- 2枚刃ドリルと1枚刃ドリルの切りくずの特徴が分かる
- 切削条件が切りくずに及ぼす影響が分かる
- ドリルによる穴繰り広げの可否と注意点が分かる
- 2枚刃ドリルの切りくず
- 2枚刃ドリルの切りくず形状
- 切削条件が切りくずに与える影響
- 1枚刃ドリルの切りくず
- 1枚刃ドリルの切りくず形状
- 切削条件が切りくずに与える影響
- 穴繰り広げ
2枚刃ドリルの切りくず
ここでは2枚刃ドリル(ヘッド交換式ドリル・ソリッドドリル)で貫通穴を加工した際の切りくずの特徴について解説します。
2枚刃ドリルの切りくず形状
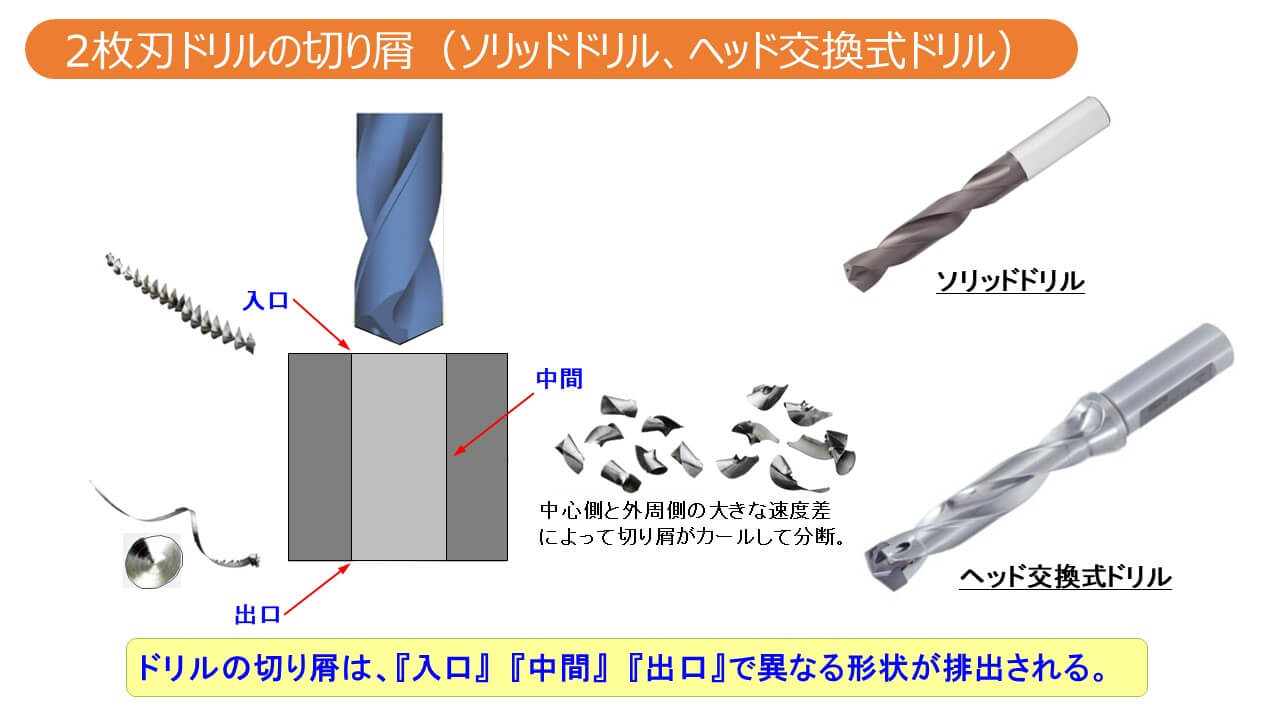
2枚刃ドリルで貫通穴を加工した際の切りくずは入口、中間、出口で異なった形状の切りくずが排出されます。
入口は「連続らせん状」、中間は「細かく分断された切りくず」、出口は「分断されない細長い切りくず」となっており、貫通時に傘のような切りくずが排出されます。
切削条件が切りくずに与える影響
