- 端面溝入れ工具選定のポイントがわかる
- 端面溝入れの加工のポイントがわかる
- 端面溝入れ・横送り加工用工具の選定
- 端面溝入れ加工のポイント
- 端面溝入れの加工位置
- 加工径が重なる場合の工具選定
- 横送り加工のポイント
端面溝入れ・横送り加工用工具の選定

端面溝入れ・横送り加工の工具選定はクランプオン式の溝入れ工具が第一選択になります。
クランプオン式やセルフクランプ式のEasyMultiCutは端面溝入れと横送り加工に対応しています。
また、スクリュークランプ式は小径の端面溝加工に最適です。
端面溝入れ加工は切りくず処理性が悪化しやすいため、ツールパスによって最適なブレーカを選択してください。
端面溝入れ加工のポイント
端面溝入れ工具はボディとの干渉を防ぐために曲率があるなど他の溝入れ工具とは形状が異なり、適切な工具選定とセッティングが重要になります。
ここでは、端面溝入れ加工の際のポイントをご紹介します。
端面溝入れの加工位置
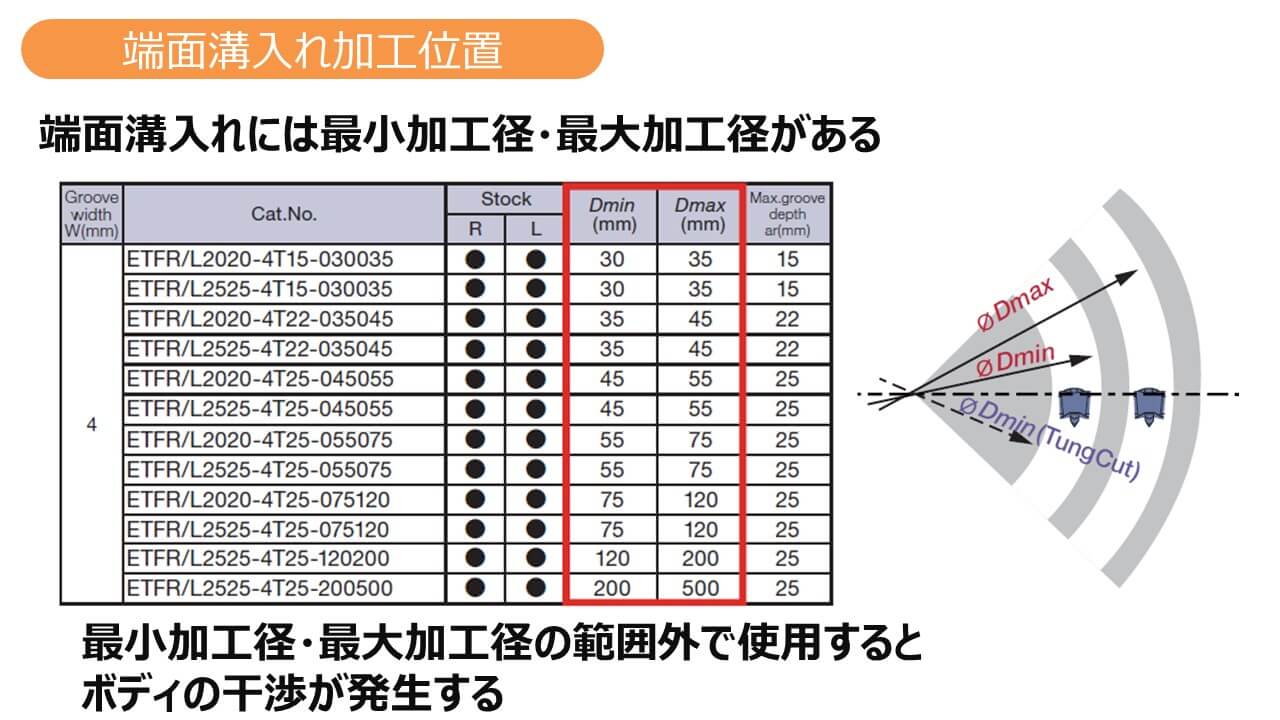
端面溝入れ加工用のホルダは最小加工径(øDmin)と最大加工径(øDmax)が設定されており、範囲を外れた工具を使用するとワークとボディの干渉が発生します。
(最小・最大加工径は一般的に工具の外側の径で表記されますが、TungCutは内側の径で表記されているためご注意ください)
