- 超硬ドリルとハイスドリルの加工精度の違いが分かる
- 穴精度に影響を与えるドリルの構造と特長が分かる
- 振れ精度の測定方法と加工精度に与える影響が分かる
- 超硬ドリルとハイスドリルの穴精度の違い
- 穴精度に関わるドリルの構造と特長
- 先端角
- シンニング
- マージン
- 心厚
- 振れ精度の測定方法と与える影響
- 切れ刃外周側の振れ精度
- 切れ刃正面側の振れ精度
超硬ドリルとハイスドリルの穴精度の違い
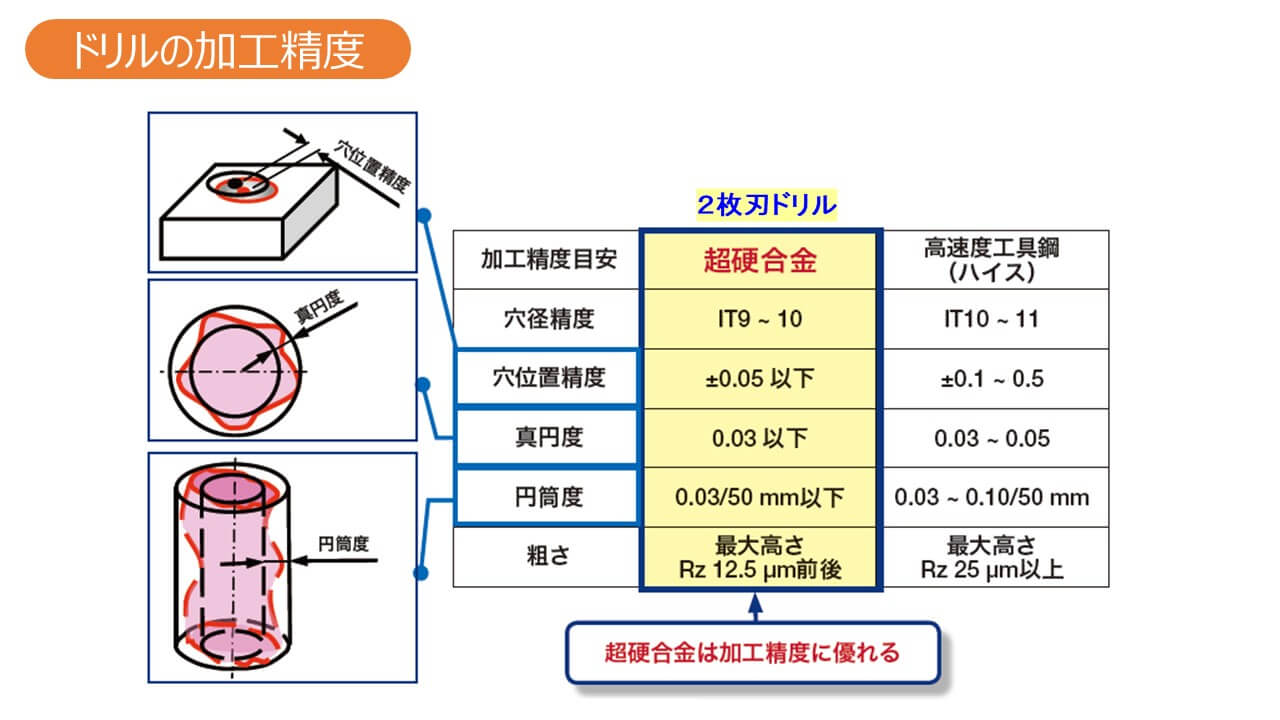
穴精度は、穴径、穴位置、真円度、円筒度、加工面の粗さなどいくつかの穴精度の種類があります。
超硬ドリルはハイスドリルに比べて各項目とも数値が優れており、より精度の高い穴あけ加工が可能となっています。
穴精度に関わるドリルの構造と特長
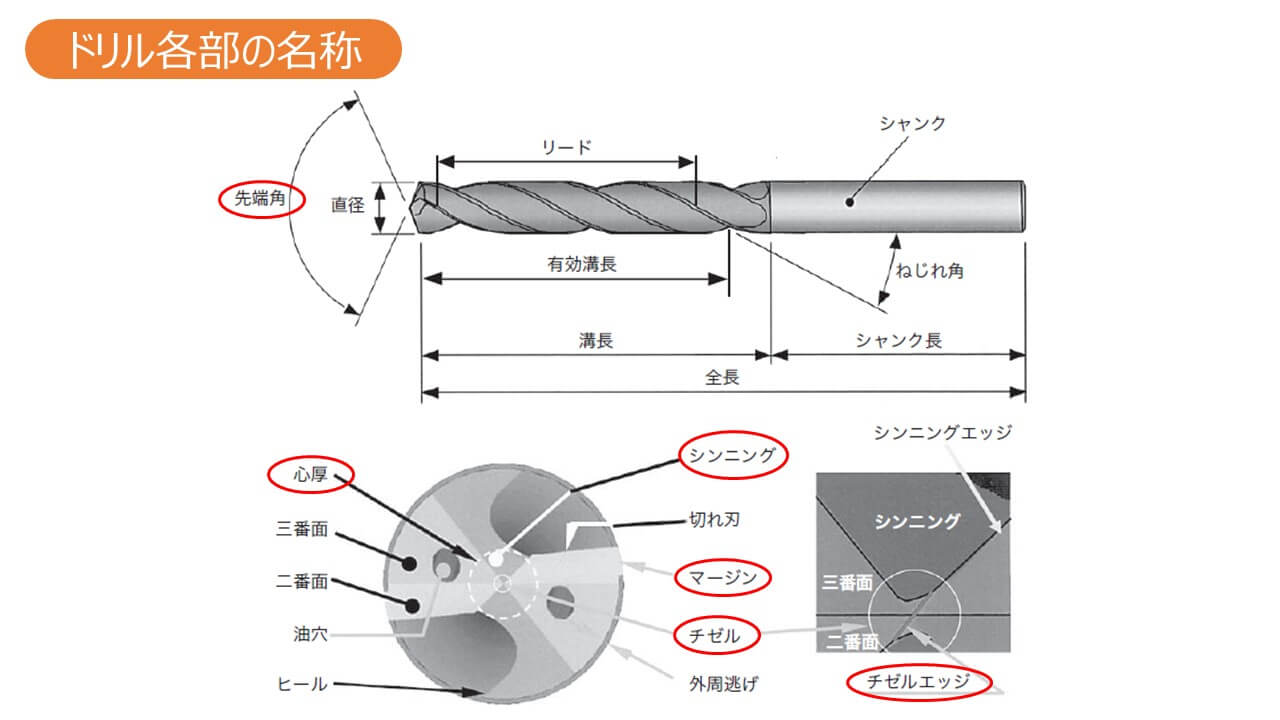
