チップブレーカの基礎 ― 基礎理論から選定まで
「チップブレーカ」と聞くと、切りくずを折るための溝を思い浮かべる方が多いかもしれません。
しかし実際には、すくい角・ランド・ホーニングを含めた「切れ刃諸元」全体を指し、
切りくず処理だけでなく、切削抵抗の制御や刃先強度の確保までを同時に担う、工程安定化の要です。
本記事では、チップブレーカの原理から選定方法、被削材別の考え方、トラブルシュートまでを体系的に解説します。
1. チップブレーカとは何か
チップブレーカという言葉は、狭義には切りくずを分断するためにインサートのすくい面に設けられた溝や突起形状を指します。
しかし実際のインサート設計においては、切りくずの分断だけでなく、切削抵抗の制御や刃先強度の確保までを含めた「切れ刃諸元」全体をチップブレーカと呼びます。本記事では、この広義の定義に基づいて解説します。
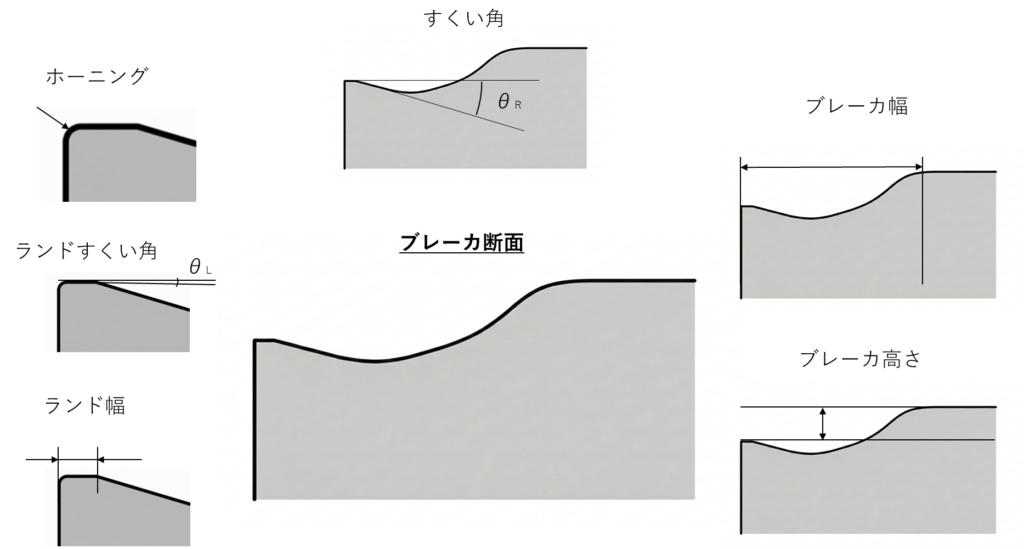
チップブレーカを構成する要素
- ブレーカ幅 ― 切りくずがカールする距離を決める溝幅
- ブレーカ壁の高さ ― 切りくずを受け止めて曲げる壁の高さ
- すくい角 ― 切りくずの流れ方向と切削抵抗を左右する角度
- ランド幅 ― 刃先直後の平坦部の幅
- ランドのすくい角 ― ランド面の傾斜角度。
- ホーニング(刃先処理) ― 刃先の微小な丸み付け
パラメータ因子と効果の関係
各要素を変化させたとき、「切りくず分断性」「切削抵抗」「切れ刃強度」の3つにどう影響するかを下表に整理します。
| パラメータ因子 | 変化方向 | 切りくず分断性 | 切削抵抗 | 切れ刃強度 |
|---|---|---|---|---|
| ブレーカ幅 | 狭くする | ↑ 分断しやすい | ↑ 増加 | – |
| ブレーカ壁の高さ | 高くする | ↑ 分断しやすい | ↑ やや増加 | – |
| すくい角 | 正角を大きくする | ↑ カールしやすい | ↓ 低下 | ↓ 低下 |
| ランド幅 | 広くする | ↓ 若干悪化 | ↑ 増加 | ↑ 向上 |
