びびりを抑えて攻める。荒も仕上げもこの1本 — コンビネーションエンドミル

溝加工でびびりが出る、ラフィングでは仕上げ面が荒い、荒と仕上げで工具を使い分けるのが手間——。こうした現場の悩みに応えるのが、タンガロイ独自の コンビネーション刃型 です。波形切れ刃と直線切れ刃を組み合わせた 他社にない独自の刃型構造 で、びびりを抑えながら荒加工から仕上げまで1本で対応。ヘッド交換式の VEE-C、ソリッドの FinishMeister、そしてSolidBoostの SBF4U —— 3ライン展開 であらゆる現場に対応します。本記事では、社内試験データ と 5件のユーザー加工事例 をもとに、コンビネーション刃型の実力を徹底解説します。
1. エンドミルの最大課題は「びびり」——現場の声が示す現実
エンドミル加工で、いま最も多くの現場が頭を悩ませている課題は何か。
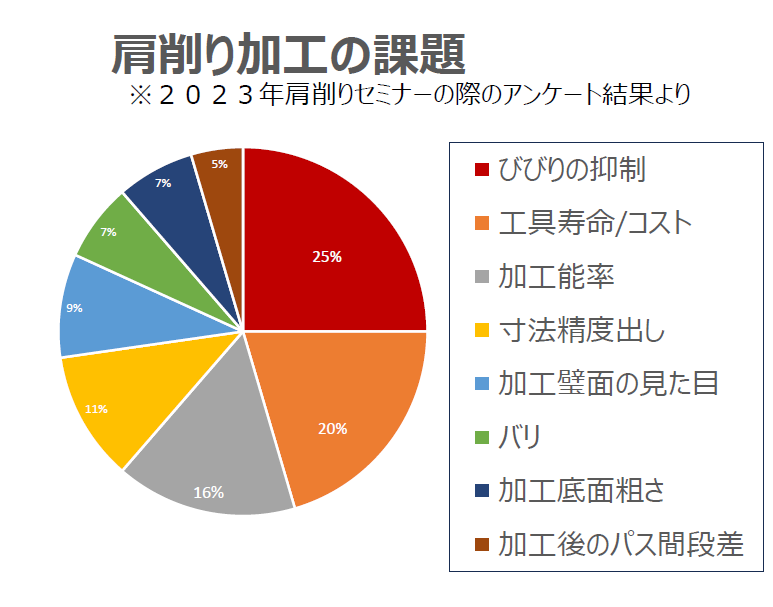
2023年にタンガロイが実施した肩削りセミナーのアンケート調査で、その答えが明確に出ています。
| 順位 | 課題 | 割合 |
|---|---|---|
| 1位 | びびりの抑制 | 25% |
| 2位 | 工具寿命/コスト | 20% |
| 3位 | 加工能率 | 16% |
| 4位 | 寸法精度出し | 11% |
| 5位 | 加工壁面の見た目 | 9% |
| 6位 | バリ | 7% |
| 7位 | 加工底面粗さ | 7% |
| 8位 | 加工後のパス間段差 | 5% |
4人に1人が「びびりの抑制」を最大の課題として挙げています。 2位の「工具寿命/コスト」、3位の「加工能率」を抑えての堂々の1位です。
これは肩削り加工のアンケートですが、溝加工ではさらに状況が厳しくなります。溝加工には、肩削り以上にびびりが発生しやすい構造的な要因があるからです。
- 接触刃数の多さ — 同時切削刃数が最大のため、切削抵抗が肩削りの比ではない
- 切りくず排出の困難さ — 溝の底に切りくずが滞留しやすく、再切削による発熱・損傷リスク
- びびりの増幅 — 全周接触+長い突き出しで振動がさらに起きやすい
- 折損リスク — 深溝(1D以上)では工具のたわみが増大し、折損に直結する
一方で、多くの現場がエンドミルに選ぶのは「いつもの汎用4枚刃」です。タンガロイの販売データ(2022〜2025年)によると、エンドミルの刃数別使用比率は4枚刃が84%。使い勝手の良さからほぼ一択で選ばれているのが実態ですが、4枚刃はびびり抑制に特化した構造ではありません。
びびりを抑え、溝加工の能率と安定性を両立するにはどうすればよいのか。その答えが、コンビネーション刃型です。
2. 解決のカギ:コンビネーション刃型とは
コンビネーション刃型の構造