上図は2枚刃ドリルの構造と名称を図にしたものです。この中でも赤枠で囲まれた部分は穴精度を向上させるのに重要な役割を果たします。
ここからは、ドリルの構造と穴精度への影響を各部分ごとに解説します。
先端角
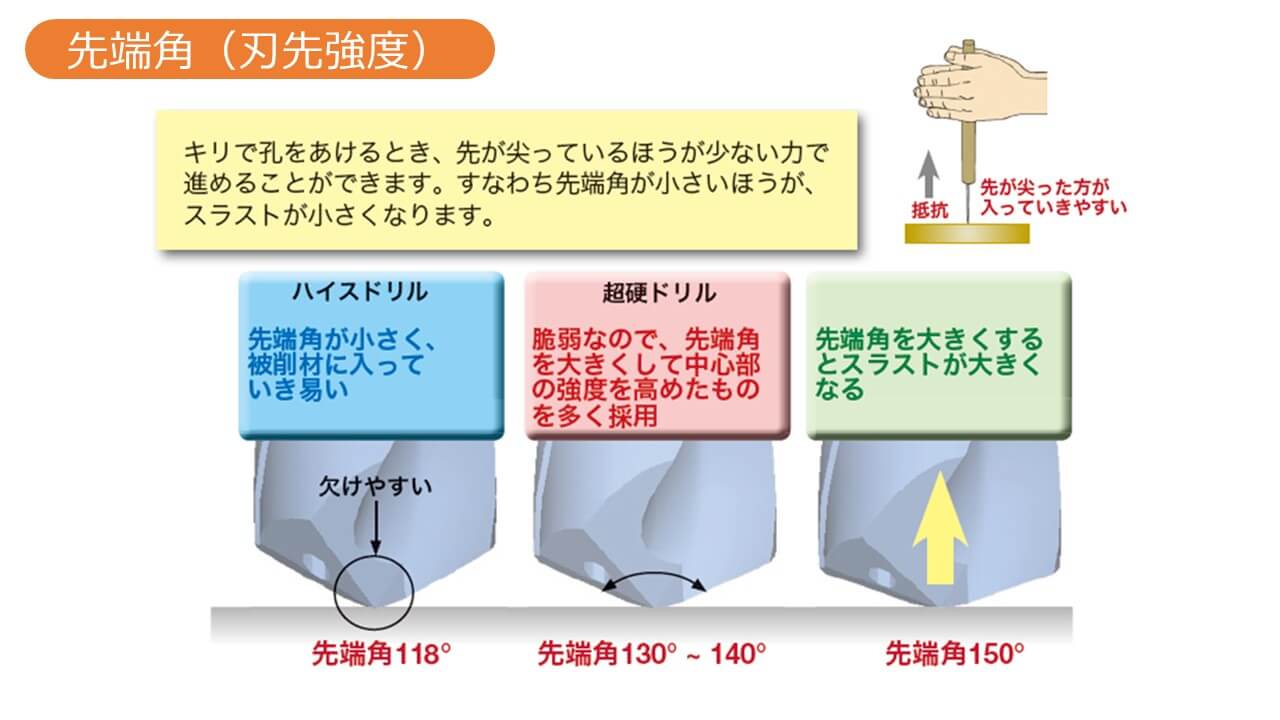
先端角はドリルの刃先の角度を指し、ドリルの刃先強度と食いつき性に影響します。
先端角が小さい方がスラストが低減され食いつき性が良くなりますが、小さすぎるとドリル先端が欠けやすくなるデメリットが生じます。
超硬ドリルはハイスドリルよりも靭性が低く欠けやすいため、先端角が約130-140°と食いつき性と欠けにくさのバランスがとれた構造になっています。
シンニング
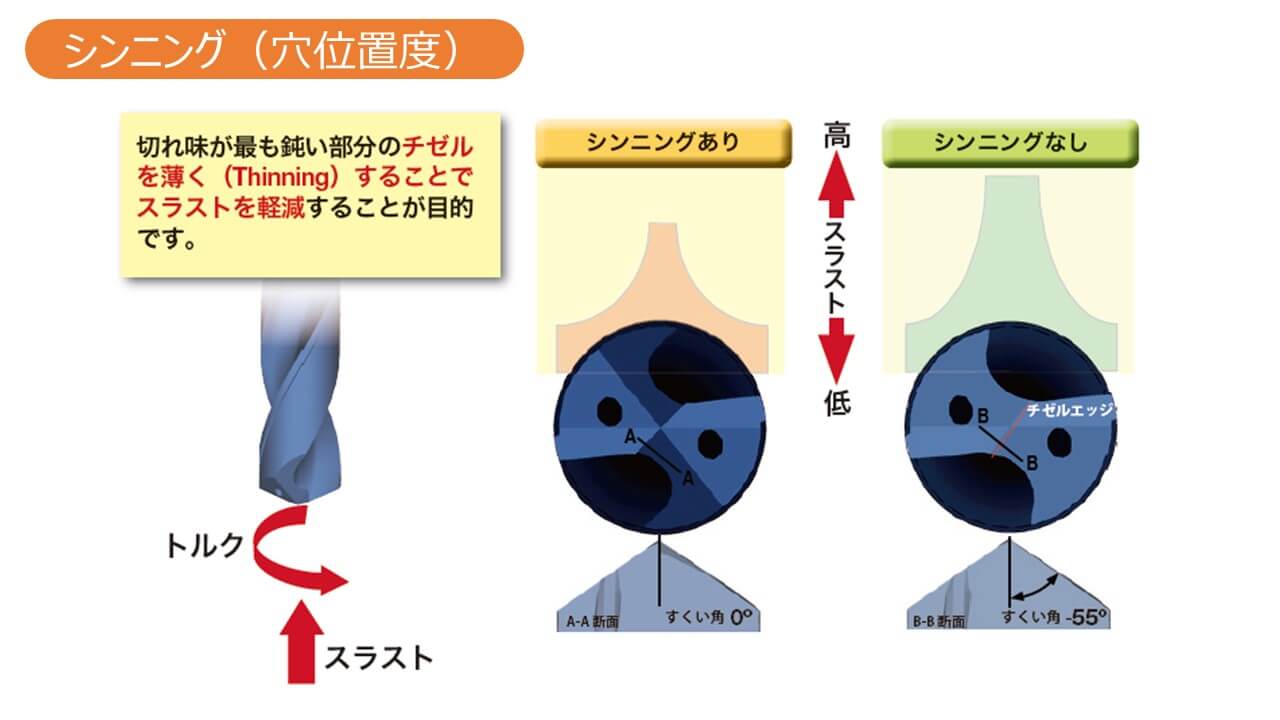
2枚刃ドリルは構造上マイナスのすくい角となるチゼルエッジがあります。
