エンドミル加工は、精密部品の製造において広く利用されている加工方法の一つです。加工時に発生する「ビビり」は加工側面に不規則な筋模様を生じさせ、寸法精度が低下し品質に大きな影響を及ぼします。この記事では、エンドミル加工に特に多いビビりを抑制するための実践的な技術とアプローチについて解説します。
- 荒加工と仕上げ加工を一つの工具で行う方法
- コンビネーションエンドミルの特徴とメリット
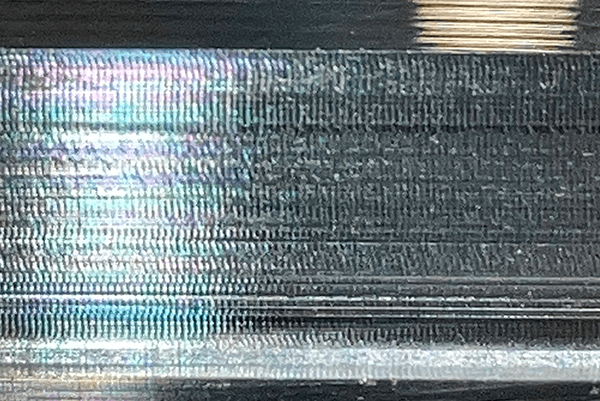
ビビリが発生していませんか?
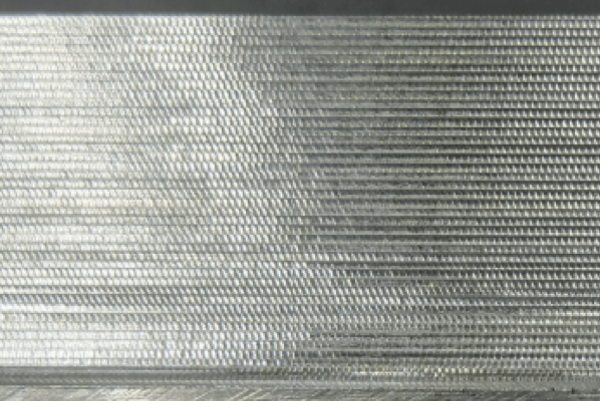
エンドミル加工後の加工面に不規則な筋模様が生じていませんか?これは加工中の工具のビビリによって発生したものです。ビビリは仕上げ面精度や寸法精度に影響します。

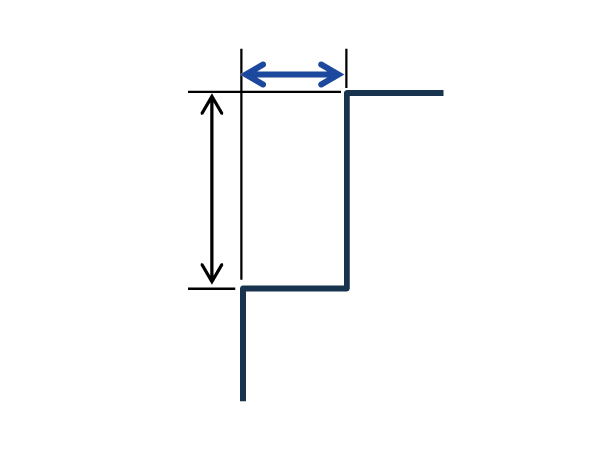
ビビリの原因は「たわみ」
下図のように右側から力が加わると工具は左にたわみます。
たわみにより振動が発生し、結果としてビビリが発生します。

工具のビビリ・たわみを抑えるには、
切削抵抗の低いラフィングエンドミルを使用することが解決策の一つです。
ラフィングエンドミルはビビりにくいけど面粗さが粗い、、、
荒加工用のラフィングエンドミルは切削抵抗が低くビビりにくいですが、面粗さが粗いというデメリットがございます
| ラフィングエンドミル | スクエアエンドミル | |
| 刃形 |
波形刃
|
直線刃
|
| びびりやすさ | びびりにくい | ビビリやすい |
| 加工用途 | 荒加工 | 仕上げ加工 |
