株式会社タンガロイ(社長:木下聡、本社:福島県いわき市好間工業団地11-1)は、多方向加工に対応する旋削加工用工具『AddMultiTurn』に、PSC(C4・C5・C6)の内部給油ホルダを追加し、2025年6月23日より全国で発売を開始します。

加工課題やマーケットの状況
近年、外径旋削加工の現場では、生産性向上と省エネルギーの両立が重要な課題となっています。特に一般機械部品や自動車部品の量産現場では、加工時間の短縮が求められ、高能率な切削工具へのニーズが一層高まっています。加工時間を短くすることは、単に作業効率を上げるだけでなく、機械の稼働時間を抑えることで電力消費の削減にもつながるため、環境配慮の面からも注目されています。こうした背景のもと、より高性能な工具の導入が市場で強く求められています。
製品概要
AddMultiTurnは、外径・端面・倣い・高送りなど多方向の旋削加工に1本で対応可能な高効率工具です。両面6コーナインサートにより、工具寿命と生産性を向上させ、段取り削減によるコスト低減にも貢献します。

製品の特長と便益
特長1:多様な機械仕様に対応するホルダバリエーションの拡充
・PSCタイプはC4、C5、C6の3サイズをラインアップ
・角シャンクタイプは20角、25角を用意し、さまざまな工作機械に対応可能(2025年発売予定)
・幅広い機械仕様に対応することで、より多くの現場でAddMultiTurnの高性能を活用可能

特長2:刃先近傍への多点クーラント供給による加工性能の向上
・上部から4箇所、下部から3箇所の計7箇所からクーラントを供給
・前挽き・後挽き双方の刃先に直接クーラントが届く設計により、冷却性と切りくず排出性が大幅に向上
・切削熱の抑制によりインサート摩耗を低減し、工具寿命を大幅に延長

特長3:多方向加工に対応した高剛性内部給油ホルダの採用
・新たに拡充された内部給油ホルダは、クーラント経路を最適化した高剛性クランプを採用
・AddMultiTurnの特長である前挽き、後挽き、端面、倣い加工といった多方向加工においても高い安定性を確保
・特に高送りが可能な後挽き加工において、工具剛性とクーラント供給性能が相乗効果を発揮し、高能率加工を実現

切削性能
内部給油による切りくず処理性及びインサート損傷の抑制効果

| 後挽き | |
| インサート | 6C-TOMG250608M-TM T9215 |
| ホルダ | ATXOR2525X25-CHP |
| 切削速度 | Vc = 250 m/min |
| 送り | f = 1 mm/rev |
| 切込み | ap = 1 mm |
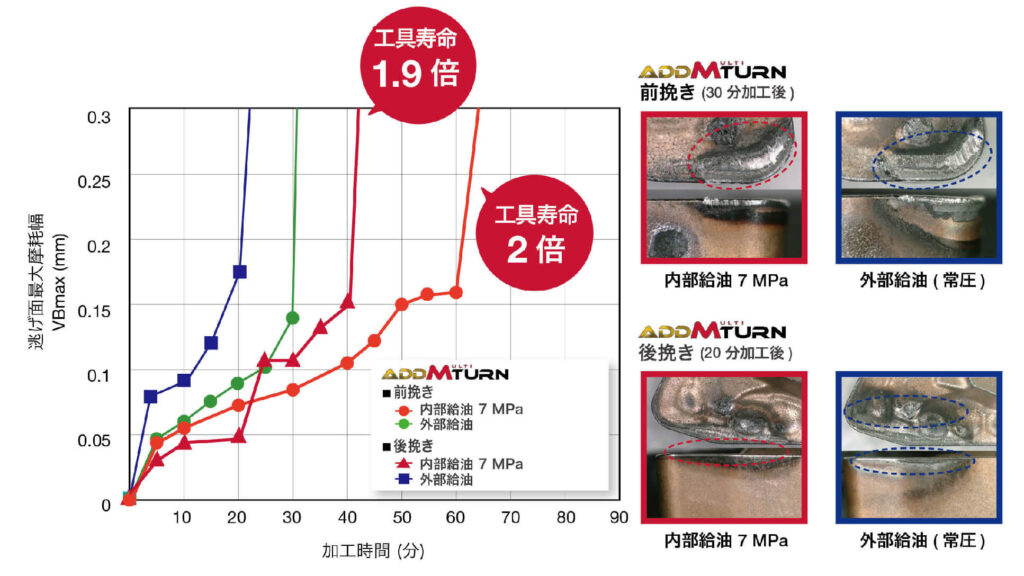
前挽き
| インサート | 6C-TOMG250608M-TM T9215 |
| 切削速度 | Vc = 250 m/min |
| 送り | f = 0.3 mm/rev |
| 切込み | ap = 1.5 mm |
後挽き
| インサート | 6C-TOMG250608M-TM T9215 |
| 切削速度 | Vc = 250 m/min |
| 送り | f = 1 mm/rev |
| 切込み | ap = 1 mm |
新しい内部給油ホルダにより、外部給油に対して前挽き加工において2 倍、
後挽き加工において1.9 倍の工具寿命を達成!
成功事例
工具寿命の改善
AddMultiTurnの新型内部給油型ホルダーを使用した4MPaの効果的な給油により、工具寿命を4倍に延長。
| 産業 | 自動車 |
| 加工部品 | 自動車部品 |
| ISOコード | |
| 被削材 | SUP10/51CrV4 |
| 工作機械 | CNC旋盤 |
| 加工分類 | 旋削 |
| 加工形態 | 外径および端面旋削 |
| 製品名 | AddMultiTurn |
| TSR No. | 5257T |
加工時間の短縮
新しい内部給油AddMultiTurn 、高送り旋削により加工時間が20%短縮され、工具寿命は現行工具と同等かそれ以上となった。
| 産業 | 自動車 |
| 加工部品 | ホイール |
| ISOコード | |
| 被削材 | FCD500 |
| 工作機械 | CNC旋盤 |
| 加工分類 | 旋削 |
| 加工形態 | 外径および端面旋削 |
| 製品名 | AddMultiTurn |
| TSR No. | 5258T |