チゼルエッジがあることで、加工時のスラストが大きくなり、加工面への食いつきの悪化による穴位置精度の低下が懸念されます。
シンニングはマイナスのすくい角を持つチゼルエッジの切れ味を良くするために施され、穴位置精度に大きく影響します。
シンニングを施すことで、チゼルエッジにすくい角が生まれ食いつき性の向上や切削抵抗の軽減による穴位置精度の向上につながります。
マージン
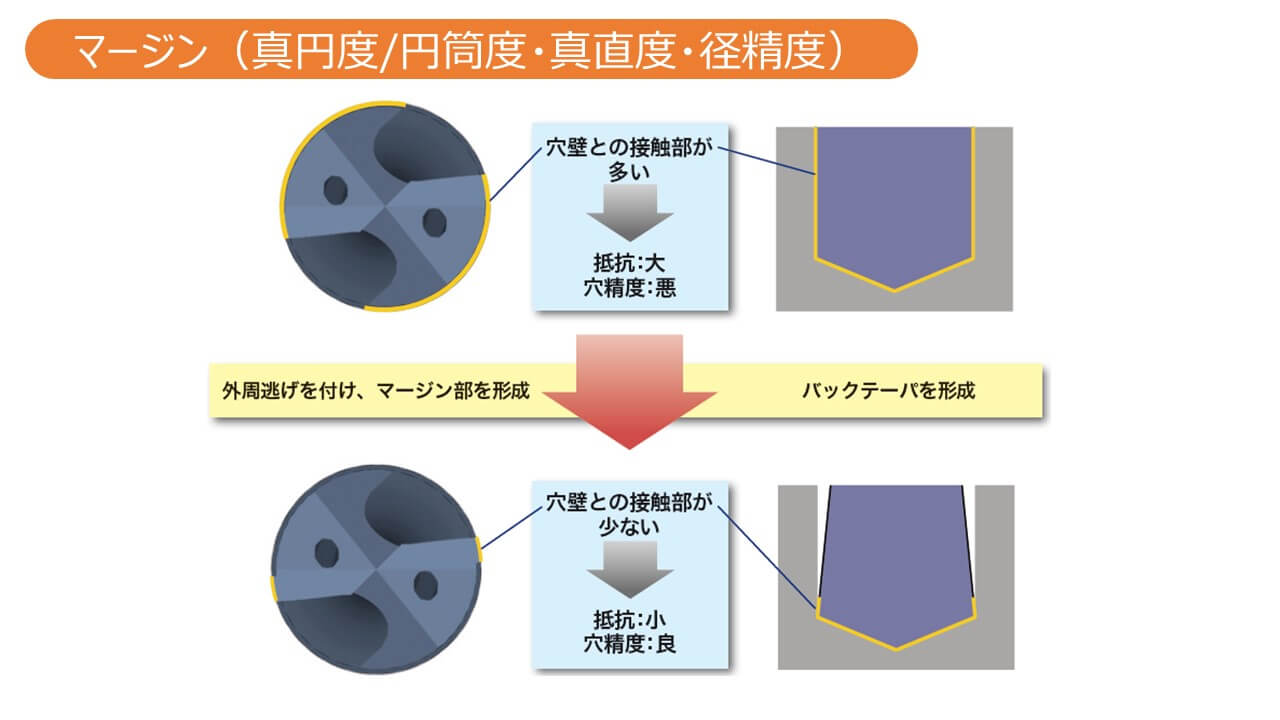
マージンは外周切れ刃の逃げ角を持たない円筒部を指します。
マージンは常に穴壁にこすった状態のため、穴加工時のガイドとなり、径精度・真円度・真直度を高める重要な役割を担っています。
また、ドリルにはバックテーパを施すことでドリルの切れ刃のマージン以外が穴壁と接する面積を無くし、抵抗を軽減させることで穴精度を良好に加工することができます。