| 面粗さ |
波目が残り粗い(Ra 1.5)
 |
良好(Ra 0.3)
 |


ラフィング+スクエア=ビビらず、仕上げ加工できるエンドミル
ラフィングエンドミルと、スクエアエンドミルのいいとこどりをしたのがコンビネーションエンドミルです。波型の刃と直線刃を組み合わせることで、スクエアエンドミルよりも切削抵抗が低く、ビビりにくくなります。
ラフィングのように切り込みを大きくでき、スクエアのように高い加工面品位を得ることができます。
| ラフィングエンドミル | コンビネーション エンドミル |
スクエアエンドミル | |
| 刃形 |
波形刃
|
波形+直線
|
直線刃
|
| びびりやすさ | びびりにくい | びびりにくい | ビビリやすい |
| 加工用途 | 荒加工 | 荒加工+仕上げ加工 | 仕上げ加工 |
| 切削幅 |
大きい(ae=0.3D)
 |
大きい(ae=0.3D)
|
小さい(ae=0.1D)
 |
| 面粗さ |
波目が残り粗い
(Ra 1.5)
|
良好
(Ra 0.3)
|
良好
(Ra 0.3)
|
| 1本の価格 |
¥¥¥
|
¥¥¥
|
¥¥
|

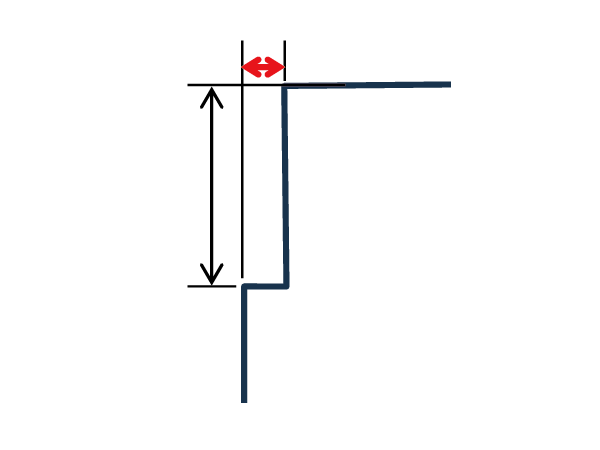
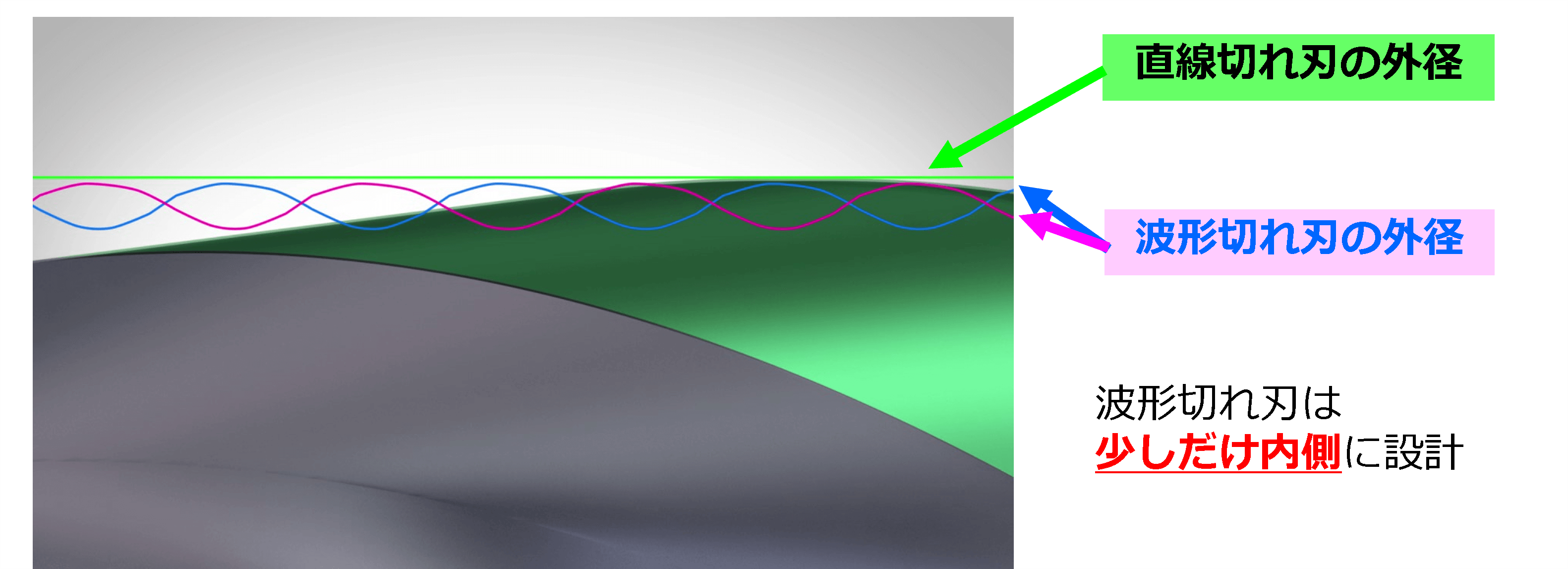
どうしてスクエアと同じ加工面品位が得られるのか
それは、直線切れ刃が波形切れ刃よりも少しだけ外側に設計されているためです。
直線切れ刃が最外周を通ることで、加工面の仕上がりがよくなります。
実際の使用例
荒加工・仕上げ加工を別工具で行う従来の方法に対し、コンビネーションによって工程集約した場合、加工時間は53%削減できました。
