Frese a cave come opzione di lavorazione ─ Ampliare le possibilità con un solo utensile, dalla scanalatura profonda alle pareti laterali, dal taglio all’evitamento delle interferenze
Le frese a cave sono spesso considerate “utensili antiquati dedicati al taglio e alla scanalatura”.
In realtà, però, sono utensili estremamente versatili e produttivi in grado di coprire aree difficili da raggiungere con le frese a candela, tra cui cave profonde, precisione delle pareti laterali, cave sottili, chiavette, lavorazione parallela su due facce ed evitamento delle interferenze.
Hanno molti taglienti lungo la circonferenza, facilitano la riduzione dello sbalzo e consentono l’uso di un diametro utensile favorevole rispetto alla larghezza della cava. Sfruttando queste caratteristiche, operazioni di lavorazione precedentemente abbandonate a causa di vibrazioni, deflessione delle pareti o intasamento dei trucioli possono essere trasformate in processi stabili di produzione di massa.
Questo articolo spiega le basi delle frese a cave, dove sono efficaci e come selezionarle. Approfondisce inoltre l’impostazione delle condizioni per sfruttarne le prestazioni, in particolare il concetto spesso trascurato dello spessore del truciolo.

Cosa imparerai in questo articolo
- Cos’è una fresa a cave? Differenze rispetto alle frese a candela
- Perché le frese a cave sono efficaci per cave profonde, pareti laterali e operazioni di taglio
- Tipi di frese a cave e loro applicazioni adatte
- Frese a candela vs. frese a cave: criteri chiave per una corretta selezione dell’utensile
- Suggerimenti di base per una lavorazione stabile
- Comprendere lo spessore del truciolo quando ae/DC è piccolo
- Problemi comuni e punti da rivedere
- Cutter di forma speciale come opzione
- Sintesi
1. Cos’è una fresa a cave? ─ Un utensile che taglia con i “taglienti laterali periferici”
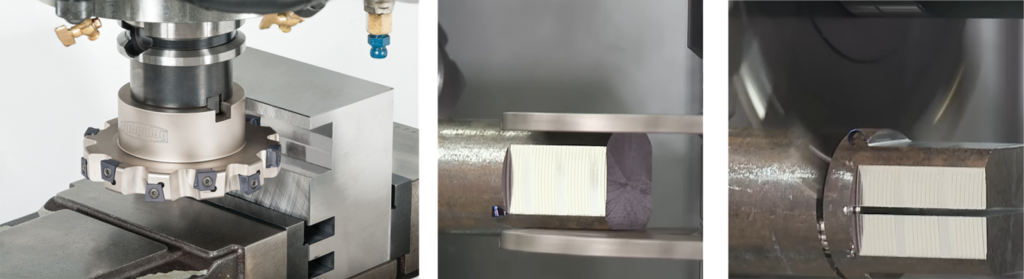
Le frese a cave sono un gruppo di utensili che utilizzano taglienti sul lato della periferia dell’utensile per lavorare cave, spallamenti e facce. Sono utilizzate per cave profonde e strette, applicazioni che richiedono precisione delle pareti laterali, taglio, chiavette e lavorazione parallela su due facce.
Un’idea sbagliata comune è che siano “utensili antiquati dedicati al taglio e alla scanalatura”. Nella lavorazione reale, sono efficaci anche per la fresatura di spallamenti e fresatura di facce dove è richiesto l’evitamento delle interferenze. Con la crescente adozione della lavorazione a 5 assi, il loro valore viene riscoperto come utensili in grado di avvicinarsi al pezzo dal lato con una lunghezza utensile ridotta.