FinishMeister,SolidBoost SBF4UやVEE-Cヘッドに搭載されたコンビネーション刃型は、波形切れ刃(wave)と直線切れ刃(straight)を交互に配置した独自の刃型構造です。
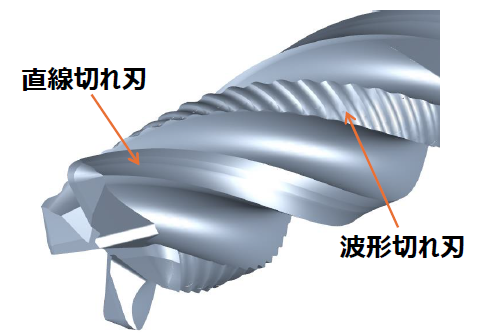
この構造には、2つの明確な役割分担があります。
- 波形切れ刃 — 接触切れ刃長を分散させ、切削抵抗を低減。びびりを抑制する
- 直線切れ刃 — 波刃が削った面を整え、ラフィングのような凹凸を残さない。仕上げ面品位を確保する
つまり、1本の工具の中で「荒加工の低抵抗化」と「仕上げ面の確保」を同時に実現しているのです。
他の刃型との違い
| 刃型 | びびり抑制 | 面品位 | 対応加工領域 | 備考 |
|---|---|---|---|---|
| 汎用4枚刃(不等ピッチ・不等リード) | △ | ○ | 汎用(溝・肩削り) | 深溝では折損リスク |
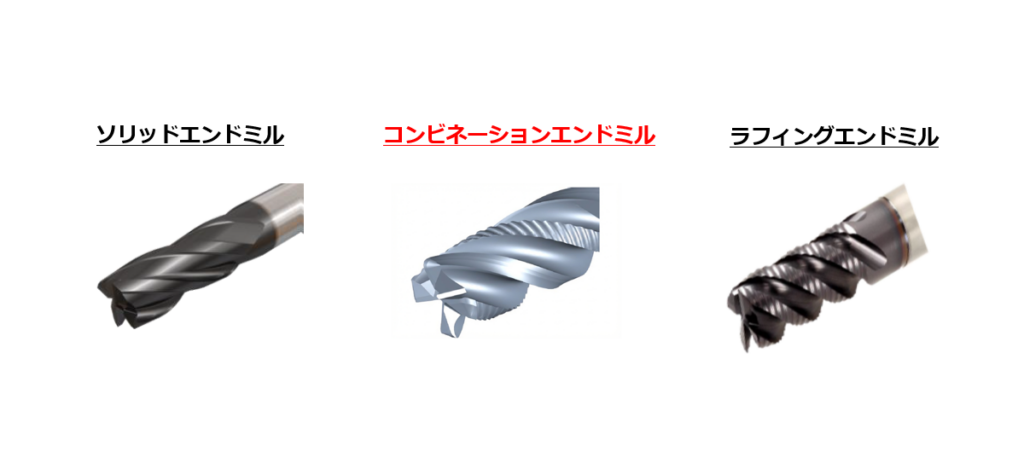
| ラフィング | ◎ | × | 荒加工全般 | 面が荒く仕上げ別工具が必要 |
| コンビネーション | 〇 | ○ | 溝加工〜肩削り(荒+仕上げ) | 1本で荒~仕上げ対応 |
POINT
他社にない唯一の刃型構造 — 3ライン展開
コンビネーション刃型は、ラフィング並みのびびり抑制力を持ちながら、汎用4枚刃に近い仕上げ面品位を実現します。この組み合わせは競合製品には存在せず、タンガロイだけが提供できる刃型構造です。
コンビネーション刃型 — 3つの製品ライン
タンガロイでは、コンビネーション刃型を 3つの製品シリーズ で展開しています。加工条件・コスト・用途に応じて最適なラインを選択できます。
| 製品 | タイプ | 工具径 | 特徴・用途 | |
|---|---|---|---|---|
 |
VEE-C | ヘッド交換式 (TungMeister) |
φ10〜φ25 | ヘッド交換でランニングコスト低減。高剛性シャンクと併用で低剛性機にも対応 |
 |
FinishMeister | ソリッド | φ6〜φ20 | 小径から対応。複合加工機・長突き出し環境で実績。近藤鉄工所様の公開事例あり |
|
SBF4U | ソリッド (SolidBoost) |
φ6〜φ20 | SolidBoostシリーズのコンビネーション刃型。高い汎用性とコストパフォーマンス |
いずれも 同じコンビネーション刃型の設計思想(波形+直線の交互配置)を共有しています。本記事で紹介するデータ・事例はVEE-Cが中心ですが、コンビネーション刃型の効果はFinishMeister・SBF4Uでも同様に発揮されます。
3. 実測データで比較 — 溝加工・肩削り・仕上げ、すべてで強い理由
