圧倒的な工具寿命と優れた加工性能を 実現するヘッド交換式ドリル ドリル・マイスター
ドリル・マイスター
製品紹介動画
特典内容
- ドリルヘッド4個ご購入でL/D = 3.5までのドリルボディ1本プレゼント!もしくはモジュラーボディ1本50%引き!
- ドリルヘッド6個ご購入でL/D = 5・6までのドリルボディ1本プレゼント!
- ドリルヘッド8個ご購入でL/D = 8までのドリルボディ1本プレゼント!
(ヘッドはボディに取り付く最大8種類まで選択可能です)
新規採用、他社切り替えに限ります。
製品情報


特長
- 豊富な工具径および工具長をラインナップしたヘッド交換式ドリル
- 汎用型DMPヘッド、高精度加工用DMCヘッド、刃先強化型DMHヘッド、座繰り穴加工用DMFヘッド、非鉄金属加工用DMNヘッド、ステンレス・難削材加工用DMMヘッドをラインナップ。加工ニーズに応じたヘッド選択が可能
- ドリル用新材種AH9130 の採用で、安定した長寿命を実現
対象
-
ヘッド
DMP形
DC: ø6 – ø25.9 mm
-
ヘッド
DMC形
DC: ø6 – ø25.9 mm
-
ヘッド
DMF形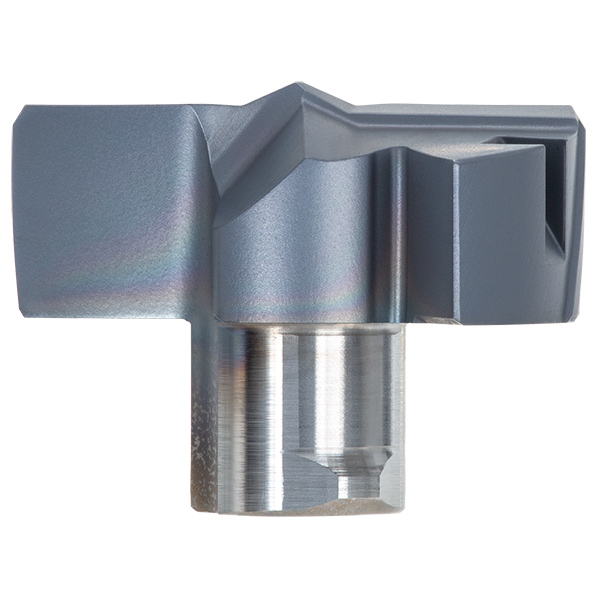
DC: ø6 – ø25.9 mm
-
ヘッド
DMF-R形
DC: ø6.5 – ø24 mm
-
ヘッド
DMH形
DC: ø6 – ø25.9 mm
-
ヘッド
DMN形
DC: ø6.8 – ø19.5 mm
-
ヘッド
DMM形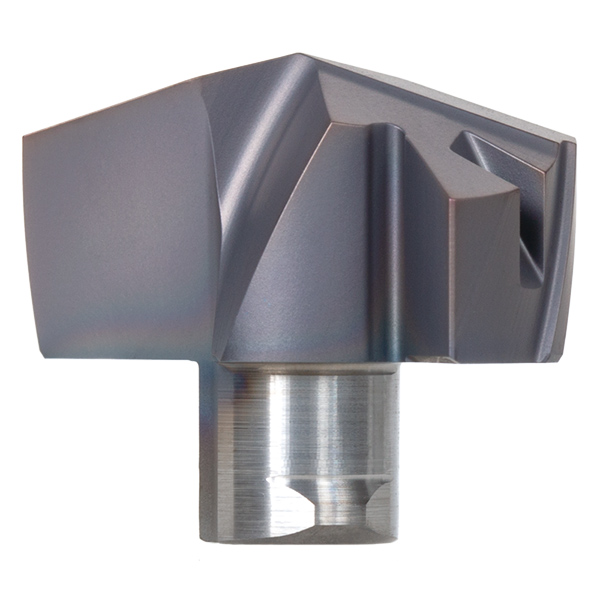
DC: ø10 – ø19.9 mm
-
ボディ
TID-F…
L/D: 1.5,3,5,8
DC: ø6 – ø25.9 mm -
ボディ
TID-R…
L/D: 2,3.5,6,8
DC: ø6 – ø19.9 mm -
ボディ
TIDC…
L/D: 3,5
DC: ø7.5 – ø19.9 mm -
ボディ
TID-TT
L/D: 3
DC: ø6 – ø8.4 mm -
ボディ
TID-M… / TID-S…
L/D: 2,3
DC: ø6 – ø18.9 mm -
面取り刃付きボディ
TID-L-A-M…
DCX: ø6.5 – ø16.9 mm
おすすめケース
※横にスクロールして表をご確認いただけます。
| 現在使用中の工具 | 加工状況 | ||
|---|---|---|---|
| ソリッドドリル |
|
|
|
|
|
||
|
|
||
|
|
||
| ソリッドドリルヘッド交換式先端角140° 仕様 |
|
|
|
|
|
||
|
|
||
|
|