Differenze rispetto a utensili simili
| Utensile | Punti di forza principali | Differenza rispetto alle frese a cave |
|---|---|---|
| Fresa frontale | Spianatura | Non adatta come sostituto per la lavorazione delle pareti laterali |
| Fresa a candela | Lavorazione generica | Nelle cave profonde, lo sbalzo diventa lungo, rendendo più probabili deflessione e vibrazioni |
| Sega a tagliare | Taglio e scanalatura sottile | Una versione a lama sottile di una fresa a cave |

2. Applicazioni tipiche in cui le frese a cave sono efficaci
Larghezza ridotta rispetto alla profondità
Con le frese a candela, lo sbalzo dell’utensile diventa più lungo, rendendo più probabili deflessione, vibrazioni ed errori dimensionali. Le frese a cave sono spesso vantaggiose perché anche quando l’utensile è sottile rispetto al suo diametro, il supporto del mandrino e la rigidità del disco forniscono stabilità.
Quando sono richieste precisione ad angolo retto e parallelismo delle pareti laterali
L’esecuzione di cave è molto efficace per formare forme di pareti laterali. Nella fresatura multipla, due cutter e distanziali possono consentire di lavorare due facce parallele in una singola passata.
Quando si riduce il materiale sprecato nel taglio e nella lavorazione di cave sottili
Gli utensili a lama sottile hanno un piccolo sovrametallo di taglio, contribuendo a ridurre la perdita di materiale. Anche in cave profonde e strette, è possibile ottenere un’elevata efficienza quando la geometria dell’utensile e l’evacuazione dei trucioli sono correttamente abbinate.
Evitamento delle interferenze e accessibilità nella lavorazione a 5 assi
Le frese a cave possono entrare sottilmente dal lato in aree dove le grandi frese frontali sono difficili da applicare frontalmente o dove le lunghe frese a candela non forniscono sufficiente spazio libero. Nei centri di lavorazione a 5 assi, la maggiore libertà dell’asse utensile rende le frese a cave un’opzione ancora più preziosa.
PUNTO CHIAVE
Un’opzione per evitare le interferenze garantendo rigidità
Le frese a cave non sono “utensili solo per la scanalatura”. Sono un’opzione che migliora la fattibilità della lavorazione in cave profonde, lavorazione delle pareti laterali, operazioni di taglio e lavorazione con avvicinamento laterale.
3. Classificazione di base delle frese a cave ─ Quale tipo scegliere?
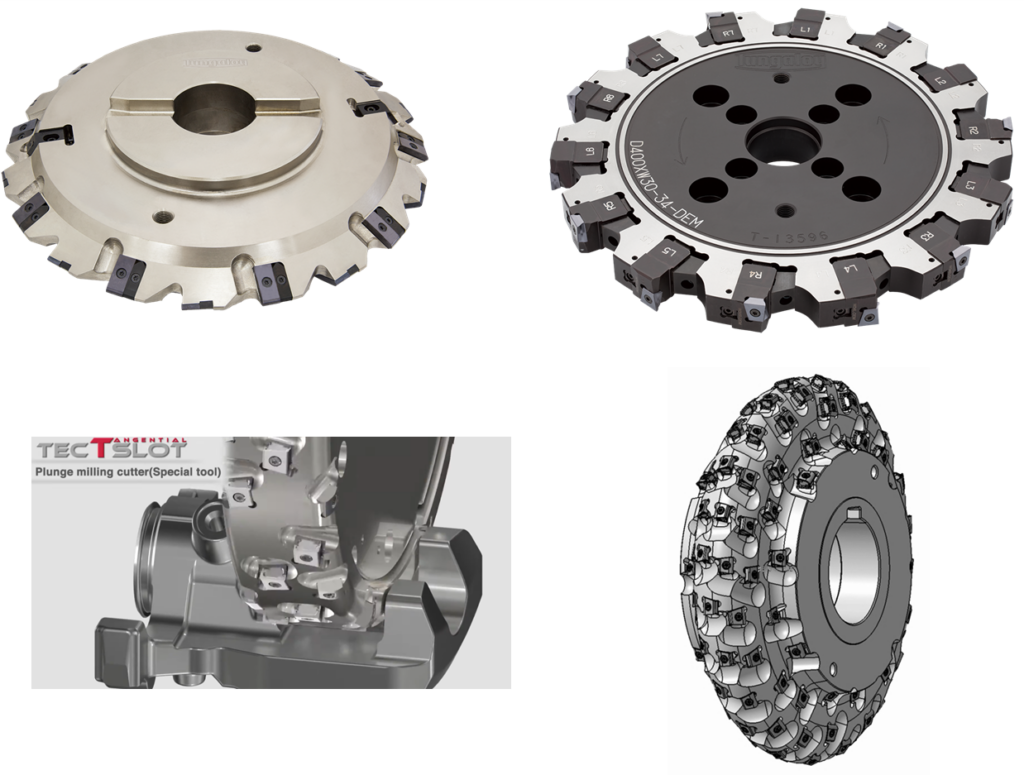
| Tipo | Applicazioni principali | Situazioni adatte |
|---|---|---|
| Tipo a lama sottile / sega a tagliare | Taglio e cave sottili | Profondità maggiore della larghezza, ridotta perdita di materiale |
| Cutter laterale e frontale | Cave, pareti laterali e facce inferiori | Lavorazione stabile come chiavette |