ここからは、タンガロイ社内で実施した大規模切削試験のデータをもとに、コンビネーション刃型の実力を 溝加工・肩削り・仕上げの3つの軸 で数値検証します。
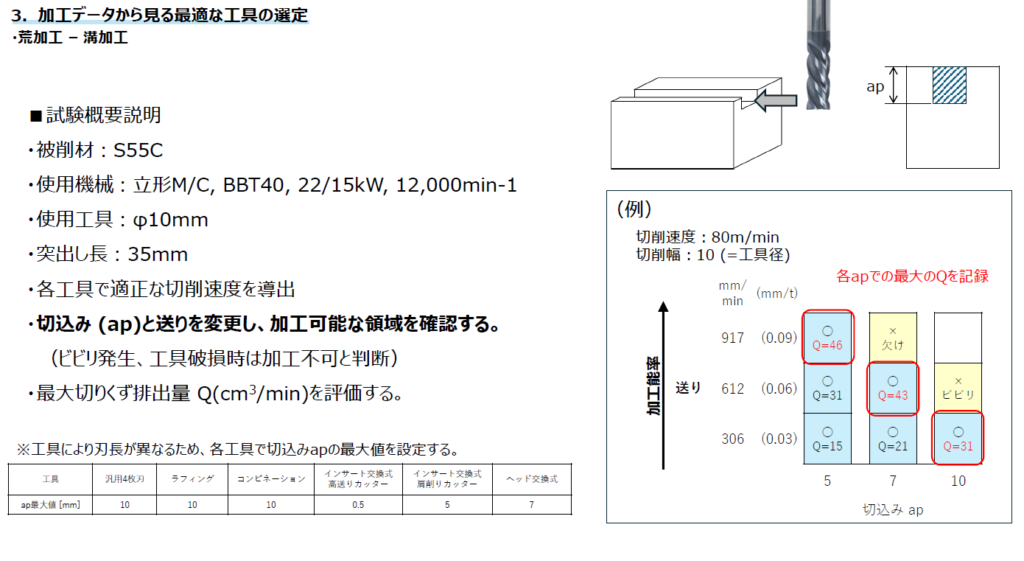
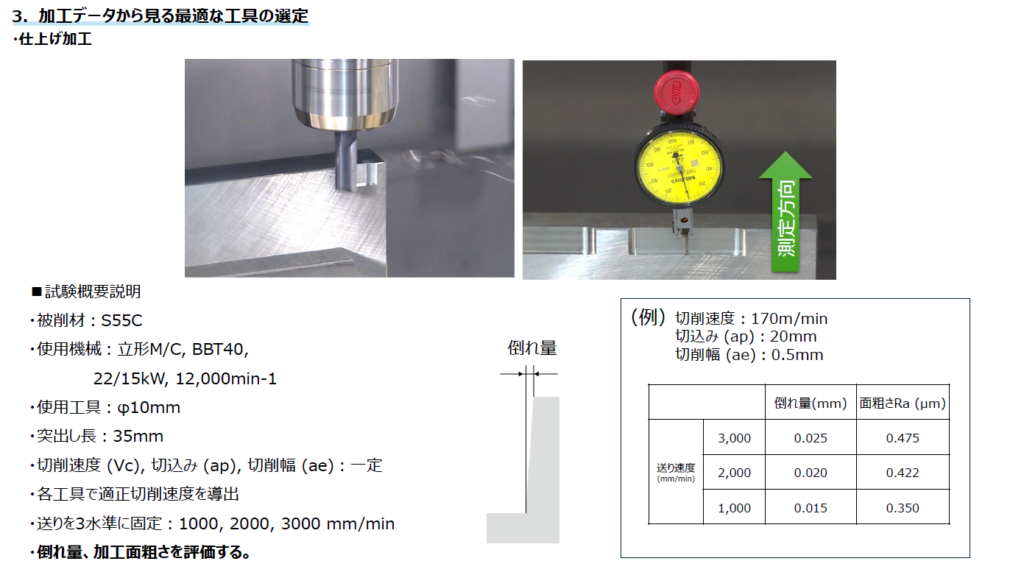
試験概要
| 被削材 | S55C |
|---|---|
| 設備 | 立形マシニングセンタ BBT40(22/15kW, 12,000min⁻¹) |
| 工具径 | φ10mm |
| 突出し長 | 35mm(L/D=3.5) |
| 切削速度 | Vc = 100m/min ※評価のためびびりの出やすい速度で評価 |
① 溝加工 — 深溝で真価を発揮する圧倒的な能率
溝加工は刃が全周でワークに接触するため、切削抵抗が大きく、びびり・折損リスクが肩削りの比ではありません。この過酷な環境こそ、コンビネーション刃型の波形切れ刃による 切削抵抗の分散効果 が最も活きる領域です。
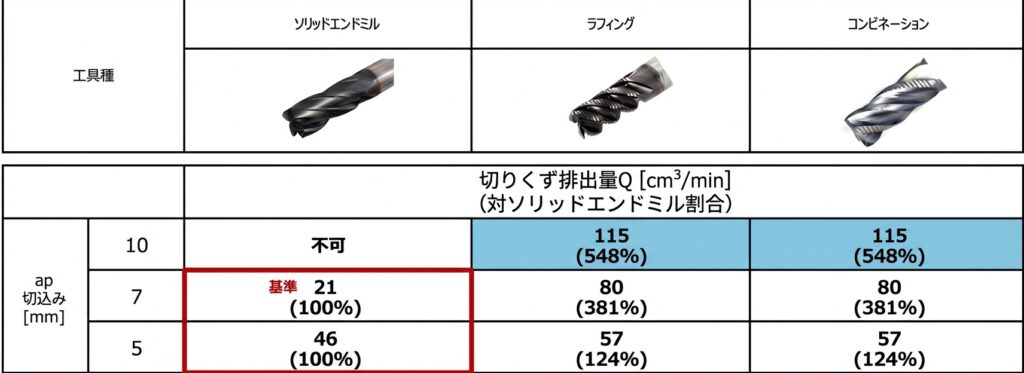
注目データ
深溝1Dで汎用4枚刃比 548%
ap=10mm(溝深さ1D)では、汎用4枚刃は 加工不可。コンビネーション刃型は 汎用4枚刃比 548% の切りくず排出量を達成。高送り工具やインサート交換式では対応不可能なこの深溝領域で、コンビネーションだけが安定加工を実現しています。
なぜ深溝で強いのか? — 波形切れ刃が1刃あたりの接触長を分散させることで、全周接触による切削抵抗の急増を緩和。びびりの発生を抑え、汎用4枚刃では耐えられない深い切込みでも折損せずに加工を続けられるのです。
② 肩削り — びびりにくいから、条件を上げられる
Section 1で紹介したとおり、肩削り加工の課題1位は「びびりの抑制」(25%)です。コンビネーション刃型は、この肩削りでもびびり抑制と高能率を両立します。
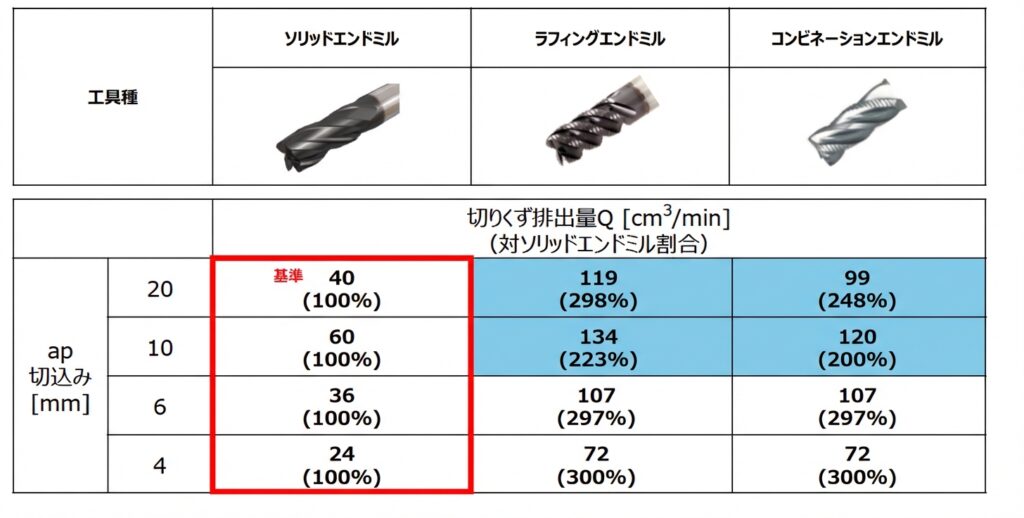
このデータから読み取れるポイントは3つあります。
ポイント1:ap≤6mm ではラフィングと完全に同等の能率
肩削りの実加工で最も使用頻度が高い ap=4〜6mm の領域で、コンビネーションはラフィングと ほぼ同じ切りくず排出量 を達成しています。汎用4枚刃比では 最大300%(3倍)。つまりこの領域では、コンビネーション=ラフィングの能率です。
ポイント2:ap=10〜20mm の大切込み領域でも汎用4枚刃の2〜2.5倍
ap=20mmの深い肩削りでも、汎用4枚刃比 248%。ラフィングには及ばないものの、ラフィングに次ぐ第2位の能率を持ちます。しかもラフィングでは後述の仕上げ面が出ないため、仕上げまで含めたトータルの工程能率ではコンビネーションが逆転するケースが多くなります。
ポイント3:びびりにくいから「条件を上げられる」
