超硬高騰の今こそ見直したい、インサートの”サイズ” —— ISO-ECO-TURN のすすめ

近年、タングステンやコバルトなど超硬原材料の価格高騰が止まらない。工具費の上昇が加工コスト全体を圧迫するなか、インサートを”ひとまわり小さく”する というアプローチで 工具費削減 に挑む製品がある。それがタンガロイの ISO-EcoTurn(ECOTURN) だ。切込み 3mm 以内の加工が 92.5% を占める今、ECOTURN の適用範囲は想像以上に広い。本記事では、マーケットデータ分析の結果 と カタログ実証データ をもとに、ECOTURN の実力を解説する。
1. 工具費、上がっていませんか?
近年、タングステンやコバルトなど超硬原材料の価格高騰が止まりません。切削工具の主原料である超硬合金の製造コストは上昇を続け、工具費の増加が加工コスト全体を圧迫しています。

「同じ加工をしているのに、工具費だけが上がっていく」——そんな現場の声を、私たちも多く耳にしています。
この状況に対し、「インサートをひとまわり小さくする」というアプローチで工具費削減に挑む製品があります。それがタンガロイの ISO-EcoTurn(ECOTURN) です。
2. ECOTURN という解決策
超硬の使用量そのものを減らす、という発想
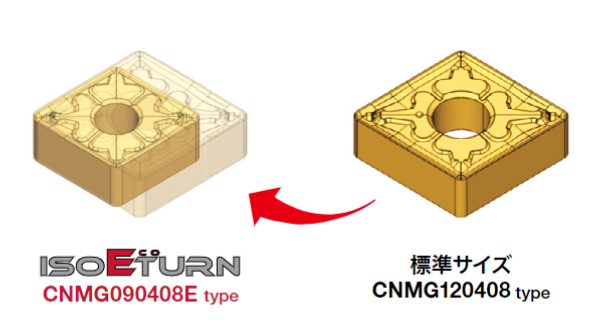
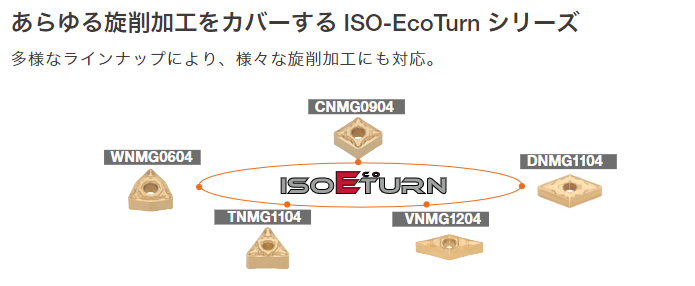
ECOTURN は、通常の ISO インサートより ひとまわり小さいサイズ で設計された旋削用インサートです。
小型化によって超硬合金の使用量を削減し、工具単価を抑えながら、切削性能は維持する ——「高コストパフォーマンス」がコンセプトの製品です。
対応サイズ一覧
| 標準 ISO サイズ | → | ECOTURN サイズ | 形状 |
|---|---|---|---|
| CNMG1204 | → | CNMG0904E | ひし形 80° |
| DNMG1504 | → | DNMG1104E | ひし形 55° |
| TNMG1604 | → | TNMG1104E | 三角形 60° |
| VNMG1604 | → | VNMG1204E | ひし形 35° |
| WNMG0804 | → | WNMG0604E | 三角形 80° |
※ 末尾の “E” が ECOTURN の識別記号
POINT
切込み 3mm まで、標準サイズと同等性能
小型化の影響で切れ刃長(有効切込み長)は短くなりますが、切込み 3mm までの領域では一般的な CNMG1204 サイズと同等の性能を発揮 します。では、切込み 3mm 以内の加工は実際にどれくらいの割合を占めるのでしょうか?