| Cutter semi-laterale | Lavorazione di spallamento su un lato | Lavorazione a gradini e finitura su un lato |
| Fresa a cave di forma | Generazione di profili | Lavorazione ad alta efficienza e parti di produzione di massa |
Quando si seleziona un cutter, verificare la larghezza di taglio, l’intervallo di larghezza, l’evacuazione dei trucioli e l’indicizzabilità. Per la produzione di massa, gli utensili indicizzabili diventano un candidato forte.

4. Criteri per passare dalle frese a candela
Quando le frese a candela sono adatte
Le frese a candela sono adatte quando la loro versatilità è vantaggiosa, ad esempio per cave poco profonde, forme complesse, lavorazione con un solo utensile su macchine generiche e produzione in piccoli lotti dove l’efficienza di setup è prioritaria.
Quando le frese a cave sono vantaggiose
Le frese a cave meritano considerazione per cave profonde e strette, precisione delle pareti laterali, taglio e lavorazione di cave strette, lunghezze di lavorazione elevate, produzione di massa, lavorazione parallela su due facce, evitamento delle interferenze e lavorazione con avvicinamento laterale su macchine a 5 assi.
In caso di dubbio: considera una fresa a cave quando vedi questi segnali
- La cava è profonda ma stretta
- Si verificano vibrazioni con una fresa a candela o la larghezza della cava è instabile
- I trucioli si intasano, le pareti laterali si deformano o la fresa a candela si rompe
- Il tempo di lavorazione è lungo
- L’utensile non può entrare frontalmente o si deve evitare un lungo sbalzo
PUNTO CHIAVE
Le frese a cave sono spesso tra le opzioni più produttive per la scanalatura
Poiché hanno molti taglienti lungo la circonferenza, possono ridurre lo sbalzo non necessario e consentono l’uso di un diametro favorevole rispetto alla larghezza della cava, il vantaggio rispetto alle frese a candela diventa maggiore soprattutto quando la larghezza della cava diventa più piccola.
5. Suggerimenti di base per sfruttare le prestazioni ─ Sbalzo, numero di denti e trucioli
1. Mantieni lo sbalzo il più corto possibile
La lunghezza del mandrino, la rigidità del supporto, la precisione del distanziale e la precisione di assemblaggio influenzano direttamente il risultato finale. Uno sbalzo eccessivo può causare deflessione delle pareti laterali, variazione dimensionale e vibrazioni.
2. Più denti non sono sempre meglio
Un numero maggiore di denti può migliorare la produttività, ma riduce la capacità del vano trucioli. Nei materiali appiccicosi, applicazioni con trucioli lunghi e cave profonde, aumentare il numero di denti può avere l’effetto opposto. Può anche portare a problemi con lo spessore effettivo del truciolo, di cui si parlerà più avanti.