コンビネーション刃型の波形切れ刃は、肩削りにおいても接触切れ刃長を分散させ、切削抵抗を低減します。これにより びびりの発生が抑えられ、Vcやfzを上げやすい。データ上の能率差だけでなく、「現場で実際に条件を上げられるか」という観点でも大きなアドバンテージです。
実際、事例3(SS400, BT40)では、ラフィングから VEE-C に置き換えた際に Vc: 100→120 m/min、fz: 0.12→0.15 mm/t と条件をアップ。結果として能率1.5倍・寿命1.7倍を達成しています。「びびらないから攻められる」——これがユーザー現場での実感です。
肩削りのまとめ
汎用4枚刃比 最大3倍の能率
コンビネーション刃型は、肩削りにおいても汎用4枚刃比 最大3倍 の能率を発揮。ap≤6mm ではラフィングと完全に同等。さらにびびり抑制効果により条件アップの余地が生まれ、データ以上の実効能率が期待できます。
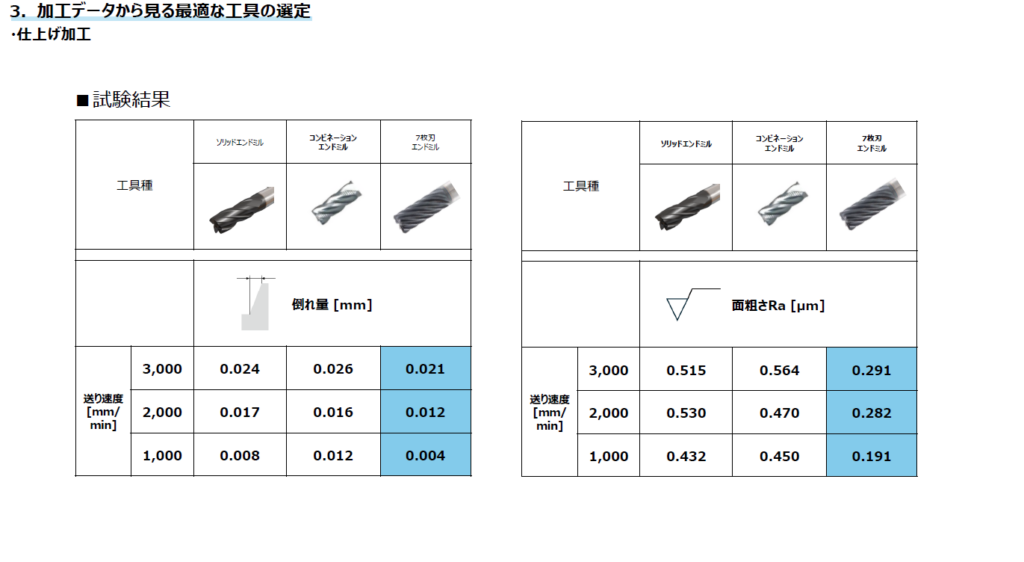
③ 仕上げ — 汎用4枚刃と同等の面品位を実証
「荒加工でびびりにくくて能率が出るのはわかった。でも、コンビネーション刃型で仕上げ面は本当に出るのか?」——これは最も多く寄せられる疑問です。
結論から言えば、コンビネーション刃型は汎用4枚刃とほぼ同等の仕上げ面品位を実現します。セミナー試験で実測した倒れ量と面粗さRaのデータを見てください。
倒れ量の比較 [mm]
| 送り速度 | 汎用4枚刃 | コンビネーション | 差 | 7枚刃(参考) |
|---|---|---|---|---|
| 3,000 mm/min | 0.024 | 0.026 | +0.002 | 0.021 |
| 2,000 mm/min | 0.017 | 0.016 | −0.001 | 0.012 |
| 1,000 mm/min | 0.008 | 0.012 | +0.004 | 0.004 |
面粗さ Ra の比較 [μm]
| 送り速度 | 汎用4枚刃 | コンビネーション | 差 | 7枚刃(参考) |
|---|---|---|---|---|
| 3,000 mm/min | 0.515 | 0.564 | +0.049 | 0.291 |
| 2,000 mm/min | 0.530 | 0.470 | −0.060 | 0.282 |
| 1,000 mm/min | 0.432 | 0.450 | +0.018 | 0.191 |
データから読み取れるポイントを整理します。
① 倒れ量・Ra ともに汎用4枚刃との差は僅差
倒れ量の最大差は 0.004mm、面粗さ Ra の最大差は 0.049μm。いずれも加工現場で有意差とは言えないレベルです。送り速度 2,000 mm/min では、コンビネーションが倒れ量・Ra ともに 4枚刃を上回る(数値が小さい) 結果も出ています。