3. データが示す、ECOTURN の適用範囲
以前の当社調査では、一般旋削加工で切込み 3mm 以下の割合は75% とされていました。しかし、直近 3 年間に蓄積されたマーケットデータを分析した結果、その割合は大幅に上昇していることがわかりました。
| 区分 | 件数 | 割合 |
|---|---|---|
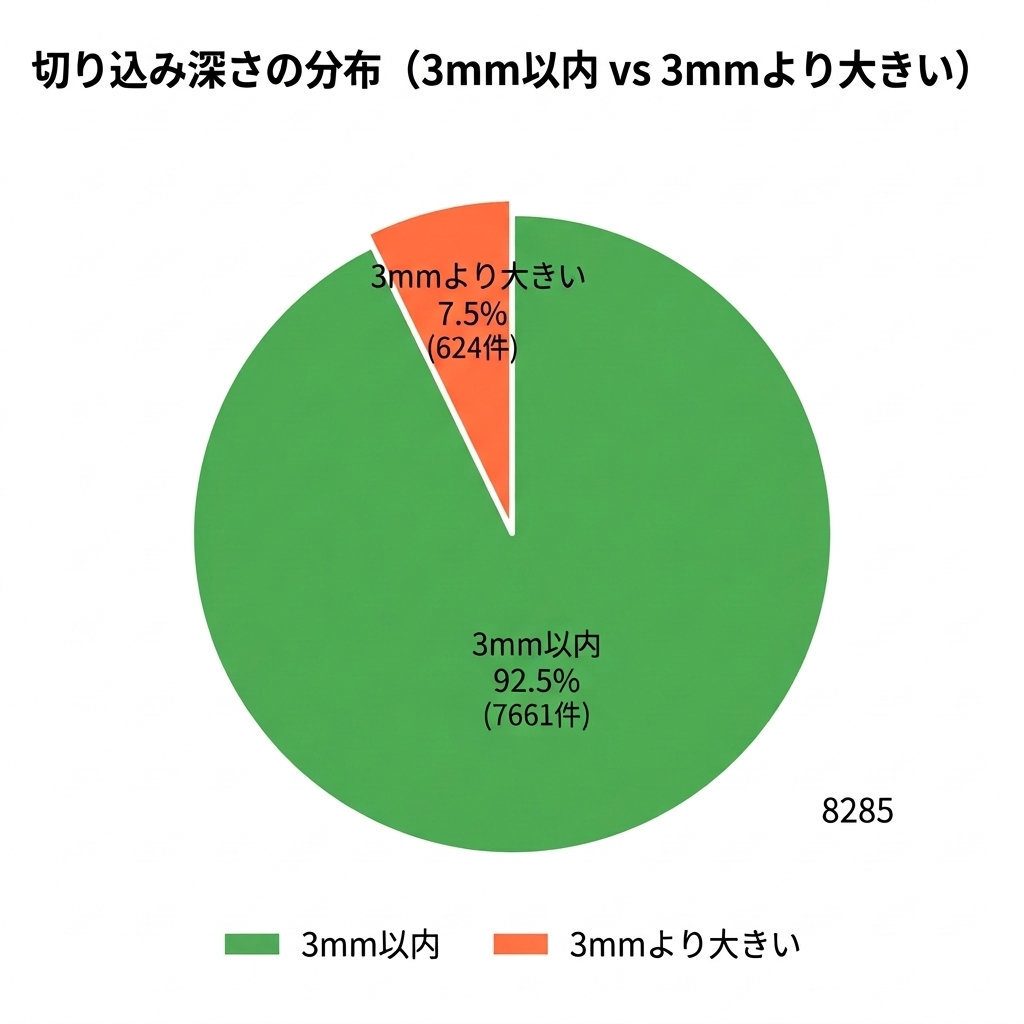
| 切込み 3mm 以内 | 7,661 | 92.5% |
| 切込み 3mm 超 | 624 | 7.5% |
注目データ
外径旋削の 92.5% が切込み 3mm 以内
直近 3 年間の当社マーケットデータ(約 8,300 件)を分析したところ、外径旋削の 92.5% が切込み 3mm 以内 で行われていることが判明しました。以前の調査(75%)から大幅に上昇しており、近年の加工現場で 取り代がより小さくなるトレンド が顕著になっています。
この変化は、ECOTURN の適用範囲が以前の想定よりも さらに広い ことを意味します。切込み 3mm を超える加工は全体のわずか 7.5%。大部分の加工で ECOTURN は十分に適用可能であり、置き換えによるコスト削減の余地は想像以上に大きい のです。
データソース: タンガロイ 外径旋削テストレポート)。有効データ数: 8,300 件。
4. 小さくても、性能は変わらない
「小さくして大丈夫なのか?」——ECOTURN に対して最も多く寄せられる疑問です。結論から言えば、切りくず処理性も耐欠損性も、標準サイズと同等 です。
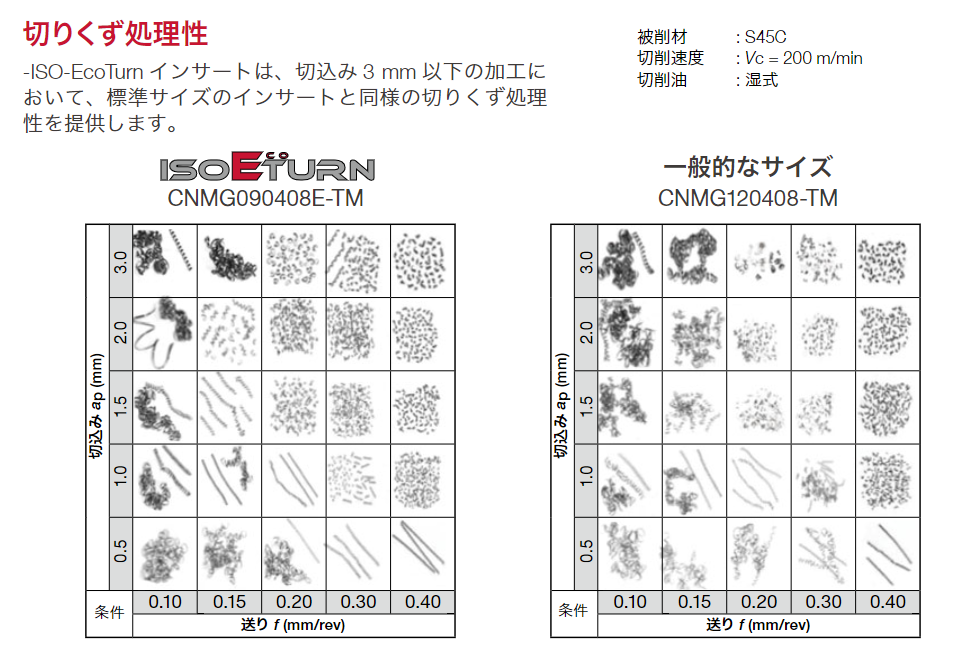
切りくず処理性 — 標準サイズと同等
切りくずチャートでの比較において、ECOTURN は従来サイズと遜色のない切りくず処理性を確保しています。
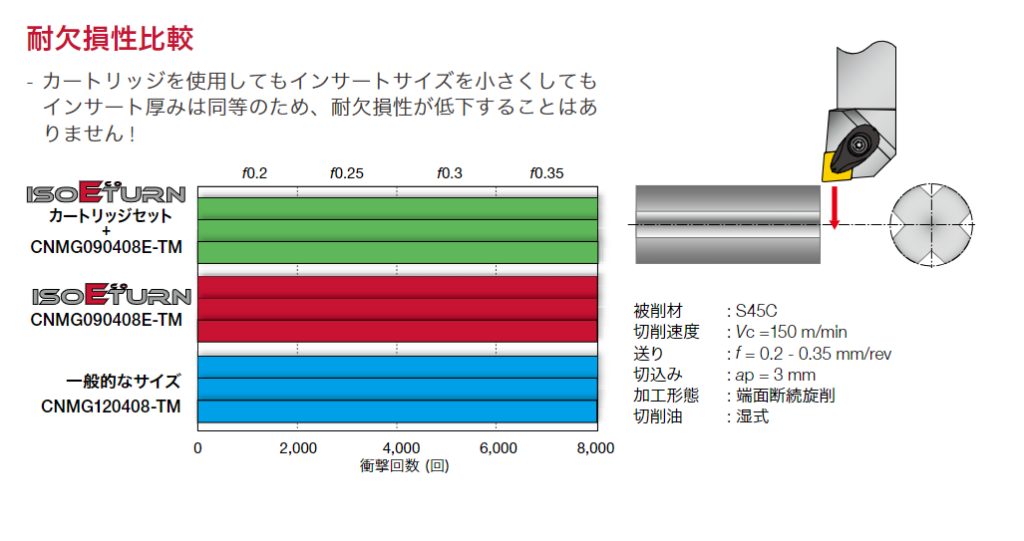