| ランドのすくい角 | 負角を大きくする | ↓ 若干悪化 | ↑ 増加 | ↑ 向上 |
| ホーニング | 大きくする | ↓ 若干悪化 | ↑ 増加 | ↑ 向上 |
POINT
「チップブレーカを選ぶ」とは、これら切れ刃諸元のバランスをまとめて選択することに等しい
切りくず分断性・切削抵抗・刃先強度はトレードオフの関係にあり、加工目的に応じた最適バランスを見つけることが重要です。
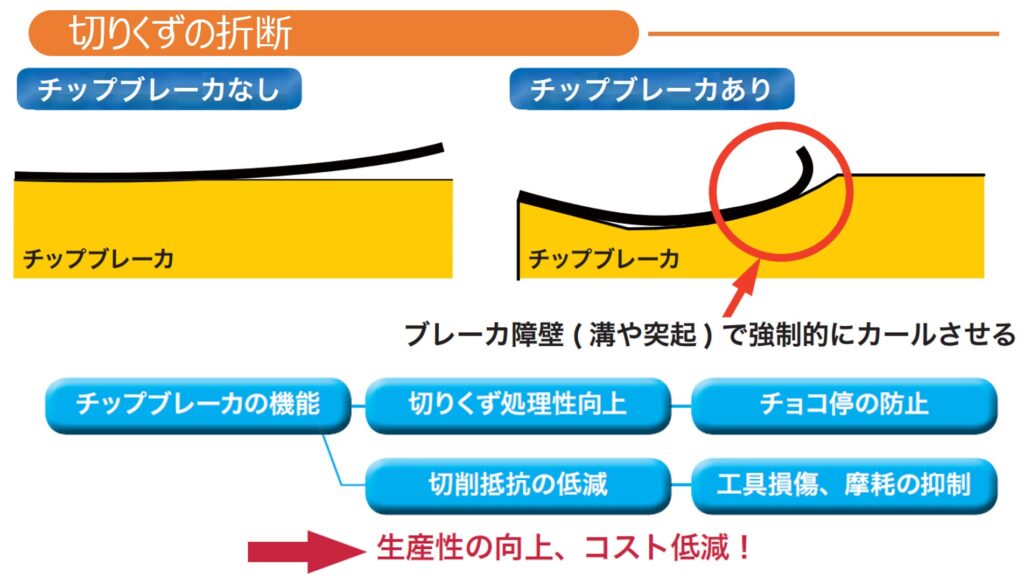
2. なぜチップブレーカが必要なのか
チップブレーカが無い場合の問題
- 切りくずが長く連続 → ワークや工具への巻き付き
- 加工面の傷、機械停止のリスク
- 作業者の安全上の問題(長い切りくずは鋭利で危険)
- 特に自動機・連続加工では、切りくず排出不良が工程停止に直結
チップブレーカがある場合の利点
- 加工効率の向上 ― 切りくずが適切に分断・排出される
- 工具寿命の延長 ― 切りくず絡みによる異常負荷を防止
- 加工品質の安定化 ― 面品位を損なう切りくず接触を低減
切りくず処理だけではない ― 3つの役割
チップブレーカは切りくず処理だけでなく、切削抵抗の制御と刃先強度の確保も同時に担います。
- 切りくず処理 ― ブレーカ幅・壁高さの設計で切りくずを適切に分断・排出
- 切削抵抗 ― すくい角やブレーカ幅の設計で抵抗を低減し、省エネルギー・びびり抑制に寄与
- 刃先強度 ― ランド幅・ランドのすくい角・ホーニングの設計で刃先強度を確保し、欠損や異常摩耗を防止
POINT
チップブレーカは「切りくず処理」「切削抵抗」「刃先強度」の3つを同時に設計する要素
ブレーカ選定=これら3つの最適バランスを選ぶこと。切りくず処理だけを見ていては選定を誤ります。
3. チップブレーカが無い方が良い場合
「チップブレーカは常に必要」「強く効かせるほど良い」わけではありません。加工目的・被削材・加工条件によっては、ブレーカ無しや効果の弱いブレーカの方が有利になるケースがあります。
■ フラットトップを選ぶ場合