② ラフィングとは次元の違う仕上げ面
ラフィングは波形切れ刃のみで構成されるため、加工面に凹凸が残り、仕上げ工程が別途必要です。コンビネーション刃型は直線切れ刃が面を整えるため、ラフィングとはまったく異なるレベルの仕上げ面品位を実現します。これが「荒も仕上げもこの1本」を可能にする直接的な理由です。
③ 仕上げ専用7枚刃には及ばないが、用途が違う
Ra 0.2μm台を求める高精度仕上げでは、刃数の多い7枚刃が最適です。しかし、一般的な仕上げ公差(Ra 0.5μm前後)であればコンビネーションで十分対応可能。しかもコンビネーションなら荒加工からそのまま仕上げに移行できるため、工具交換・段取り替えが不要です。
仕上げのまとめ
汎用4枚刃と同等の仕上げ面品位
コンビネーション刃型の仕上げ面は、倒れ量・面粗さRaともに 汎用4枚刃と同等レベル。「荒加工だけの工具」ではなく、仕上げまで1本で完結できることがデータで立証されています。Ra 0.5μm前後の一般仕上げであれば、荒→仕上げの工具交換は不要です。
Section 3 総括 — 溝も肩削りも仕上げもカバーする万能性
| 比較軸 | vs 汎用4枚刃 | vs ラフィング |
|---|---|---|
| 溝加工の能率 | 最大 5.5倍(548%) | 同等以上(深溝で優位) |
| 肩削りの能率 | 最大 3倍(300%) | 同等(ap≤6mm) |
| びびり抑制 | 圧倒的に優位 | 同等(溝加工では優位) |
| 仕上げ面品位 | 同等(倒れ量・Ra僅差) | 圧倒的に優位 |
| 工具集約 | — | 荒+仕上げを1本化 |
コンビネーション刃型は「溝加工専用」ではありません。溝加工では圧倒的な能率、肩削りではびびりを抑えて高能率、そして仕上げ面も汎用4枚刃と同等——この3軸すべてで高い水準を示す唯一の刃型です。
4. ユーザー加工事例で見る実力(5件の成功データ+公開事例)
社内試験のデータだけでなく、実際のユーザー現場で5件すべて「勝ち」評価を獲得しています。VEE-C(ヘッド交換式)とFinishMeister(ソリッド)の両方の事例を紹介します。
事例一覧
| # | 製品 | 加工方法 | 被削材 | 工具径 | 設備 | 能率比 | 寿命比 |
|---|---|---|---|---|---|---|---|
| 事例1 | FinishMeister | 肩削り(バルブ) | SUS316 | φ12 | 複合加工機 | 3倍 | 15倍 |
| 事例2 | FinishMeister | 肩削り(ピストン) | FCD500 | φ25 | 大型横M/C / HSK100 | 3倍 | 同等 |