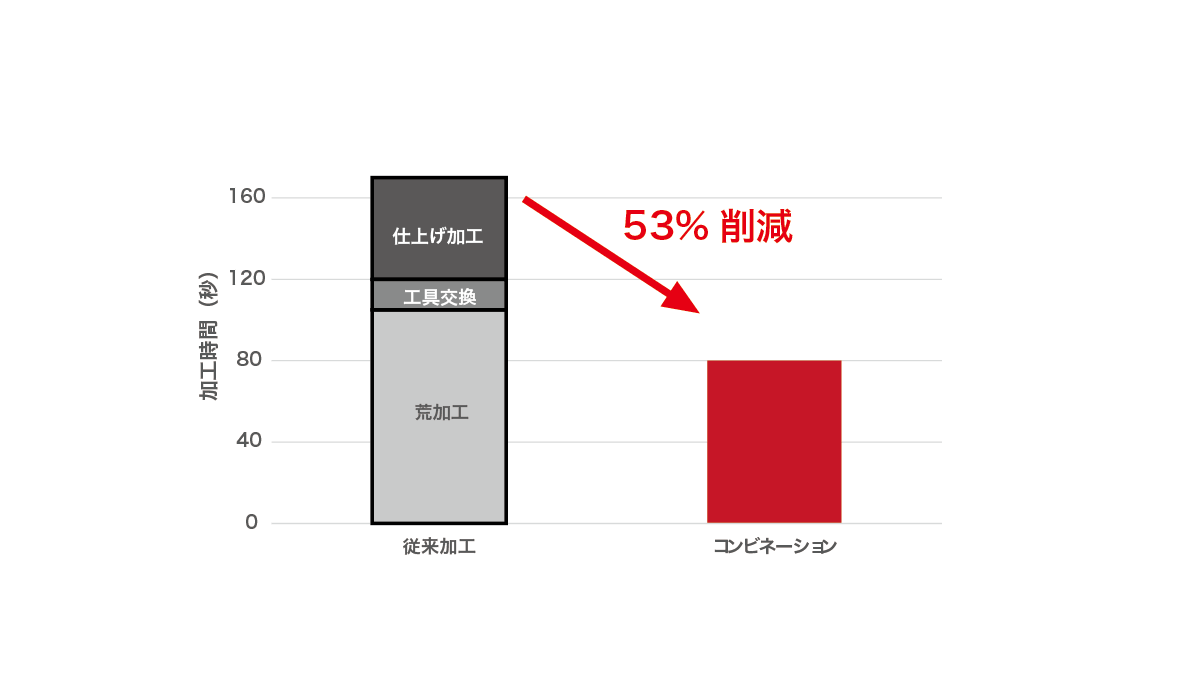
被削材:チタン合金
工具径:16mm ap=24mm
コンビネーション : Vc=45m/min fz=0.03mm/t ae=6mm
従来加工:荒(4z) Vc=35m/min fz=0.03mm/t ae=5.7mm、仕上げ(6z) Vc=45m/min fz=0.03mm/t ae=0.3mm
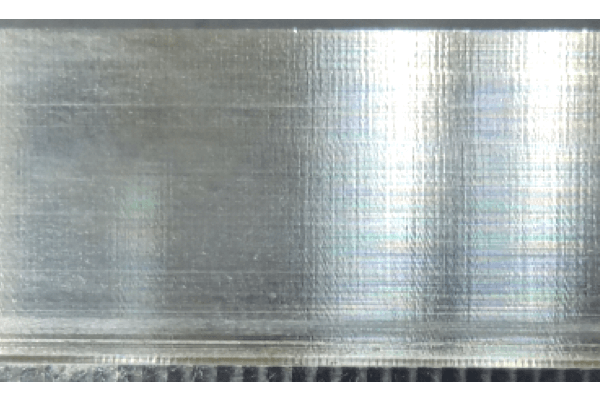
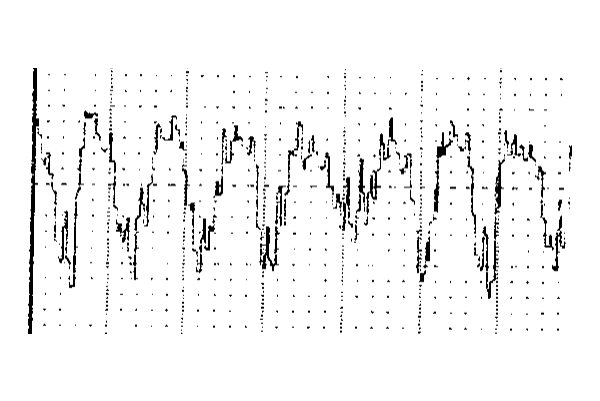
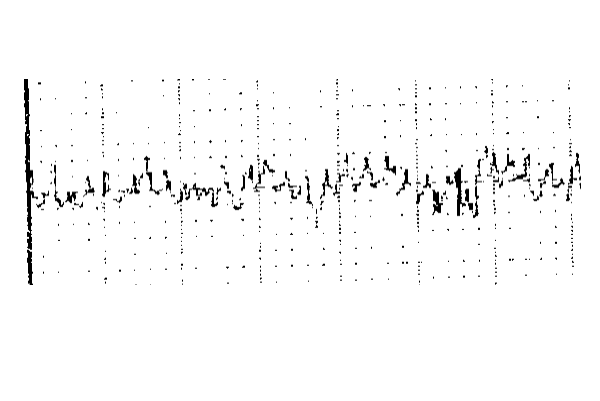
コンビネーションエンドミルと他社スクエアエンドミルの比較では、加工時のビビりが抑制されることでコンビネーションの方が表面粗さ(Ra, Rz)で優れました。
| スクエアエンドミル | コンビネーション エンドミル |
|
| 加工面 |
ビビリあり
|
ビビリなし
|
| 面粗さ |
Ra 1.394 μm
Rz 5.323 μm
 |
Ra 0.349 μm
Rz 1.947 μm
 |
被削材:S50C
工具径:6mm ap=6mm
Vc=130m/min fz=0.03mm/t ae=0.3mm
ユーザー様の声
一部テストユーザー様から以下のようなご意見をいただいております。加工面品位や加工時間についてご満足いただいております。
「今まで粗加工と仕上げ加工に別々のエンドミルを用意してましたがサンプルを使用することで一本で荒仕上げ出来て加工時間の短縮に活躍しました。」