切りくずが元々短く割れる被削材(鋳鉄・黄銅など)
ブレーカの分断機能が不要なため、フラットトップで刃先強度を優先できます。
極端な重切削・断続加工
ブレーカ溝が刃先強度の弱点になりうるため、フラットトップで欠損リスクを下げる選択があります。
■ ブレーキング効果の弱いブレーカを選ぶ場合
切削抵抗を下げたい時
切りくずを拘束するブレーカは抵抗が増加します。切りくず処理よりも低抵抗を優先する場合は、拘束の弱いブレーカで抵抗を抑える選択が有効です。
優れた加工面品位を得たい時
切りくず分断を目指すとブレーカによる切りくず拘束で切りくず厚みが増し、加工壁に傷をつけやすい切りくずになります。拘束の弱いブレーカで加工面を傷つけにくい切りくずを生成し、面品位を優先できます。
POINT
加工目的・被削材・条件に応じて「ブレーカ無し」や「弱いブレーカ」も正しい選択肢
「常にブレーカが必要」という先入観を持たず、加工目的に合った判断を行うことが重要です。
4. 切りくずはどうやって折れるのか(原理)
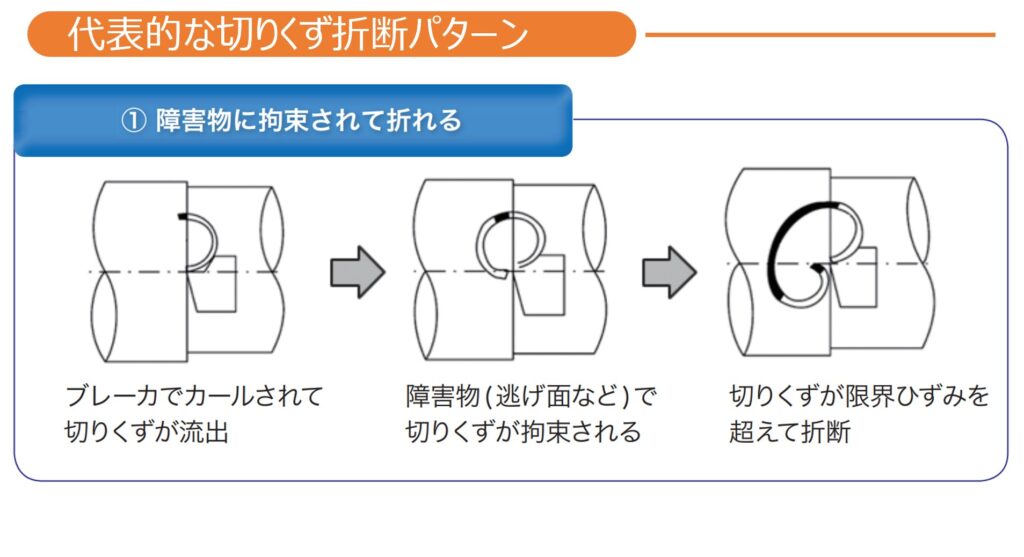
チップブレーカが切りくずを分断する原理は、以下の4つのステップで理解できます。
- すくわれる ― 切りくずが刃先ですくい面に沿って流れ始める
- カールする ― ブレーカ形状(溝・壁)により切りくずが強くカールさせられる
- ひずみが増大する ― カール半径が小さくなり、切りくず内部の曲げひずみが増大
- 分断される ― 限界を超えたひずみにより切りくずが折れる
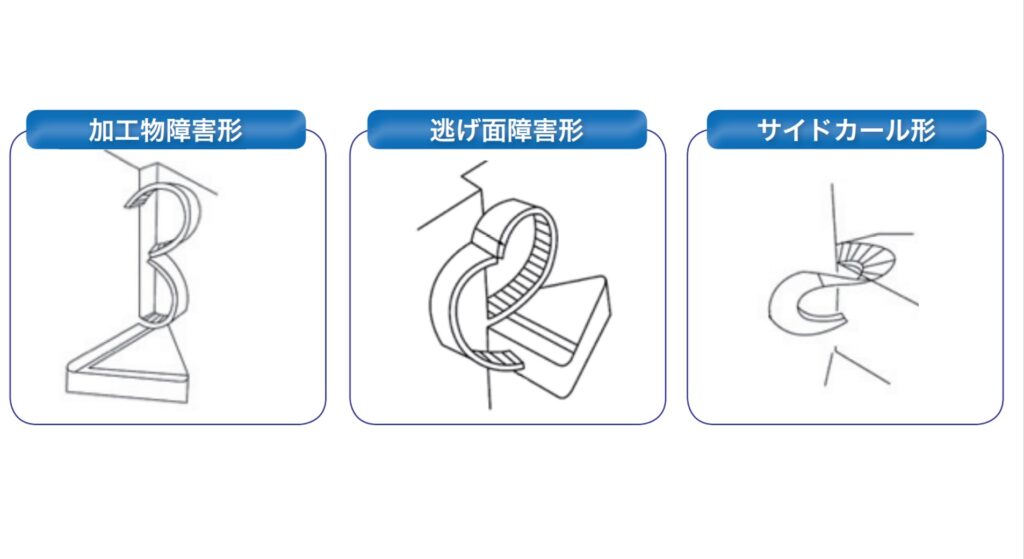
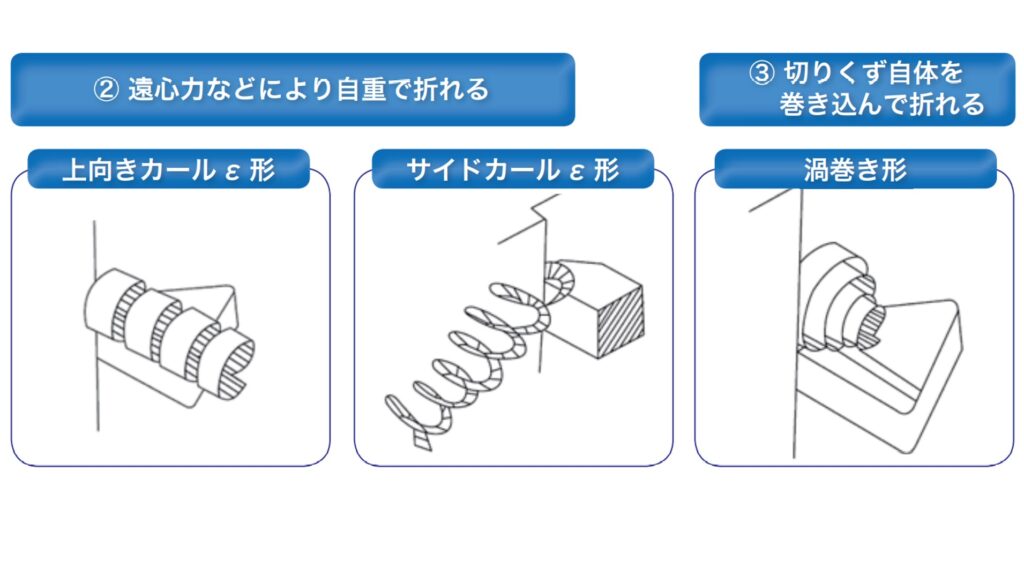
分断の3パターン
- 工具に当てて折る ― カールした切りくずがブレーカ壁やインサート面に衝突して折れる
- ワークに当てて折る ― カールした切りくずが加工物の表面に当たって折れる
- 自壊型 ― 切りくず自身の曲げひずみだけで自然に折れる
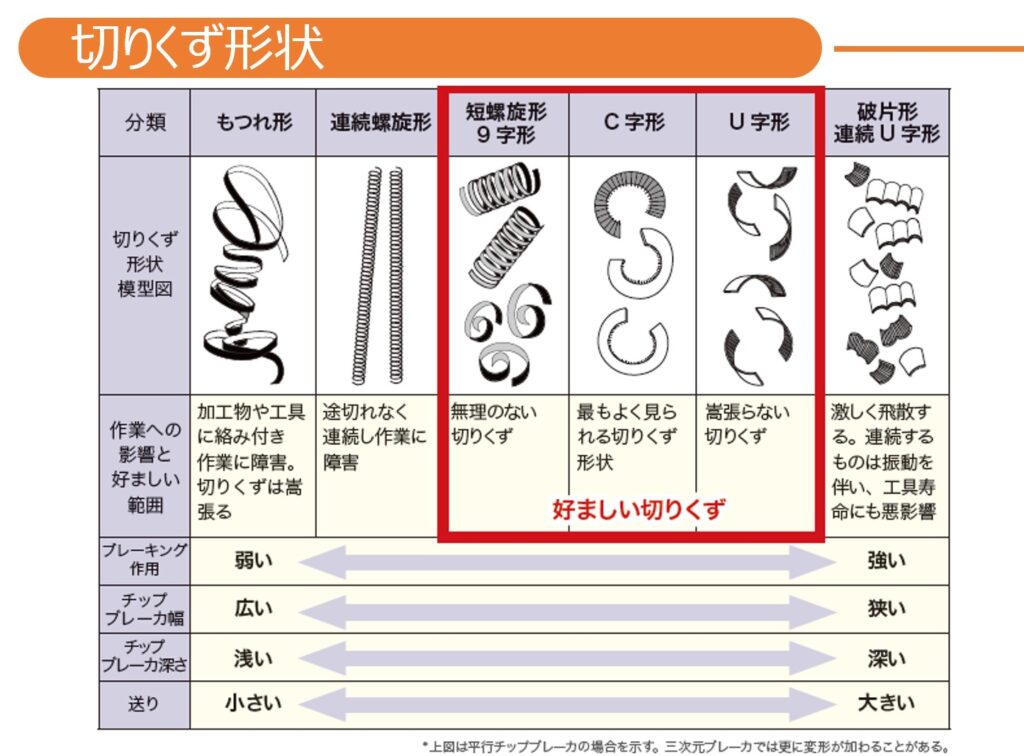
