高送り加工は、生産性の向上と製造コストの削減に大きく貢献しますが、加工面の品質を保持することも同様に重要です。この記事では、高送り加工における加工面品位を改善するための実践的なアプローチについて紹介します。
- 高送り加工で加工面品位が乱れやすい背景と、品質に与える影響がわかる
- 切削条件・振動・切りくず排出の観点から、加工面品位を改善する具体策が整理できる
- 小径高送りで起こりやすい「切りくず詰まり起因の面荒れ」に対し、DoTwistBallの有効性が理解できる
加工面品位の重要性
高送り加工では、加工速度が速いがゆえに加工面に微細な不具合が生じやすくなります。表面の粗さ、バリ、不均一な加工痕などが代表例です。
これらを最小限に抑えることで、製品の性能と外観が向上し、最終的な製品品質の安定につながります。
加工面品位が乱れる主な要因
高送り加工における面品位の乱れは、単一要因ではなく複数要因が重なって発生することが多いです。代表的には次の3つが挙げられます。
- 切削条件のミスマッチ:切削速度と送りのバランスが崩れると、加工痕が荒れたり、バリが増えたりします。
- 振動(びびり)の発生:機械剛性やクランプ、突出し量、ホルダの組み合わせにより振動が増幅すると、面に周期的な乱れが出ます。
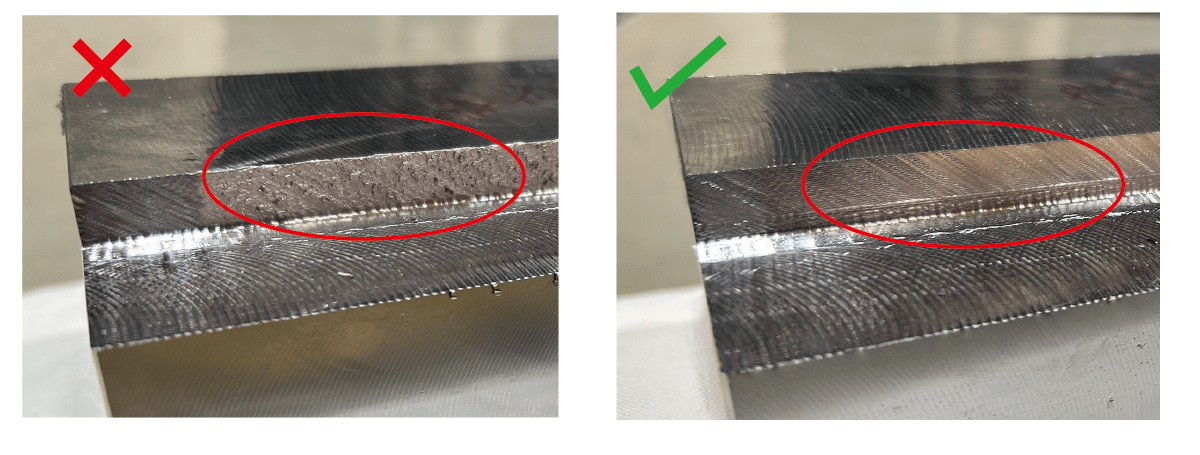
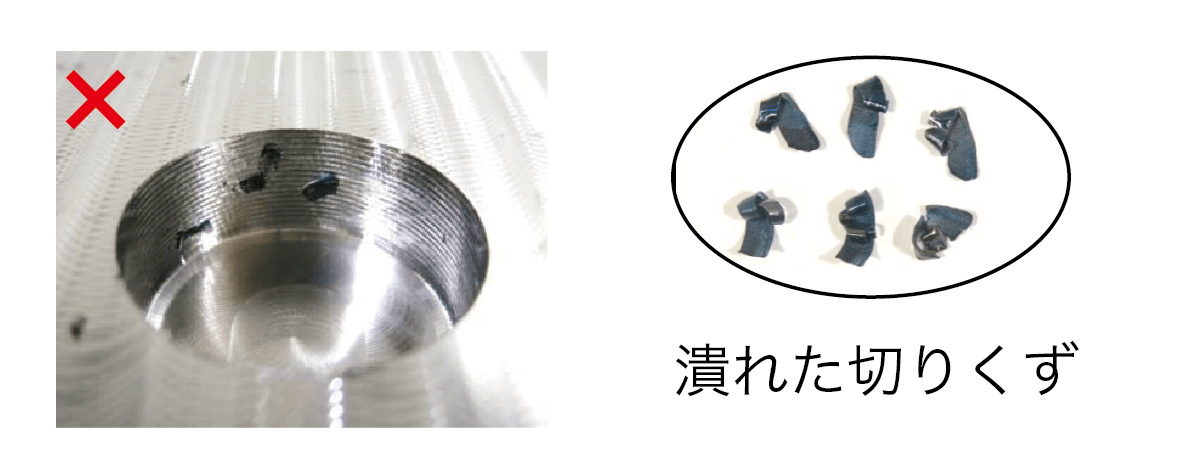