| 事例3 | VEE-C | 肩削り | SS400 / 160HB | φ25 | 立型M/C / BT40 | 1.5倍 | 1.7倍 |
| 事例4 | VEE-C | 溝入れ | SKD11 / 40HRC | φ12 | 立型M/C / BT50 | 2倍 | 2倍 |
| 事例5 | VEE-C | 溝入れ | SUS430F | φ10 | 立型M/C / BT30 | 2.8倍 | 同等 |
注目
VEE-CとFinishMeister、両方で「勝ち」評価
ヘッド交換式・ソリッドのいずれでも、コンビネーション刃型の効果は実証済み。能率最大3倍、寿命最大15倍と、製品を問わず大幅な改善を実現しています。
FinishMeister の事例
事例1 SUS316バルブ加工で能率3倍・寿命15倍
加工内容
- 加工方法:肩削り(バルブ外周)
- 被削材:SUS316(ステンレス)
- 工具径:φ12
- 設備:複合加工機
- 産業:自動車
課題
- ワークのクランプ剛性が低く旋削加工ができず、従来は4枚刃超硬ソリッドエンドミルで加工
- 生産性が向上しない。工具寿命が短く、摩耗進行時に振動が発生
FinishMeisterによる改善
- 使用工具:TEFS120B44-26C12-83(AH725)
- Vc: 40→60 m/min、fz: 0.06 mm/t、ap=5 mm、ae: 1→2 mm に条件アップ
- MRR: 1.27 → 3.82 cm³/min(能率3倍)
- 切削長: 0.3 → 4.5 m(寿命15倍)
- 波形切れ刃が切削抵抗を低減し、摩耗進行時も振動を抑制
POINT
能率3倍・寿命15倍の大幅改善
クランプ剛性が低い環境でも、コンビネーション刃型の低抵抗特性により能率3倍、寿命15倍を達成。切削速度を上げても振動が抑えられるため、攻めた条件で安定加工が可能。
事例2 FCD500ピストンリング加工で能率3倍+工具集約

加工内容
- 加工方法:肩削り(ピストン外周ターンミリング)
- 被削材:FCD500(鋳鉄)
- 工具径:φ25
- 設備:大型横型マシニングセンタ(#50 / HSK100)
- 産業:造船業
課題
- 従来は荒加工と仕上げ用に2本のエンドミルを使用
- 工具交換の手間とサイクルタイムが課題
FinishMeisterによる改善
- 使用工具:TEFS250E44-52C25CF121(AH725)
- Vc: 79→120 m/min、fz: 0.07 mm/t、ap=30 mm、ae: 3→6 mm に条件アップ
- MRR: 25.35 → 77.01 cm³/min(能率3倍)
- 寿命は従来と同等で問題なし
- 荒加工と仕上げを FinishMeister 1本に集約。量産ラインで採用
POINT
能率3倍+工具集約で量産採用