3. Non sottovalutare l’eccentricità
Sporco sulle superfici di montaggio, scarsa precisione del distanziale o serraggio insufficiente possono concentrare il carico su taglienti specifici. Ciò può portare a scarsa finitura superficiale, scheggiature e deterioramento della larghezza, quindi il controllo prima dell’assemblaggio è essenziale.
4. Dai massima priorità all’evacuazione dei trucioli
Un problema tipico nelle cave profonde è il ritaglio o l’inceppamento dei trucioli. La portata del refrigerante, la direzione di evacuazione dei trucioli e la direzione di taglio devono essere progettate come un insieme.
5. La durata dell’utensile cambia a seconda di come il cutter entra nel pezzo
Se l’utensile si impegna improvvisamente a pieno carico, trucioli spessi sul lato di uscita e impatti possono ridurre la durata dell’utensile. L’ingresso progressivo e la riduzione dell’avanzamento all’ingresso sono contromisure efficaci.
6. Il punto più comunemente trascurato con le frese a cave ─ Spessore del truciolo
A causa della loro struttura, le frese a cave tendono a operare con ae/DC piccolo. Se le condizioni di taglio sono determinate solo dalla velocità di avanzamento apparente, il tagliente potrebbe finire per “sfregare anziché tagliare”.
Conclusione
L’utensile è impegnato solo leggermente, eppure l’avanzamento viene ridotto ulteriormente
Questo è il modello di errore più comune con le frese a cave. Quando si verificano rumore, bruciatura, usura prematura o scarsa finitura superficiale, controlla prima lo spessore del truciolo.
Passaggi per ripristinare un taglio corretto
- Verifica se è garantito uno spessore del truciolo sufficiente per il rapporto ae/DC
- Aumenta fz a un valore appropriato
- Se necessario, riduci il numero di denti per aumentare il lavoro svolto da ciascun dente
- Riaggiusta l’equilibrio tra velocità del mandrino e velocità di avanzamento
- Passa dallo “sfregamento” al “taglio corretto”
PUNTO CHIAVE
A seconda di come sono impostate le condizioni di taglio, potresti limitare tu stesso le prestazioni dell’utensile
Le frese a cave sono utensili ad alta produttività. Prima di presumere che “l’utensile non può tagliare”, sospetta prima che la velocità di avanzamento possa semplicemente essere troppo bassa.
Calcolatore semplice dello spessore del truciolo
Inserendo il diametro utensile DC, la profondità di taglio radiale ae, il numero di denti z, la velocità del mandrino n e l’avanzamento della tavola Vf, questo strumento calcola istantaneamente l’avanzamento per dente fz, lo spessore massimo del truciolo hex, lo spessore medio del truciolo hm e ae/DC.
ae/DC = ae / DC
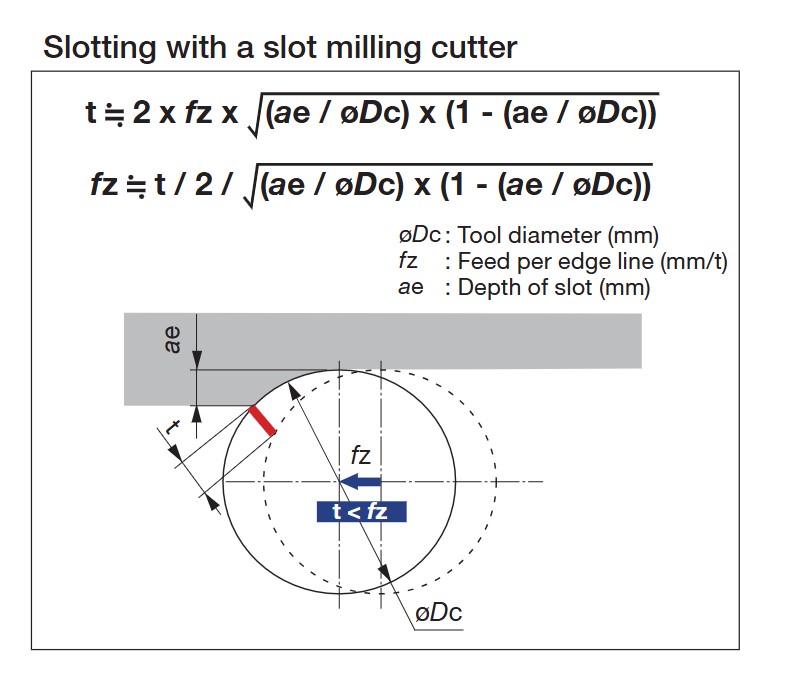
hex = 2 × fz × √{(ae/DC) × (1 – ae/DC)}
hm = fz × 2 × (ae/DC) / φ
* Formule approssimative per la fresatura periferica dove ae < DC. Per l'esecuzione di cave completa, imposta ae = DC, con hex = fz e hm ≒ 2fz/π.
