)のねじ頭は、従来のプラスやマイナス形状よりも接触面が多く、ドライバーが滑りにくい設計となっています。
そのため、精密な締付けが可能で、カムアウトのリスクを低減します。
② トルクスには2種類ある
-
トルクス(TORX)
- 先端が細く丸みを帯びた星型。
- 表記例:T6、T8、T15など。
-
トルクスプラス(TORX PLUS)
- 先端が太く角ばった星型。
- 表記例:6IP、8IP、15IPなど。
- 新しい規格で、より高いトルク伝達を実現。
注意:トルクスとトルクスプラスに互換性はありません!
トルクス用のドライバーでトルクスプラスのネジを締めると、ネジ頭が潰れる可能性があるため、必ず形状に合った専用工具を使用してください。

3-4. 適切なドライバー選択と変形チェック
① ドライバーの見分け方
- トルクス用: T6、T8など、通常の「T規格」
- トルクスプラス用: 6IP、8IPなど、専用表記となっています
メーカーによっては独自の呼称もあるため、ねじ頭の形状とドライバー表記は必ずセットで確認しましょう。

② 変形チェックのポイント
- しっくり感の確認:
ドライバーをねじに挿入した際にガタつきや違和感がある場合は、ねじ頭またはドライバーが変形している可能性があります。- 定期点検:
変形が認められた場合は速やかに交換し、安全な作業環境を維持してください。

3-5. ねじ締めつけ時のトルク管理
① トルク管理の重要性
- 締付け不足: インサートが緩み、ガタつきの原因に
- 締付け過多: ねじ頭の破損や工具本体へのダメージを招く
各ネジサイズごとに推奨される締付トルク値を遵守することが重要です。② 推奨締付トルク値の把握と活用
- 例:
- T15(M3.5×0.6) → 約3.0 N・m
- 6IP(M2.2×0.45) → 約1.0 N・m
※製品やメーカーにより異なるため、カタログや説明書で確認を。③ トルクレンチ・トルクドライバーの利用
- 体感力の習得:
初心者の方は、トルクレンチを使用して適正な締付け力を体感し、作業の精度を向上させましょう。- 定期校正:
使用頻度に応じた校正や点検も安全な作業のために必要です。

4. 推奨締め付けトルク検索チャットボット
「煩雑なトルク管理を簡単に!」
製品ごとに異なる締め付けトルクの管理は、現場作業者にとって大きな負担です。
そこで、弊社では簡単に推奨締め付けトルクを検索できるチャットボットを開発しました。
このツールを利用することで、対象製品の最適なトルク値が瞬時に確認でき、ミスのリスクを大幅に軽減します。初めての方でも直感的に使える設計となっていますので、ぜひご活用ください!
■入力例
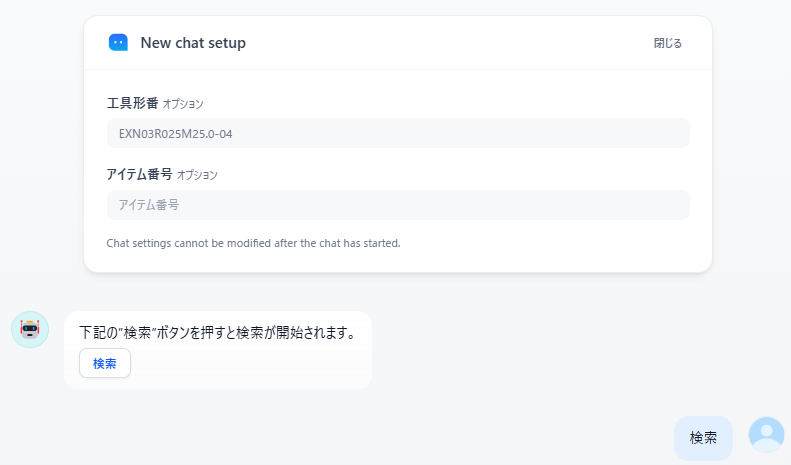
■出力例
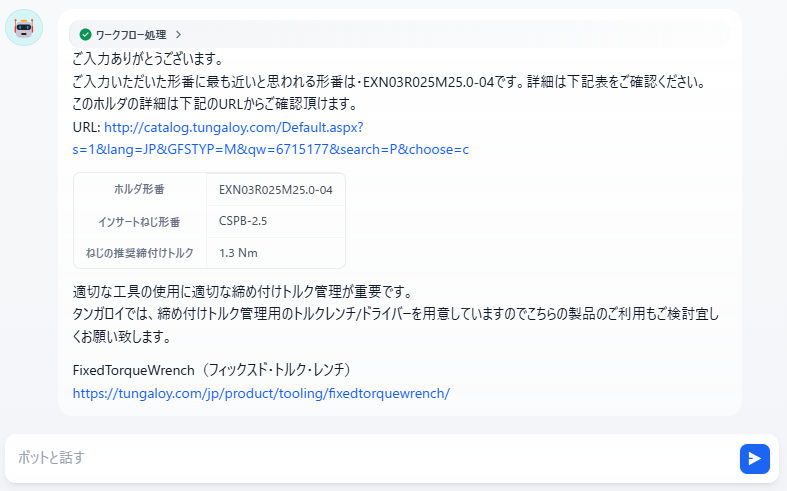
推奨締め付けトルク検索チャットボットはこちら
5. 専用トルクレンチ・ドライバのご案内
「専用ツールで、さらに安心・確実な取付を」
正確なインサートの締め付けには、専用のトルクレンチやドライバが不可欠です。弊社の専用工具は、各製品に最適なトルク管理を実現し、作業中の安全性と信頼性を大幅に向上させます。
専用ツールを導入することで、インサートの寿命延長や加工トラブルの防止が可能となります。詳細な製品仕様や導入事例については、下記リンクよりご確認ください。

6. まとめ&注意点
- 清掃を徹底する:
インサート交換前に座面のゴミや油分を確実に除去し、正確な着座を実現することが基本です。 - ねじ頭形状の確認:
「トルクス(T規格)」か「トルクスプラス(IP規格)」かを見分け、必ず専用のドライバー/レンチを使用しましょう。 - ねじ締めの手順:
ねじを締めながらインサートを着座方向に寄せ、隙間ができないことを確認する。
また、「押す力:7割、回す力:3割」を意識し、カムアウトを防止することが大切です。 - 適切なトルク管理:
推奨締付トルク値を遵守し、トルクレンチやトルクドライバーを活用することで、工具やインサートの損傷リスクを低減できます。
総括
インサート交換は、加工の品質と工具の寿命を左右する重要な工程です。正しい知識と適切な工具の選択、そして適正なトルク管理を徹底することで、現場でのトラブルを未然に防ぎ、安定した作業環境を実現できます。まずは、本ガイドを参考に、基本手順とトルクスねじの特性をしっかり理解し、安全かつ効率的なインサート交換を心がけましょう。