2本体制からFinishMeister 1本に集約し、能率3倍を達成。寿命も従来同等を維持し、量産ラインでの採用に至った実績。
VEE-C の事例
事例3 ラフィングからの置き換えで能率1.5倍+工具集約
加工内容
- 加工方法:肩削り
- 被削材:SS400(160HB)
- 工具径:φ25
- 設備:立型M/C / BT40
課題
- 現状は他社製超硬ラフィングを使用
- ソリッドエンドミルでは切り込み20mmが限界。刃長損傷が発生
- 荒加工と仕上げ加工で工具を使い分ける必要があった
VEE-Cによる改善
- Vc: 100→120 m/min、fz: 0.12→0.15 mm/t に条件アップ
- MRR: 61.12 → 91.67 cm³/min(約+50%)
- ヘッド寿命: 1ヘッド3個 → 1ヘッド5個(1.7倍)
- 荒加工+仕上げをVEE-C 1本に集約。工具交換時間も削減
POINT
能率1.5倍+寿命1.7倍+工具集約
ラフィングでは面品位が出ず仕上げ別工具が必要だったが、VEE-Cなら荒+仕上げを1本化。能率1.5倍と寿命1.7倍を同時に達成。
事例4 HSS 2本→VEE-C 1本に集約。能率2倍・寿命2倍

加工内容
- 加工方法:溝入れ
- 被削材:SKD11(40HRC)
- 工具径:φ12
- 設備:立型M/C / BT50
課題
- 現状はHSSラフィング(荒)+HSS仕上げエンドミルの2本体制
- 工具交換の手間とサイクルタイムが課題
- HSS工具のため加工速度に限界
VEE-Cによる改善
- 条件Bで Vc=40, ap=4, ae=12, fz=0.03 → MRR: 3.06 → 6.11 cm³/min(2倍)
- ヘッド1個あたり5個加工(寿命2倍)
- 荒・仕上げを VEE-C 1本に集約 → 工具交換レス
POINT
能率2倍・寿命2倍の大幅改善
HSS 2本体制からVEE-C 1本に集約。能率2倍・寿命2倍の大幅改善。SKD11・40HRCの高硬度材でも安定加工。
出典: TR78848
事例5 切込みを2倍にしてサイクルタイムを短縮

加工内容
- 加工方法:溝加工&肩削り
- 被削材:SUS430F
- 工具径:φ10
- 設備:立型M/C / BT30
課題
- 現状の他社製超硬エンドミルではびびりの発生から、加工できる切込みapに制限があった
- BT30の低剛性環境で条件を上げにくい
VEE-Cによる改善
- 切込みを従来のap=1mmから2mmに増加
- Test3: Vc=66, ap=2, ae=10, fz=0.05 → MRR: 8.40 cm³/min
- 従来同等の寿命を維持、仕上げ面品位も同等。切削音は静か
POINT
切込みを2倍にしてサイクルタイム短縮
VEE-Cの耐びびり特性を活かし、サイクルタイムを短縮。BT30の低剛性機でも攻めた条件で安定加工。