Come utilizzare il calcolatore
- Inserisci le tue condizioni di lavorazione attuali — DC, ae, z, n e Vf
- Se hex è inferiore a 0,02 mm, lo sfregamento è una preoccupazione importante. Considera di aumentare fz o ridurre il numero di denti
- Se ae/DC è inferiore al 10%, è spesso necessario aumentare l’avanzamento diverse volte rispetto all’fz apparente per ottenere un taglio corretto
7. Guida alla risoluzione dei problemi per sintomo
| Sintomo | Cause principali | Punti da rivedere |
|---|---|---|
| Vibrazioni | Sbalzo eccessivo / impegno improvviso / sfregamento dovuto ad avanzamento insufficiente | Accorcia lo sbalzo, riduci leggermente la velocità del mandrino, aumenta fz per far tagliare l’utensile, rivedi la geometria del tagliente e il numero di denti |
| Larghezza della cava instabile | Eccentricità / corpi estranei durante l’assemblaggio / deflessione del pezzo a parete sottile | Controlla distanziali e superfici di contatto, considera configurazioni a larghezza regolabile, rafforza il bloccaggio del pezzo |
| Deflessione della parete laterale | Deflessione del mandrino / scarso parallelismo del supporto / forza di taglio eccessiva | Controlla il parallelismo del supporto, accorcia lo sbalzo, rivedi il sovrametallo per passata |
| Scheggiatura del tagliente o usura prematura | Intasamento dei trucioli / impatto all’ingresso / carico non uniforme | Migliora l’evacuazione dei trucioli, riduci l’avanzamento all’ingresso, riduci l’eccentricità, rivedi il numero di denti |
| Bruciatura o rumore stridulo | Velocità di taglio eccessiva / sfregamento dovuto ad avanzamento troppo basso / risonanza della sega a lama sottile | Prima riduci la velocità del mandrino, poi regola all’avanzamento corretto. Evita velocità di taglio eccessive con seghe a tagliare a lama sottile |
8. Frese a cave dedicate per settori specifici ─ Il mondo dei cutter di forma speciale
Gli articoli di catalogo standard e i sistemi di disegno automatico possono coprire solo forme speciali che possono essere espresse parametricamente. Nella produzione reale, tuttavia, esiste una chiara domanda di finire profili di forma complessi in una singola passata.
È qui che entrano in gioco i cutter di forma speciale completamente personalizzati. Tungaloy ha una vasta esperienza in applicazioni industriali come automotive, macchine per costruzioni, energia e macchinari industriali.
PUNTO CHIAVE
Personalizzazione su misura per ogni applicazione industriale
I sistemi di disegno automatico sono progettati per velocità e standardizzazione. I cutter di forma speciale sono progettati per consolidare forme complesse che gli utensili standard non possono coprire in un unico utensile.