- 切りくず処理不良:切りくずがつぶれる/再切削される/詰まることで、側面に不規則な傷や面荒れが出やすくなります。
加工面品位を改善する実践アプローチ
改善策①:最適な切削条件の選定
切削速度と送り率のバランスを見直すことが基本です。過度な送りや、ワーク・工具に対して不適切な回転条件は、加工痕やバリの発生につながります。
→ 「条件の過不足」を疑い、まずは安定域に寄せることが近道
改善策②:切削液の活用(冷却・潤滑・切りくず排出)
適切な切削液を使用することで、加工面の冷却と潤滑を助け、表面品質を改善します。また、工具の寿命延長にも寄与します。
→ 切削液は“面”だけでなく“寿命”にも効く
改善策③:振動の抑制(機械・治具・工具系の安定化)
機械の安定性(締結、ガタ、クランプ剛性)を確認し、不必要な振動を避けることで、加工面の品質を向上させます。工具ホルダとクランプの選択も振動抑制に重要です。
→ 「突出しを短く」「剛性を上げる」が基本セオリー
適切な切削工具の選択:切りくず排出に注目
高送り加工でワークの側面に不規則な傷が見られる場合や、切りくずがつぶれている場合には、切りくず排出量に対してポケットの容量が小さいことが理由となっている可能性が高いです。

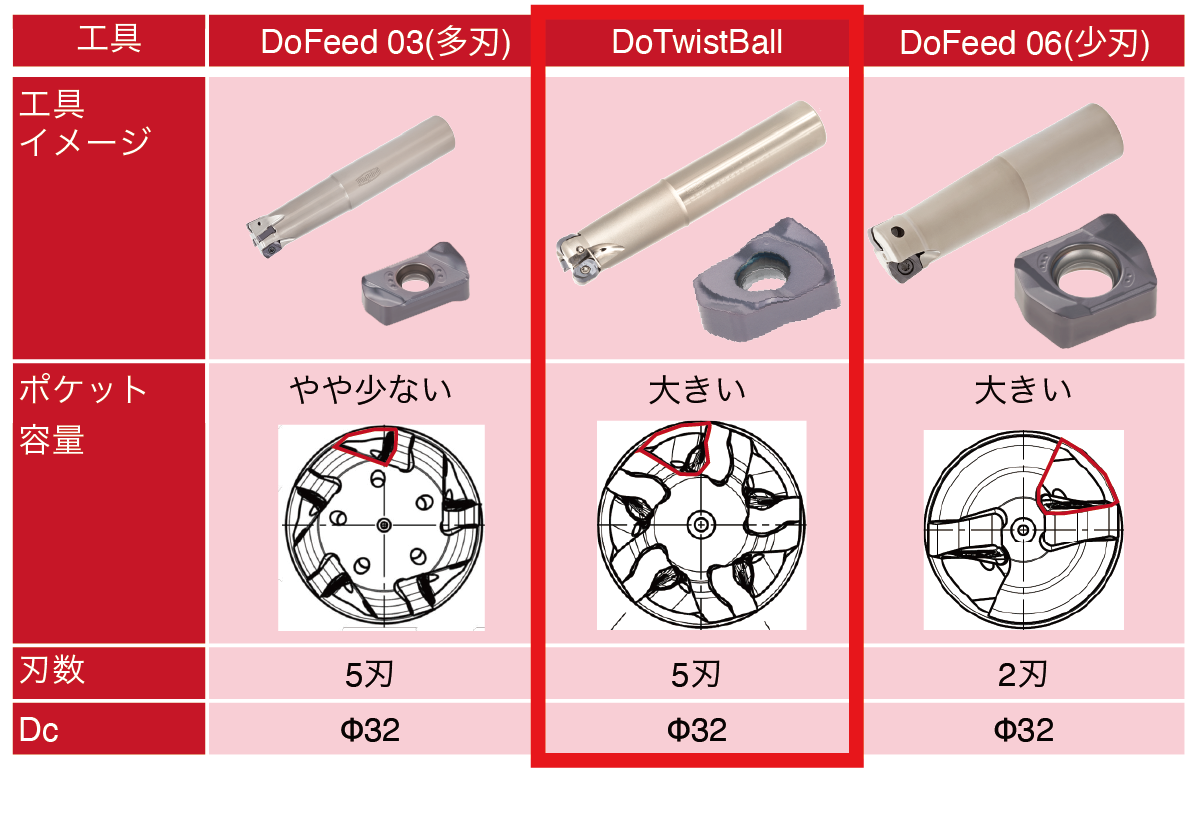
小径タイプの高送り工具では小さなインサートを使用するため、切りくず排出ポケットが小さくなりがちです。この場合、まずは切込み量apを下げることで改善する可能性があります。