公開事例:近藤鉄工所様 × FinishMeister コンビネーション刃型
ここまでの5件は社内テストレポートに基づく事例ですが、実名公開済みの成功事例もあります。

株式会社近藤鉄工所(愛知県犬山市)は、工作機械・建設機械部品の加工を手がける企業です。同社では、コンビネーション刃型のソリッドエンドミル FinishMeister φ12 を複合加工機で導入し、大きな成果を上げました。
| 使用製品 | FinishMeister φ12(コンビネーション刃型 ソリッドエンドミル) |
|---|---|
| 加工内容 | シャフト円筒部の肩削り・溝加工(ボルト座面・キー溝) |
| 被削材 | S45C |
| 設備 | 複合加工機(ワンチャッキング多面加工) |
| 課題 | 複合加工機ではエンドミルの 突き出し長が長くなり、びびりが発生 → 加工条件を上げられない |
| 切削条件 | Vc=100 m/min, f=0.26 mm/rev (fz=0.065), ap=7–8 mm, ae=12 mm |
改善結果:
- 加工時間短縮 — コンビネーション刃型のびびり抑制効果により高切込み加工が可能に。パス回数削減でサイクルタイム短縮
- 工具集約 — ラフィング機能を持ちながら仕上げまで対応。荒加工と仕上げ加工を1本に集約
工場長コメント
「びびりが発生しやすい長突き出しでの加工で大きく効果を発揮」
「切込み回数の低減で加工時間短縮」
「工具突出し長を長めに設定し、工具の共用化も実現」
VEE-Cは、この近藤鉄工所様で実績のある 同じコンビネーション刃型をヘッド交換式で採用した製品です。ソリッドのFinishMeister・SBF4U、ヘッド交換式のVEE-C —— 用途や経済性に応じて3ラインから選択できます。
まとめ — びびりを抑えて、次の加工へ
本記事では、タンガロイ コンビネーション刃型の構造・データ・事例を通して、その実力を紹介しました。ポイントを整理します。
- エンドミルの最大課題は「びびり」 — 現場アンケートで25%が1位に挙げた現実
- コンビネーション刃型は唯一無二の構造 — 波刃でびびりを抑え、直線刃で面を整える
- 874条件の試験で実証 — 溝加工で最大5.5倍、肩削りで最大3倍の能率。仕上げ面も汎用4枚刃と同等
- 5件のユーザー事例すべてで「勝ち」評価 — 能率最大3倍、寽命最大15倍
- BT30・BT40・複合加工機でも実績あり — 低剛性機・長突き出しでも安定加工
- 荒も仕上げもこの1本 — 工具集約でセットアップ時間とコストを削減
- 3ライン展開であらゆる現場に対応 — VEE-C(ヘッド交換式)・FinishMeister・SBF4U(ソリッド)
溝加工の能率改善、びびり対策、工具集約——。これらの課題に心当たりがある方は、ぜひコンビネーション刃型をお試しください。