5. 理想的な切りくず形状とは
「どんな切りくずが良いのか」を知ることは、ブレーカ選定や条件調整の判断基準になります。
理想的な切りくず
- 数回巻いたコイル状 ― 適度にカールし自然に分断される
- 適度に分断されたC字状 ― 短すぎず長すぎず、排出しやすい
好ましくない切りくず
❌ 長すぎる連続切りくず
ワークや工具に巻き付き、加工面を傷つける。自動機では排出不良で工程停止の原因に。
❌ 極端に細かく硬い切りくず
ブレーカが切りくずを強く拘束しすぎている状態。刃先負荷が増大し、工具寿命の低下や欠損のリスクにつながる。
POINT
理想は「短すぎず長すぎず、排出しやすい切りくず」
分断すれば良いのではなく、バランスが重要です。
6. チップブレーカ選定の基本軸
チップブレーカを選定する際に考慮すべき基本軸は、大きく3つあります。
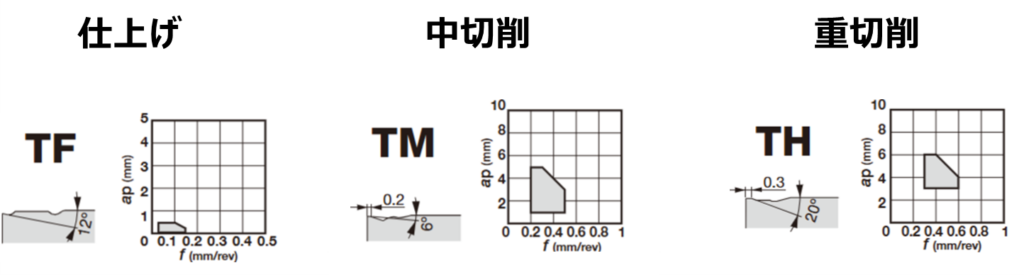
① 加工領域
仕上げ/中切削/荒加工の区分です。必要な切れ味、刃先強度、切りくず処理能力が異なるため、加工領域に合ったブレーカ体系を選びます。
② 被削材
鋼、ステンレス、鋳鉄、非鉄、耐熱合金など、被削材の種類によって切りくずの出方は大きく変わります。各メーカーはISO分類(P/M/K/N/S/H)に対応したブレーカ体系を用意しています。
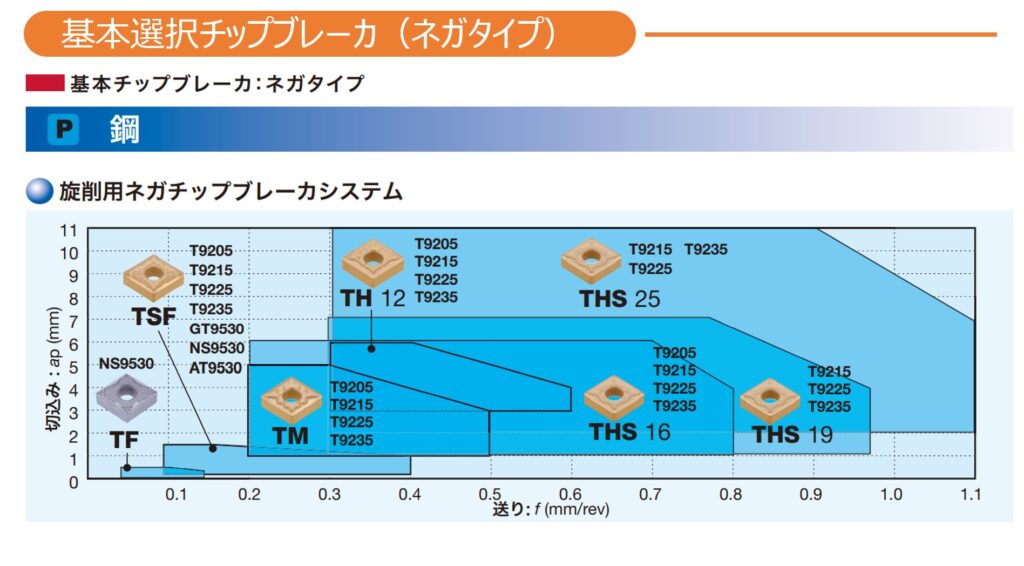
③ 切込み(ap)・送り(f)レンジ
ブレーカにはそれぞれ得意な切込みと送りの範囲があります。カタログに記載されているチップブレーカ選択マップ(ap × f)を活用し、加工条件に合ったブレーカを選定します。
POINT
チップブレーカ選択マップの読み方
横軸に送り(f)、縦軸に切込み(ap)をとり、各ブレーカの適用範囲がエリアで示されています。自分の加工条件がどのエリアに入るかを確認し、対応するブレーカを選びます。
7. 仕上げ・中切削・荒加工ブレーカの違い
加工領域ごとに、ブレーカに求められる性能は大きく異なります。