通常切れ刃1枚あたりに1つのマージンが設けられますが、加工精度向上のために2つのマージンを設定したダブルマージン仕様のドリルもあります。
心厚
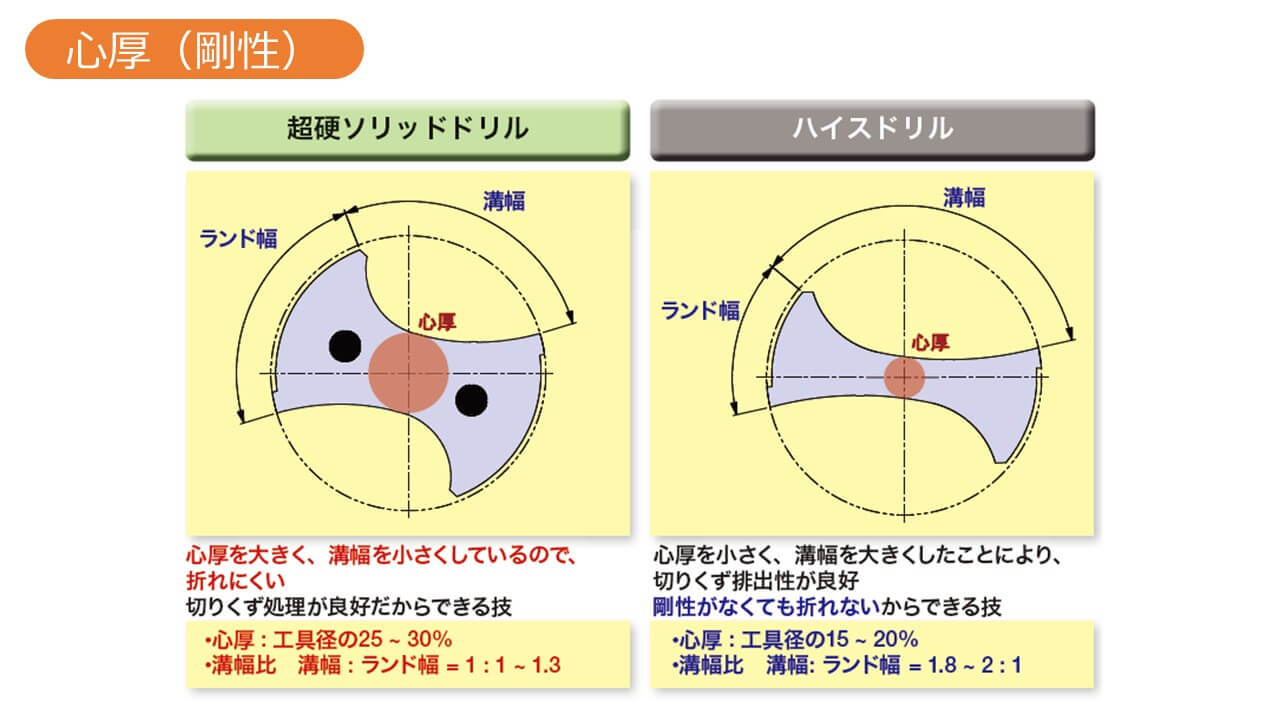
心厚はドリルを軸方向に見た際の中心部の厚さを指し、ドリルの剛性に影響を与えます。
心厚は大きいほどドリルの剛性が高くなりますが、切りくずを排出するスペースが小さくなることで切りくず処理性が悪化するデメリットもあります。
超硬ドリルは切りくずの排出性が良好であるため、心厚が工具径の25-30%とハイスドリルに比べて大きく設計されており、高い剛性で加工が可能になります。
振れ精度の測定方法と与える影響
2枚刃ドリルは機械取り付け時の振れ精度を誤差内に収めて加工することで、切削バランスの取れた安定した加工をすることができます。
