

Utensile multifunzionale per foratura e tornitura
Foratura, tornitura interna ed esterna con il solo utensile TungBoreMini, produttività massima


Applicazioni & Caratteristiche
Applicazioni



Caratteristiche
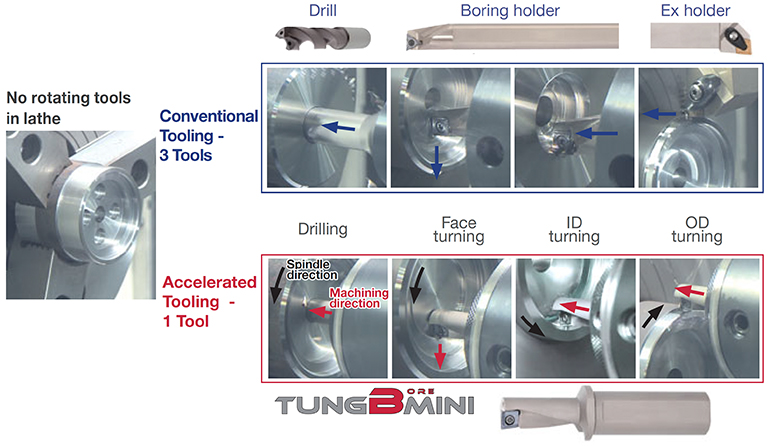
1. Riduce il numero di utensili! Massima produttività
• Il solo portainserto TungBoreMini esegue operazioni diverse, ad esempio una tornitura interna dopo la lavorazione di foratura.
• Esegue foratura e successivo allargamento del foro su materiali diversi.
• Può essere utilizzato come un portainserto di tornitura ISO standard per applicazioni di tornitura interna, esterna e frontale.
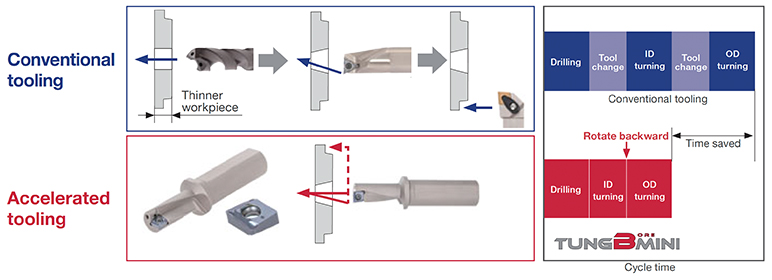
2. Riduce i tempi di fermo macchina
TungBoreMini elimina i tempi di cambio utensile, con conseguente miglioramento del tempo ciclo: ciò è particolarmente efficace nelle applicazioni in cui il tempo di ogni singola operazione è breve e veloce.
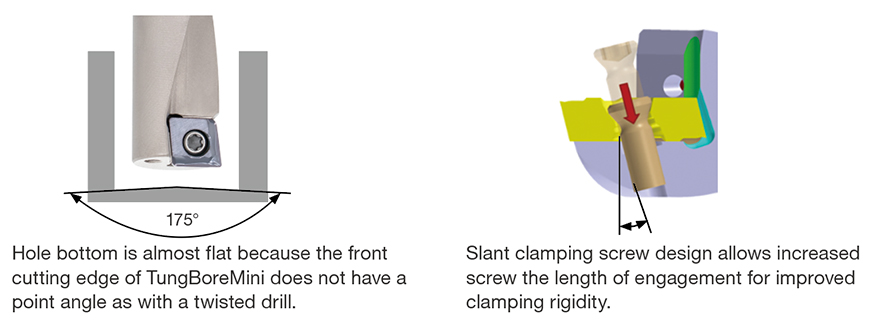
3. Caratteristiche
Inserti & Gradi
Inserti

Gradi
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Buon rapporto tra resistenza all’usura e resistenza alla scheggiatura
- Ideale per la lavorazione di acciai ed acciai inossidabili a parametri di taglio standard
Portainserti
Tornitura esterna, tornitura interna, sfacciatura e foratura
Portainserti TungBoreMini
Utensile multifunzionale per foratura e tornitura
Tornitura interna

Barre di alesatura TungBoreMini
Barre di alesatura per inserto rombico XOMU
Esempi di lavorazione
Esempio #1
Lavorazione generale
| Pezzo: | Componente di macchina |
| Materiale: | SUS440 |
| Portainserto: | TBM12R/LF16-2.25 |
| Inserto: | XOMU06H204-PS |
| Grado: | AH725 |
| Parametri di taglio: | Vc = 80 (m/min) f = 0.15 (mm/giro) ap = 2.5 (mm) Refrigerante: sì |

Esempio #2
Lavorazione generale
| Pezzo: | Componente di macchina |
| Materiale: | SUS304 / X5CrNi18-9 |
| Portainserto: | TBM12R/LF16-2.25 |
| Inserto: | XOMU06H204-PS |
| Grado: | AH725 |
| Parametri di taglio: | Vc = 100 (m/min) f = Foratura: 0.03, Tornitura interna:0.1 – 0.15 (mm/giro) ap = 0.5 (mm) Refrigerante: sì |

Parametri di taglio standard
Drilling
| ISO | Materiale da lavorare | Velocità di taglio Vc (m/min) | Diametro minimo di alesatura: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
|
|
Acciaio a basso tenore di C Acciaio al carbonio |
50 – 180 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Acciaio inossidabile | 50 – 160 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Ghisa | 50 – 180 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Leghe di alluminio | 100 – 300 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |




Internal Turning
| ISO | Materiale da lavorare | Velocità di taglio Vc (m/min) | Diametro minimo di alesatura: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Profondità di taglio: ap (mm) | |||||||||||
|
|
Acciaio a basso tenore di C Acciaio al carbonio |
50 – 180 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Avanzamento: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Materiale da lavorare | Velocità di taglio Vc (m/min) | Diametro minimo di alesatura: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Profondità di taglio: ap (mm) | |||||||||||
|
|
Acciaio inossidabile | 50 – 160 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Avanzamento: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Materiale da lavorare | Velocità di taglio Vc (m/min) | Diametro minimo di alesatura: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Profondità di taglio: ap (mm) | |||||||||||
|
|
Ghisa | 50 – 180 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Avanzamento: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Materiale da lavorare | Velocità di taglio Vc (m/min) | Diametro minimo di alesatura: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Profondità di taglio: ap (mm) | |||||||||||
|
|
Leghe di alluminio | 100 – 300 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Avanzamento: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||

Negozio online |
|
Negozio online Scopri di più |

e-Catalog |
|
e-Catalog Scopri di più |
Risorse
 Tungaloy APP
Tungaloy APP TUNG NaviTrova L'utensile Giusto
TUNG NaviTrova L'utensile Giusto Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce
Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi.
Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi. MatrixSistema Di Gestione Degli Utensili
MatrixSistema Di Gestione Degli Utensili