| 項目 | 仕上げ用 | 中切削用 | 荒加工用 |
|---|---|---|---|
| 送り・切込み | 低送り・浅切込み | 中程度 | 高送り・深切込み |
| 切れ味 | シャープ(低抵抗) | バランス型 | 強度重視 |
| 刃先強度 | 低め | 中程度 | 高い |
| 面品位 | ◎ 有利 | ○ 良好 | △ 不利 |
| 切りくず処理 | 薄い切りくず対応 | 幅広い条件に対応 | 厚い切りくずを強力に分断 |
| 適用範囲 | 狭い(条件限定的) | 広い(量産の第一選択) | 重切削・断続向き |
仕上げ用ブレーカ
低送り・浅切込み域で切れ味を重視した設計。面品位に有利で切削抵抗も低く抑えられます。ただし、荒い条件や断続加工では刃先強度不足になる場合があります。
中切削用ブレーカ
もっとも汎用的で、幅広い条件をカバーしやすい設計です。量産現場では第一選択となることが多く、迷ったらまず中切削用を試すのが定石です。
荒加工用ブレーカ
深切込み・高送り・重切削に対応する強靭な設計。切りくずを強く曲げやすく刃先強度も高い一方、低抵抗性や仕上げ面品位では不利になることがあります。
8. チップブレーカは「条件」とセットで効く
チップブレーカの選定は、ブレーカ形状だけで完結しません。加工条件との組み合わせで効き方が変わります。
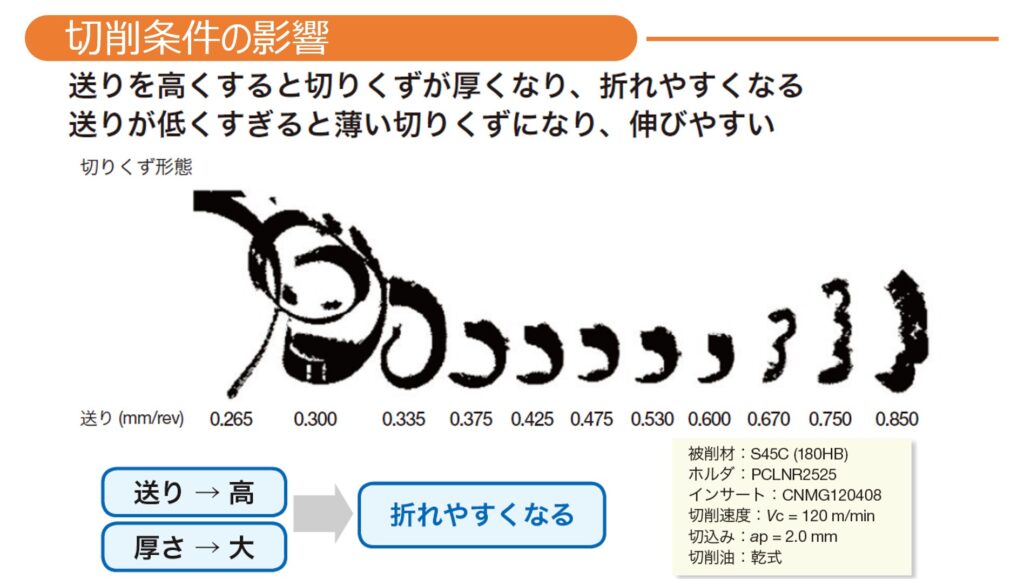
ブレーカの効きに影響する加工条件
- 送り(f) ― 送りが低すぎると切りくずが薄くなり分断しにくい。高すぎると過度な拘束で刃先負荷増大
- 切込み(ap) ― 浅すぎると切りくずの幅が不足しブレーカが効きにくい
- 切削速度(Vc) ― 一般に切削速度が上がるほどブレーカの有効範囲は狭くなる傾向
- クーラント ― 切削油剤の有無・供給方法で有効範囲が変わる。高圧クーラントは切りくずの排出・分断を補助
- ホルダ角度(切込み角) ― 切りくずの流れ方向・厚さ・幅を変え、ブレーカの効き方に影響
POINT
ブレーカ選定は単体で完結しない