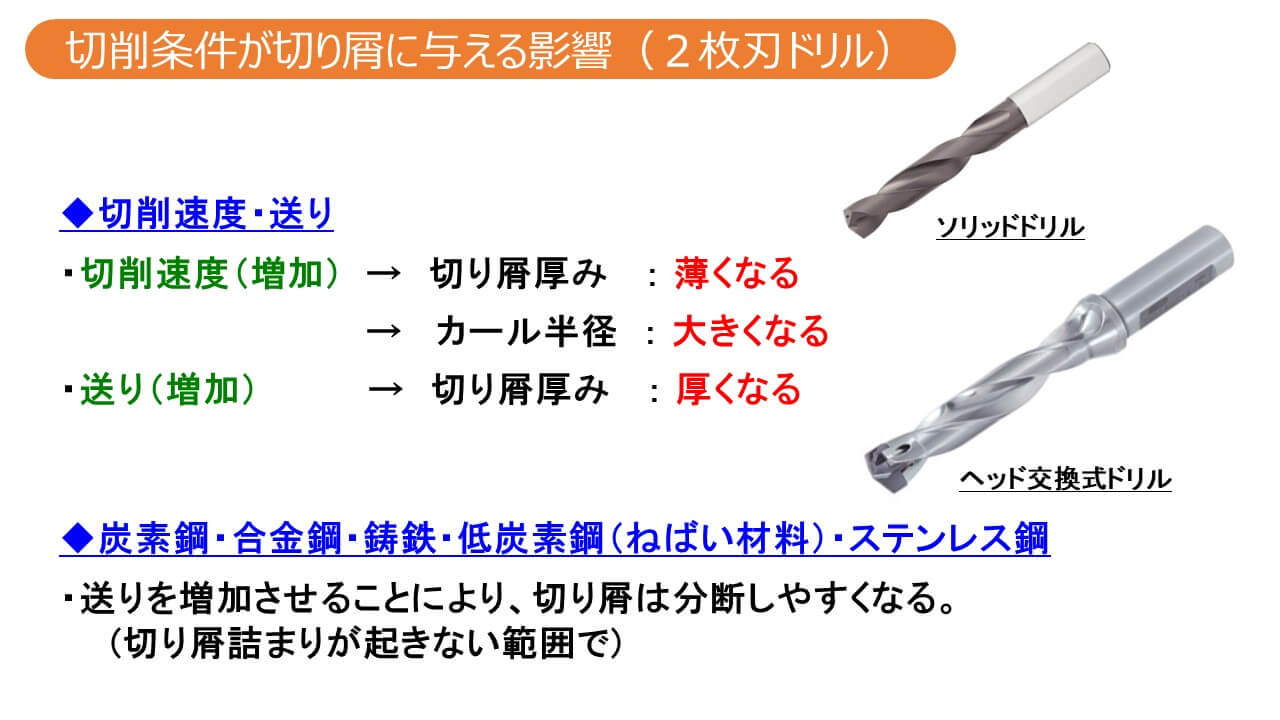
2枚刃ドリルは切削速度を増加させると切りくず厚みは薄く、カール半径が大きくなり、送りを増加させると切りくず厚みは厚くなります。
ほぼ全ての被削材で、切りくず詰まりが発生しない程度で送りを増加させることで切りくずを分断しやすく、切りくず排出性を高めることができます。
1枚刃ドリルの切りくず
ここからは、1枚刃ドリル(刃先交換式ドリル)で貫通穴を加工した際の切りくずの特徴について解説します。
1枚刃ドリルの切りくず形状
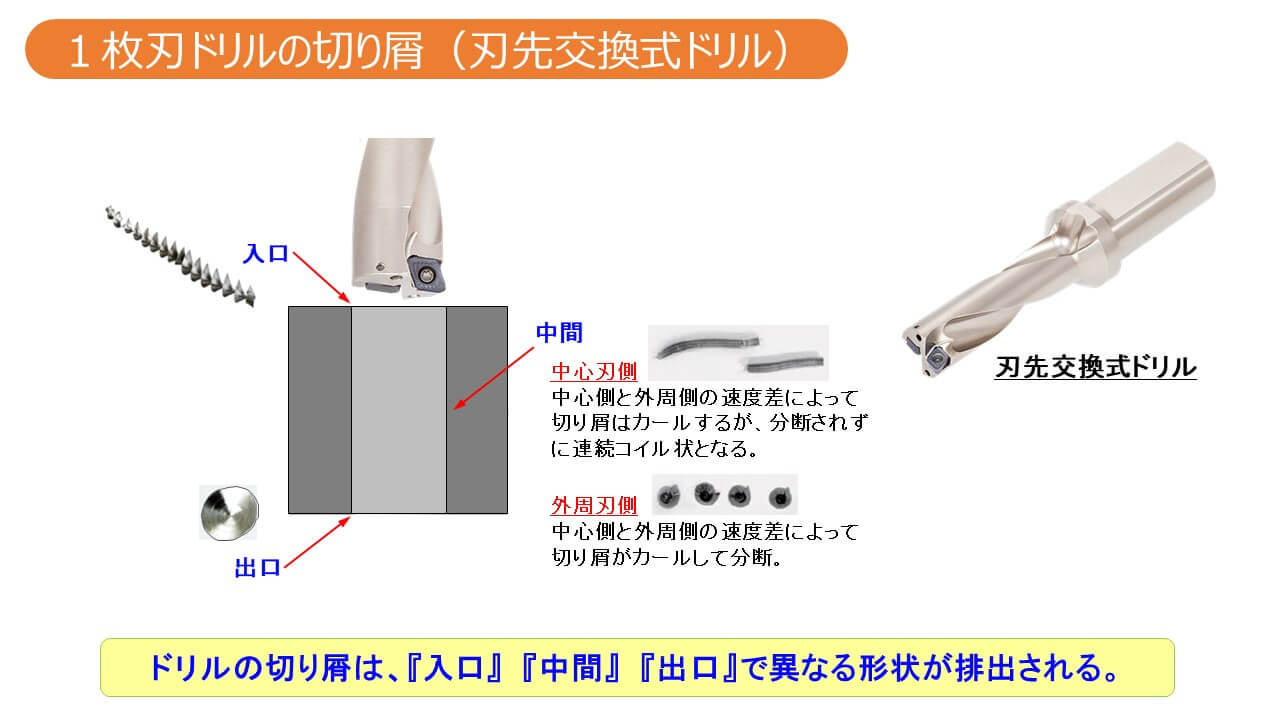
1枚刃ドリルは2枚刃ドリルと同様に、入口では「連続らせん状」、出口では「傘型の切りくず」が排出されます。
中間部分では中心側と外周側の速度差により、中心側は「分断されない連続コイル状」、外周側は「カールして分断された切りくず」と、それぞれ異なった形状の切りくずが排出されるのが特徴です。
切削条件が切りくずに与える影響
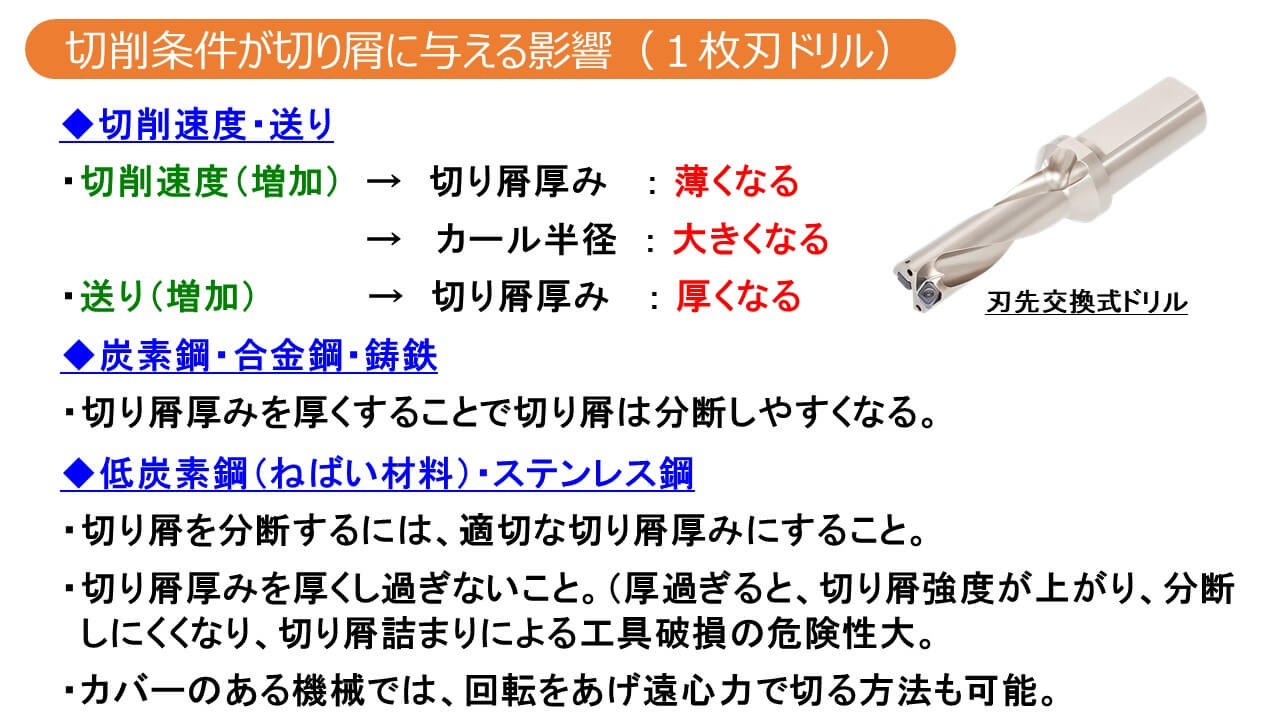