上記の理由で、工具選定の際にはカタログに表記されている最小・最大加工径の表記を必ず確認してください。
端面溝入れ→横送り加工で端面溝の拡幅加工を行う際のポイント
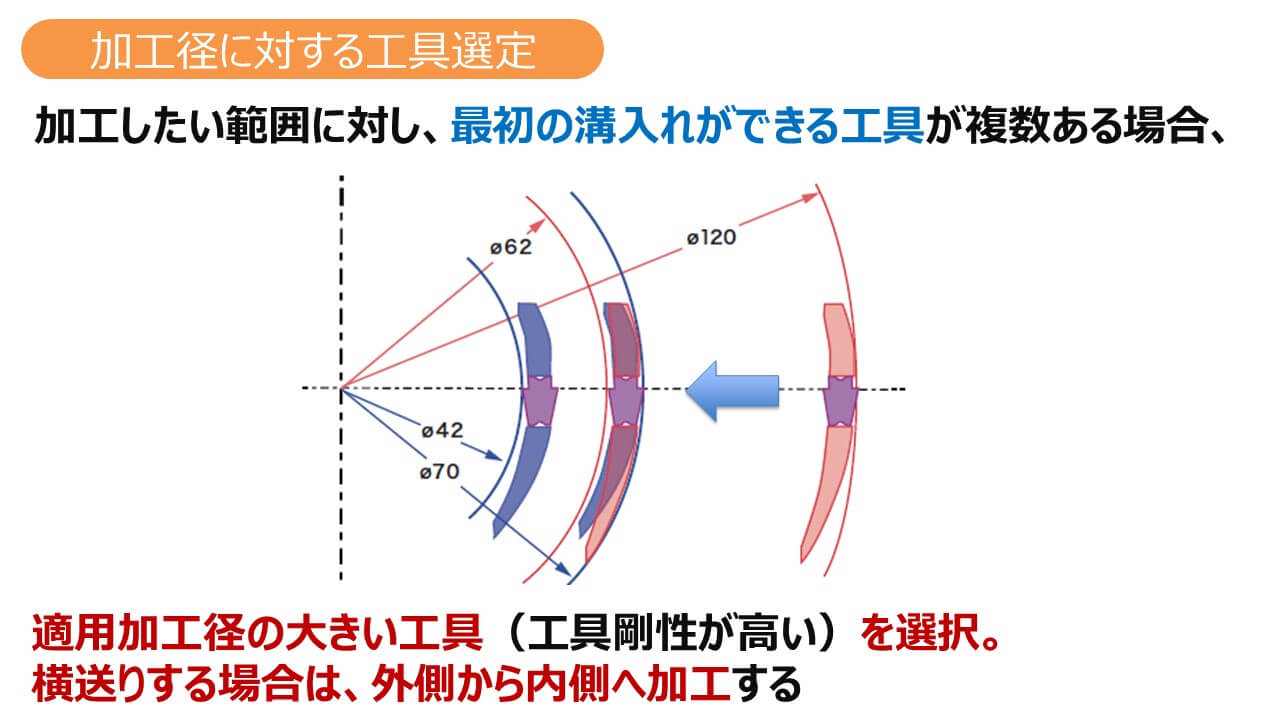
端面溝入れと溝の拡幅加工を行う際の工具選定と加工方法のポイントを紹介します。
・端面溝の最大径を確認する。その最大径の端面溝入れ加工に対応可能な工具を選定
・最大径になるところから端面溝加工を実施
・溝加工終了後、径の内側に向かって横送り加工を実施
【上記方法が推奨される理由】
・端面溝入れ加工では、曲率の大きな加工の方が切りくず排出性に優れる
・端面溝入れ対応径が大きな工具の方がインサート底面部の顎の面積が大きく工具剛性が高い。工具剛性が高い方が横送り加工時ないし端面溝入れ加工時の安定性が高い
関連製品やセミナーの詳細はこちら
オンラインセミナーはこちら
タンガロイでは技術テーマ別のオンラインセミナーアーカイブを配信しています。
お申込みいただければ、無料でいつでもどこでも視聴ができます。
オンラインセミナーアーカイブ配信
「旋盤での溝加工を極める!!インサート形状の進化で切りくず処理と高能率化!!」
・突切り加工の工具選定と加工のポイント
・外径溝入れ加工の工具選定と加工のポイント
・端面溝入れ加工の工具選定と加工のポイント
・内径溝入れ加工の工具選定と加工のポイント
・溝入れ加工のトラブルシューティング