送り・切込み・速度・クーラントとの組み合わせで決まります。一般に、切削速度が上がるほど切りくずの温度が上がり柔らかくなるため、ブレーカが効く送り・切込みの範囲が狭くなります。
9. 被削材別の考え方
被削材の種類によって切りくずの出方は大きく異なり、チップブレーカに求められる特性も変わります。ISO被削材分類(P/M/K/N/S/H)に沿って、各材種のポイントを整理します。
ISO P 鋼(炭素鋼・合金鋼)
- ブレーカが効かせやすい代表材。適正条件なら狙った切りくず形状に持っていきやすい
- 一般に切りくず制御は良好で切削力も安定的な範囲
- 低炭素鋼(C<0.25%)は粘く付着しやすい(構成刃先)。シャープな刃先とポジティブすくい角が有効。切込みをノーズR以上に保つと切りくず処理が改善する
- 高合金鋼・高硬度鋼では発熱が増し、ブレーカの有効範囲が狭まる傾向
ISO M ステンレス鋼
- 長い切りくずが出やすく、切りくず制御が難しい代表材
- オーステナイト系は加工硬化により硬い切りくず+構成刃先が発生しやすい。シャープな切れ刃とポジティブ形状が推奨
- デュプレックス系は引張強度が高く切削力が大きい。切りくずが厚く硬くなり、チップハンマリング(切りくず衝突による刃先損傷)のリスクがある
- 専用ブレーカ体系(仕上げ・中・荒)と高圧クーラントの組み合わせが有効
- 加工硬化層の下を切ること、切込み深さを一定に保つことが重要
ISO K 鋳鉄
- 短い切りくず(折れやすい)が特徴で、一般にチップコントロールは良好
- ねずみ鋳鉄(GCI)は自壊性が高く切りくずが短く割れやすい。ブレーカの分断機能よりも耐アブレシブ摩耗性が重要
- ダクタイル鋳鉄(NCI)は構成刃先が出やすく、軟質フェライト系では付着摩耗が支配的
- CGI(コンパクト黒鉛鋳鉄)はGCIの2〜3倍の引張強度で切削力・発熱が大きい
- ADI(オーステンパ球状黒鉛鋳鉄)はNCIに比べ工具寿命が40〜50%低下。高い動的切削力に注意
- ネガティブ型インサート(刃先強度重視)が多用される
ISO N 非鉄金属(アルミ・銅合金など)