一方で、同じ刃数を維持しながらポケット容量を確保できれば、apを下げずに面品位を改善できる可能性があります。ポケット容量を改善するDoTwistBallは、このようなケースで有効です。DoTwistBallは特殊なインサート形状により、刃数を減らすことなくポケット容量を確保しています。
→ 切りくず詰まり起因の面荒れに対し、工具選定で“根本要因”から改善
DoTwistBallを使用した改善例
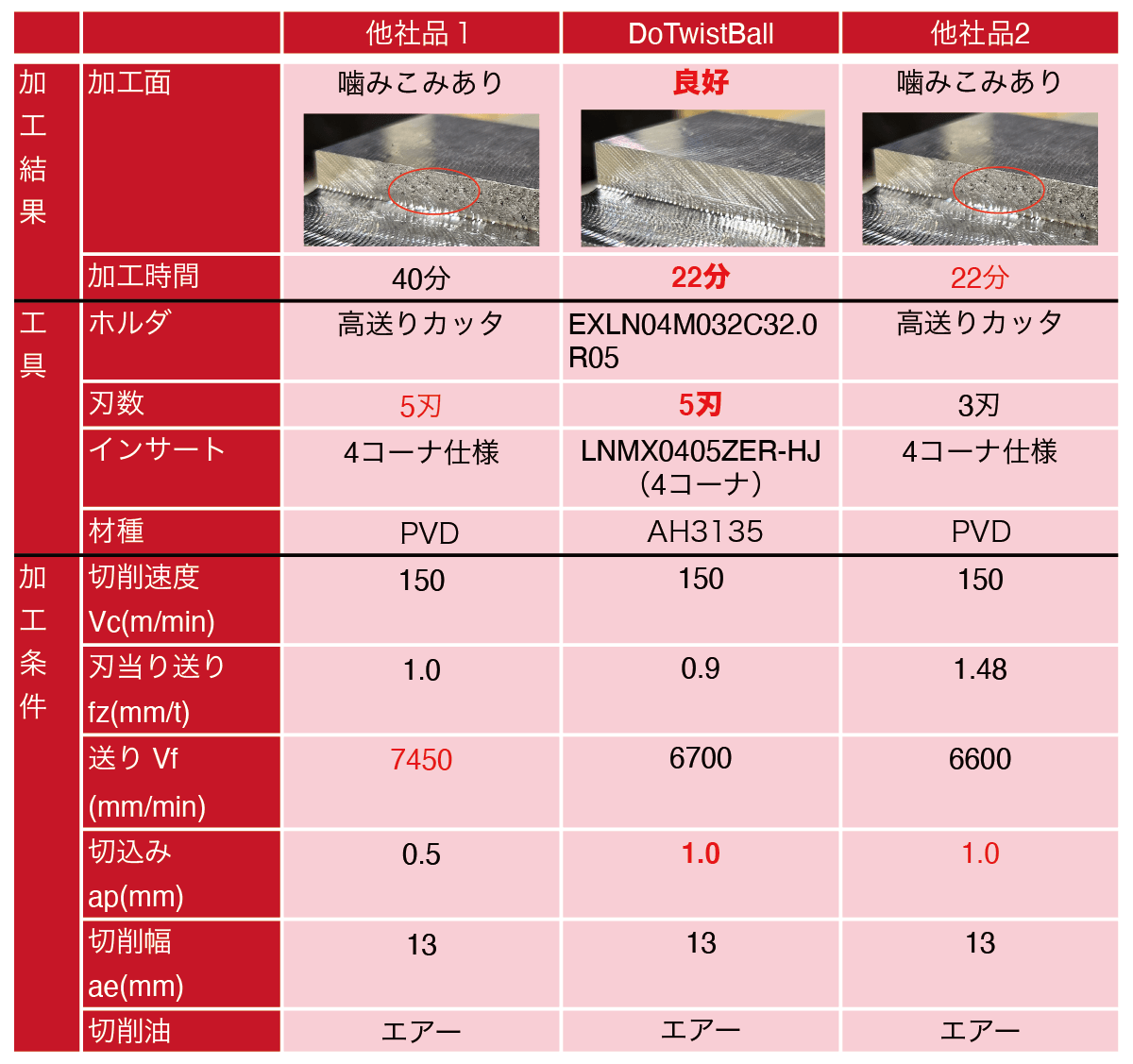
DoTwistBallを使用した例では、同径・同刃数の工具で切込みapを2倍に設定しつつ、加工面品位を改善し、さらに加工時間を約半分にすることができました。
このように、切りくず排出性の高い工具を使用することで、加工効率と品質の両方を向上させることが可能です。
まとめ:品質と生産性を両立するために
高送り加工における加工面品位の改善は、最適な切削条件の選定や振動の抑制、そして切りくず処理の安定化によって達成されます。これらの要素に注意を払うことで、加工効率を維持しつつ、製品の品質を最大化することができます。
また、小径高送りなどで切りくず詰まりが疑われる場合には、切りくず排出性の高いDoTwistBallが有効なケースもあります。品質と生産性の両立に向けて、工具選定も含めて見直してみてください。