1枚刃ドリルは切削速度を増加させることで、切りくず厚みが薄く、カール半径が大きくなりますが、送りを増加させると切りくず厚みは厚くなります。
1枚刃ドリルは被削材によって適切な切りくず処理のポイントが異なるため、以下のように区別して加工を行うことが重要です。
炭素鋼・合金鋼・鋳鉄の場合
送りを増加させ切りくず厚みを厚くすることで、切りくずが分断しやすくなる
低炭素鋼・ステンレス鋼の場合
切りくず厚みが厚すぎると、切りくずの強度が高くなり分断しづらくなるため、被削材によって適切な切りくず厚さにする
カバーのある機械では、回転を上げて遠心力で分断する方法も有効です。
穴繰り広げ
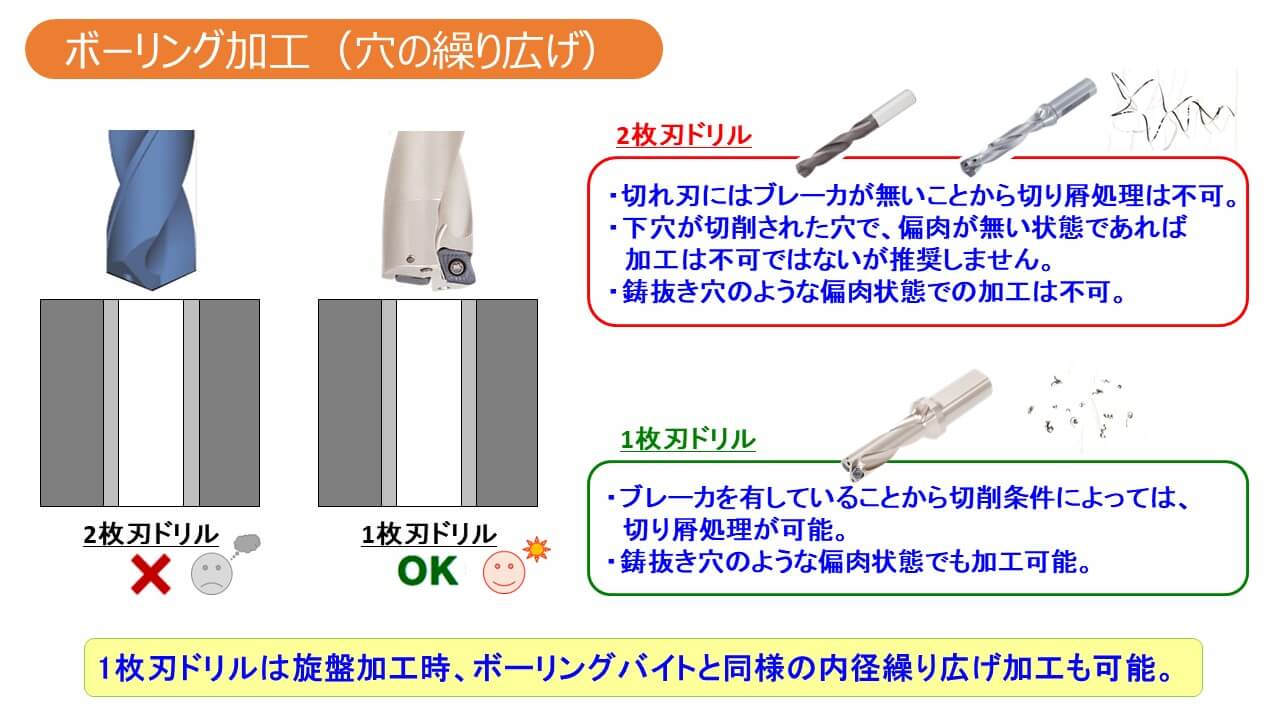
ドリルでの穴繰り広げはブレーカの有無によって加工の可否が変わります。
2枚刃ドリルはブレーカを有しておらず切りくず処理が難しいため、穴の繰り広げは推奨できません。
一方で、1枚刃ドリルはブレーカを有しており切りくず処理が可能なため、切削条件によっては穴の繰り広げが可能となります。
NC旋盤ではボーリング工具のように内径繰り広げも可能なため工具集約による加工能率向上も期待できます。
関連製品やセミナーの詳細はこちら
オンラインセミナーはこちら
タンガロイでは技術テーマ別のオンラインセミナーアーカイブを配信しています。
お申込みいただければ、無料でいつでもどこでも視聴ができます。
オンラインセミナーアーカイブ配信
「穴あけ加工の基礎!穴あけ工具の選定と上手な使い方をご紹介」
・1枚刃ドリルの切削メカニズム
・工具選定時の確認事項
・穴精度(径精度・真円度/円筒度・真直度・位置度)
・切り屑処理のコツ
・旋盤で使用する際の芯高確認と調整
・外部給油加工時で気を付けるポイント
お試しください!
工具費削減や特殊品のご検討に役立つツールをご紹介

現状ご使用中のソリッドドリルからヘッド交換式ドリルDrillMeisterへと切替検討を行う際に使用できるシミュレーターです。
必要な工具の情報を入力することで、面取り機能付き特殊穴あけ工具の簡易図面を作成いただけます。