- アルミ合金は切削力が低く長い切りくずになりやすい。合金であれば比較的切りくず制御は容易
- 純アルミは粘着性が高く、シャープな刃先と高切削速度が必須
- Si含有率13%以上のアルミは非常にアブレシブで、PCD工具が有効
- 銅合金(真鍮・青銅)は比較的短い切りくずを生成。快削銅合金はブレーカへの依存度が低い
- 全般にシャープな刃先・ポジティブ形状が基本。切れ味優先でブレーキング効果の弱いブレーカも選択肢
ISO S 耐熱合金・チタン(HRSA)
ニッケル基合金(インコネル等)
- 高温強度が高く分断しにくいセグメント状の切りくずが発生
- 高い動的切削力で刃先への負荷が大きい。ノッチ摩耗と構成刃先に注意
- ラウンドインサート(大きな切込み角)とポジティブ形状が推奨
チタン合金
- 熱伝導率が低く切削熱が刃先に集中
- 薄い切りくずがすくい面の狭い範囲に接触し、刃先近傍に集中荷重
- 切削速度が高すぎると工具材料との化学反応で突発的な欠損リスク
- シャープで靱性のある刃先が必要
コバルト基合金
- 最も難削で高温耐食性が高い。比切削抵抗は2700〜3100 N/mm²と非常に高い
共通ポイント
- 高圧クーラントと専用ブレーカの組み合わせが不可欠
- 低速・低送り域での切りくず処理が課題
- 焼なまし材と時効硬化材で被削性が大きく変わるため、熱処理状態を確認してブレーカを選定
ISO H 焼入れ鋼(50〜68 HRc)
- 主に仕上げ加工。比切削抵抗は2550〜4870 N/mm²と高いが、切りくず制御は比較的良好
- CBN工具が主流で、3次元チップブレーカにより切りくず処理改善・すくい角付与・びびり抑制が可能
- 高い切削温度による塑性変形と耐アブレシブ摩耗性が重要な課題
10. うまくいかない時の見直しポイント
切りくずのトラブルが発生した際の代表的な症状・原因・対策を整理します。
| 症状 | 主な原因 | 対策 |
|---|---|---|
| 長い切りくずが出る | 送り不足/切込み不足/ノーズRが大きすぎる/進入角(切込み角)が不適切 | 送りを上げる/切込みを増やす/ノーズRを小さくする/切込み角を見直す |