耐欠損性 — インサート厚みは同等
ECOTURN のインサート厚みは標準サイズと同等に設計されています。そのため、耐欠損性は低下しません。S45C の断続旋削テストにおいても、標準インサートと同等の性能 を発揮しています。
POINT
小さい ≠ 弱い。厚みと構造を維持した小型化
ECOTURN の小型化は、切れ刃長を短くすることで材料使用量を削減するアプローチです。厚みや基本構造は維持しているため、「小さい=弱い」という心配はありません。切りくず処理性・耐欠損性ともに標準サイズと同等であることがデータで確認されています。
5. 既存ホルダがそのまま使える
ECOTURN の導入には 2 つの方法があります。
- 専用ホルダ — ECOTURN 専用設計のホルダを各形状・各サイズに用意
- 変換カートリッジセット — お手持ちの ISO 規格ホルダ(P 形レバーロック仕様)にカートリッジを取り付けるだけで ECOTURN が使用可能に
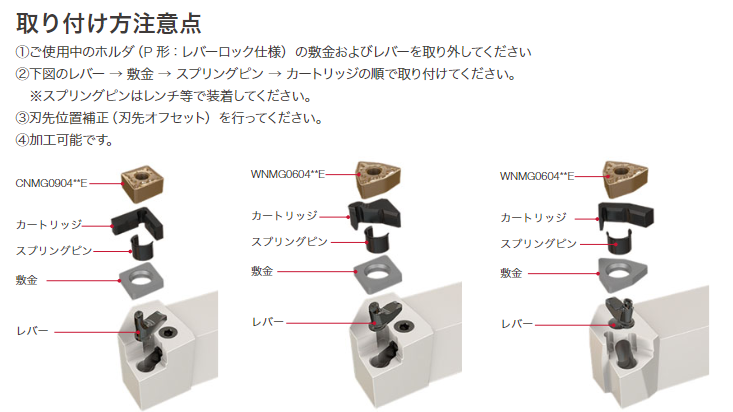
カートリッジによる変換 — 4ステップで完了
- STEP 1 — 既存の敷金・レバーを取り外し
- STEP 2 — レバー → 敷金 → スプリングピン → カートリッジの順で装着
- STEP 3 — 刃先位置を補正
- STEP 4 — 加工開始

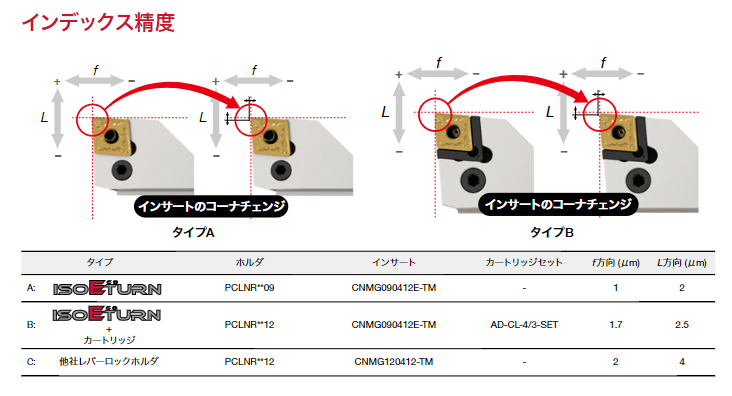
| インデックス精度(カートリッジ) | f 方向 1.7μm / L 方向 2.5μm |
|---|---|
| インデックス精度(専用ホルダ) | f 方向 1.0μm / L 方向 2.0μm |
既存の設備資産を活かしつつ、イニシャルコストを抑えて ECOTURN 化が可能 です。
※ 変換カートリッジセットはタンガロイの P 型ホルダには取り付けできません。
6. 充実のラインナップ
| カテゴリ | 数量 | 内容 |