一方で、振れ精度が大きいと、穴精度への影響だけでなく、最悪の場合は機械や工具が損傷する可能性もあります。
ここからは穴あけ工具の振れ精度の測定方法と加工へ及ぼす影響を解説します。
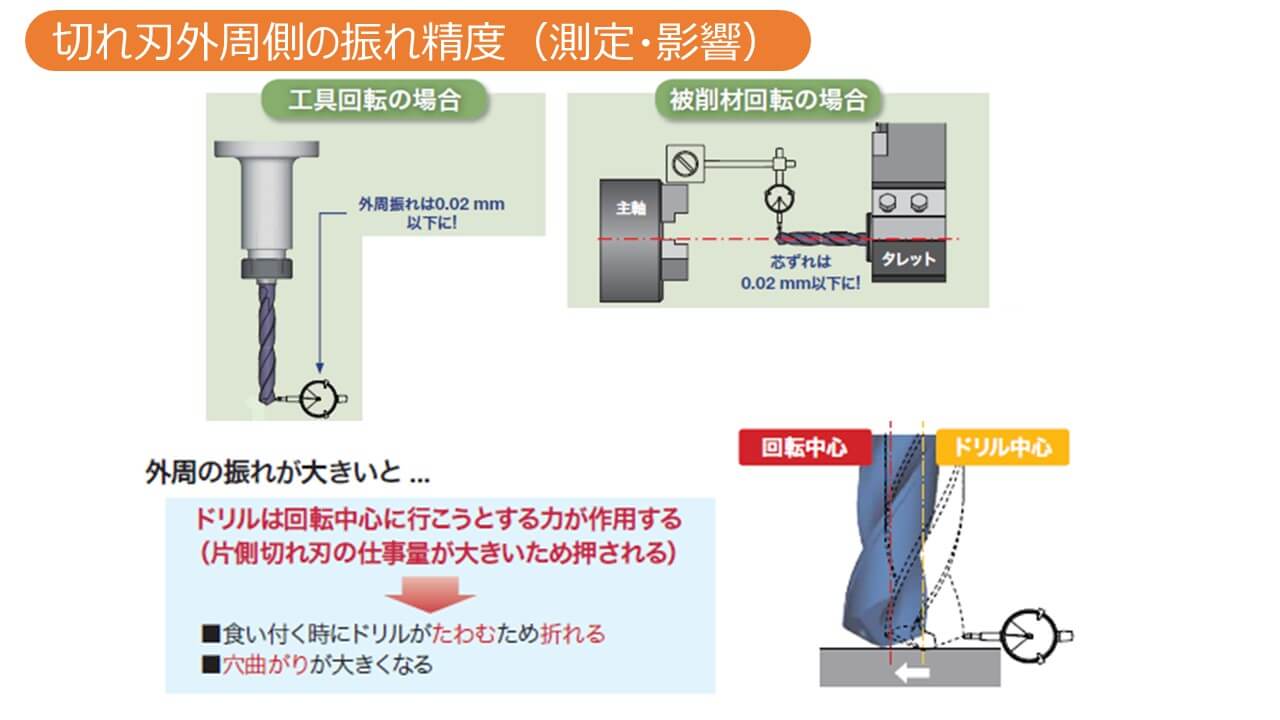
切れ刃外周側の振れ精度
切れ刃外周側の振れ精度測定方法
マシニングセンタ、NC旋盤ともに、機上に設置した状態でダイヤルゲージを用いて振れ精度を測定します。
機上で測定することで、機械取り付け時の取り付け誤差や機械精度などを含んだ値で測定ができます。
工具回転、被削材回転の芯ずれともに取り付け誤差は0.02mm以下に設定することが推奨されます。
切れ刃外周側の振れ精度の影響
ドリルは回転中心に働く力が作用するため、外周振れが大きい場合ドリルがたわみやすくなります。
ドリルがたわむことによって、加工中に穴が曲がったり、ドリルが折損してしまうといった影響が考えられます。