「目標個数まで問題なく加工が出来ました。他のスクエアエンドミルやラジアスエンドミルでは数十個の加工で仕上面のビビり・バリが大きくなり刃具交換をしていました。今回の刃具は一部ラフィング形状となっておりそれにより加工抵抗低減に寄与したかと思います。テストでは特に気になった問題なく完了しましたので、寿命的には目標個数以上に延長できるかも?と思います」
お客様でのFinishMeister 活用事例

従来のエンドミルでは、荒加工時にびびりが発生し、生産性が向上しませんでした。 FinishMeisterは、荒削りと仕上げの刃を独自に組み合わせたもので、ビビリ防止性能に優れています。 FinishMeisterは、”従来品の6倍の切込み”、”1.5倍の送り速度”、”2倍の刃数 “を適用することで、びびりを抑制し、14倍の生産性を達成した。
まとめ
エンドミル加工時のビビリでお困りの場合、コンビネーションエンドミルがおすすめです。
また現在お使いの工具によってはコンビネーションエンドミルに変更することで荒加工と仕上げ加工を一つの工具で工程集約し、コストメリットが得られる可能性もあります。
弊社では、ソリッドタイプとヘッド交換式の2種類がございます。ぜひお試しくださいませ。
ソリッドエンドミル FinishMeister e-Catalogはこちら
ヘッド交換式エンドミル TungMeister e-Catalogはこちら
サンプル受付中です!
現在、Tungmeister・Finish Meisterのコンビネーション刃型のサンプル請求受付中です!
以下のリンクよりぜひ、お申し込みくださいませ。