1. Cutter per fresatura di ingranaggi ─ Prestazioni comprovate in ingranaggi per macchine per costruzioni, macchine agricole, macchinari industriali ed energia eolica
- Application: Lavorazione del profilo del dente per ingranaggi, alberi scanalati, dentature e componenti simili
- Punto di forza: Il profilo del dente è integrato nel tagliente, consentendo la formazione del vano dente in una singola passata. La lavorazione degli ingranaggi può essere eseguita più facilmente su centri di lavorazione generici
- Attrattiva chiave: Progettazione completamente personalizzata abbinata a modulo, numero di denti, angolo di pressione e spostamento del profilo
2. Cutter per lavorazione di staffe e pinze freno
- Application: Cave a gradini, cave ad arco e lavorazione di profili complessi di pinze freno automobilistiche, staffe di sospensione e componenti del telaio
- Punto di forza: Progettazione ottimizzata della disposizione dei denti che sopprime le vibrazioni in pezzi a bassa rigidità
- Attrattiva chiave: Progettazione delle specifiche che bilancia durata dell’utensile e stabilità dimensionale nelle linee di produzione di massa
3. Cutter per lavorazione di rotori a vite
- Application: Sgrossatura e semifinitura di cave di rotori maschi e femmine per compressori a vite, pompe a vite e pompe per vuoto
- Punto di forza: I profili a vite complessi sono lavorati in forma con un profilo di tagliente dedicato
- Attrattiva chiave: Progettazione completamente personalizzata vicina all’utensile unico per ogni diametro del rotore, passo e profilo del dente. Supporta anche altezze dei denti elevate e curve complesse

Ampi record di adozione costruiti in vari settori
I cutter di forma speciale di Tungaloy sono stati utilizzati per molti anni in siti di produzione di massa in settori chiave come automotive, macchine per costruzioni, macchine agricole, macchinari industriali ed energia. Attraverso applicazioni che includono ingranaggi, staffe e pinze e rotori a vite, Tungaloy ha accumulato know-how di progettazione e un’ampia libreria di applicazioni che affrontano i requisiti di lavorazione di ciascun settore.
Conclusione
Le forme che non possono essere completamente espresse dai sistemi di disegno automatico sono esattamente dove i cutter di forma speciale brillano
Poiché Tungaloy ha costruito un track record comprovato in molti settori, può progettare cutter ottimizzati per ogni sfida di lavorazione.
Riepilogo ─ Sfruttare il valore delle frese a cave
Le frese a cave non sono “utensili solo per taglio e scanalatura”. Dimostrano il loro vero valore nelle sfide di lavorazione moderne come cave profonde, precisione delle pareti laterali, evitamento delle interferenze e lavorazione con avvicinamento laterale su macchine a 5 assi.
Tuttavia, poiché le frese a cave tendono a operare con ae/DC piccolo a causa delle loro caratteristiche dell’utensile, comprendere lo spessore del truciolo è il punto di partenza per impostare le condizioni di taglio.
- Le frese a cave sono forti nella scanalatura, lavorazione delle pareti laterali, taglio ed evitamento delle interferenze
- Nella scanalatura, sono spesso tra le opzioni più produttive
- Sbalzo, assemblaggio ed eccentricità determinano il risultato finale
- Più denti non sono sempre meglio. Controlla la capacità del vano trucioli e l’evacuazione dei trucioli
- Non presumere immediatamente che “l’utensile non può tagliare”; sospetta prima che “la velocità di avanzamento sia troppo bassa”
- Quando ae/DC è piccolo, controlla sempre lo spessore del truciolo
- Per forme che non possono essere coperte da utensili standard o sistemi di disegno automatico, i cutter di forma speciale possono consentire il consolidamento dei processi
La selezione delle frese a cave può essere considerata passo dopo passo in base alla difficoltà della sfida di lavorazione: “serie standard / utensili a testa intercambiabile → utensili speciali creati tramite disegno automatico → cutter di forma speciale completamente personalizzati”. Dopo aver compreso le basi, considera il livello di opzione che meglio corrisponde alla difficoltà della tua applicazione di lavorazione.