切れ刃正面側の振れ精度
切れ刃正面側の振れ精度測定方法
切れ刃外周側の測定と同様に、機上でダイヤルゲージを用いて測定を行います。
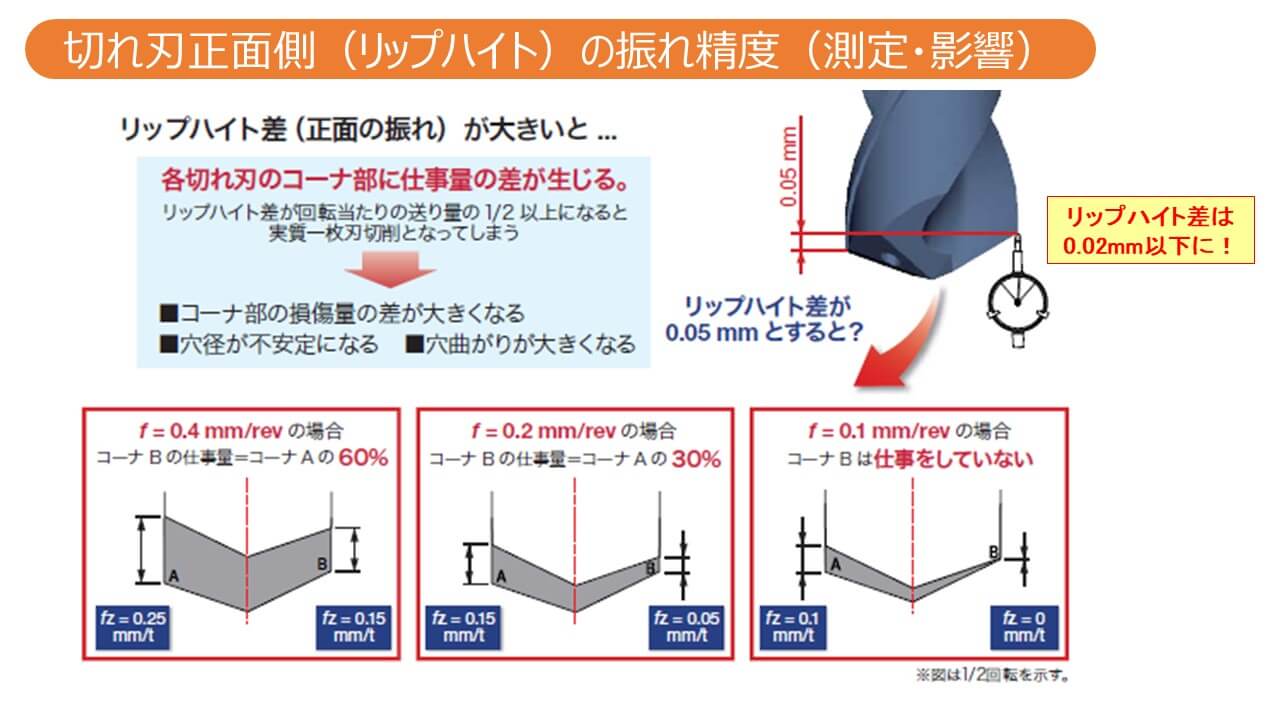
切れ刃正面側の振れをリップハイト差と呼びますが、リップハイト差は0.02mm以下に設定が推奨されます。
切れ刃正面側の振れ精度の影響
リップハイト差が大きい場合、各切れ刃に仕事量の差が生じ、2枚の切れ刃の切削バランスが悪化します。
リップハイト差が回転当たりの送り量の1/2以上になった場合は、1枚の切れ刃のみで切削を行い、もう1枚の切れ刃は仕事をしていない状況になってしまいます。
2枚刃ドリルは各切れ刃の切削バランスが重要であるため、切れ刃の仕事量にばらつきが生じると、コーナ部の損傷に差が生じたり、径精度や真直度の劣化、最悪の場合はドリルの折損の影響が考えられます。
関連製品やセミナーの詳細はこちら
オンラインセミナーはこちら
タンガロイでは技術テーマ別のオンラインセミナーアーカイブを配信しています。
お申込みいただければ、無料でいつでもどこでも視聴ができます。
オンラインセミナーアーカイブ配信
「穴あけ加工の基礎!穴あけ工具の選定と上手な使い方をご紹介」
・1枚刃ドリルの切削メカニズム
・工具選定時の確認事項
・穴精度(径精度・真円度/円筒度・真直度・位置度)
・切り屑処理のコツ
・旋盤で使用する際の芯高確認と調整
・外部給油加工時で気を付けるポイント
お試しください!
工具費削減や特殊品のご検討をされている場合に役立つツールをご紹介

現状ご使用中のソリッドドリルからヘッド交換式ドリルDrillMeisterへと切替検討を行う際に使用できるシミュレーターです。
必要な工具の情報を入力することで、面取り機能付き特殊穴あけ工具の簡易図面を作成いただけます。