|---|---|---|
| 外郭形状 | 5 | CNMG・DNMG・TNMG・VNMG・WNMG |
| チップブレーカ | 10 | TF(精密仕上げ)、TSF / FW / ZF / SS(仕上げ)、SW(仕上げ〜中・ワイパー)、TM / ZM / SM(中切削)、NM(サーメット用) |
| 材種 | 11 | CVD: T9205 / T9215 / T9225 / T515 / T6215 / T6225 PVD: AH6225 / AH8015 / AH120 サーメット: NS9530 / GT9530 |
対応被削材
- 鋼(P) — CVD コーティング T9205 / T9215 / T9225、サーメット NS9530
- ステンレス(M) — CVD: T6215 / T6225、PVD: AH6225
- 鋳鉄(K) — T515
- 非鉄金属(N)/ 難削材(S)/ 高硬度材(H) — PVD: AH8015 / AH120 ほか
お客様の加工条件に合った ECOTURN が、きっと見つかります。
まとめ — 超硬が高い今こそ、ECOTURN という選択を
本記事では、ECOTURN の仕組み・マーケットデータ・性能実証を通して、その実力を紹介しました。
- 超硬原材料が高騰する今、「インサートのサイズを見直す」ことが工具費削減の近道
- ECOTURN は 1 周り小さい ISO インサート — 超硬材料の使用量を削減し、工具単価を抑制
- 外径旋削の 92.5% が切込み 3mm 以内 — ECOTURN の切れ刃長で十分カバー可能
- 切りくず処理性・耐欠損性は標準サイズと同等 — 小さくても性能は変わらない
- 変換カートリッジで既存ホルダを活用 — イニシャルコストを抑えてすぐ導入可能
- 5形状 × 10ブレーカ × 11材種 — 幅広い加工ニーズに対応
超硬原材料の高騰が続く今だからこそ、ECOTURN という選択肢をご検討ください。