| 短すぎて硬い切りくず(刃先負荷大) | 送り過大/ノーズRが小さすぎる/ブレーカの拘束が強すぎる(ブレーカ選定ミス) | 送りを下げる/高送り向けのブレーカへ変更する/ブレーキング効果の弱いブレーカを検討 |
| 加工面品位が悪い | 切りくずがワーク面に当たって傷を付けている/ブレーカの拘束で切りくず厚み増大/構成刃先 | ブレーカ・条件の見直し/拘束の弱いブレーカへ変更/切削速度を上げて構成刃先を抑制 |
💡 よくある誤解
| 誤解 | 実際 |
|---|---|
| ブレーカを変えれば全部解決する | 送り・切込み・速度・クーラント・ホルダ角度が合っていないと効かない |
| とにかく細かく切れれば正解 | 細かすぎると刃先負荷増大 → 寿命低下・欠損の原因になる |
| 面品位だけ見ればよい | 切りくずがワーク面に当たって傷を入れるケースもある。切りくず形状も確認が必要 |
まとめ ― チップブレーカ選定の要点
チップブレーカは単なる「切りくずを折る溝」ではなく、すくい角・ランド・ホーニングを含めた切れ刃諸元全体を指します。切りくず処理・切削抵抗・刃先強度の3つを同時に左右する、工程安定化の要です。
- 「形状選定」と「条件最適化」はセット ― ブレーカだけ変えても条件が合わなければ効果は出ない
- チップブレーカ選択マップを活用 ― カタログのP/M/K/N/S/H別マップで、加工条件に合ったブレーカを確認
- 被削材特性を考慮 ― 材種ごとに切りくずの出方が異なるため、被削材に適したブレーカ体系を選ぶ
- 「無し」や「弱い」も正解 ― 加工目的に応じて、フラットトップや拘束の弱いブレーカも有効な選択肢
- 切りくず形状を確認 ― 理想は「短すぎず長すぎず、排出しやすい形状」。加工後の切りくずを観察し、改善のヒントにする
結論
被削材特性と加工条件に応じた最適なブレーカ選定が、高品質な製品製造の鍵となります
チップブレーカを正しく理解し、「切りくず処理」「切削抵抗」「刃先強度」のバランスを最適化することで、加工品質と生産性の両立が実現します。