

Serie AH8000 inserti di tornitura – Gradi rivestiti PVD per leghe resistenti al calore
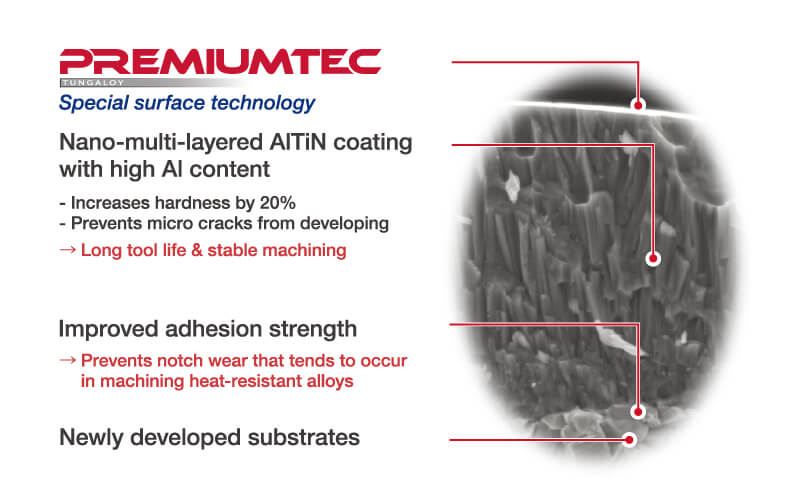
Alta affidabilità nella tornitura di leghe resistenti al calore grazie al rivestimento nano-miltistrato AlTiN con elevato contenuto di alluminio.

Applicazioni & Caratteristiche
Applicazioni


Caratteristiche
1. Serie AH8000
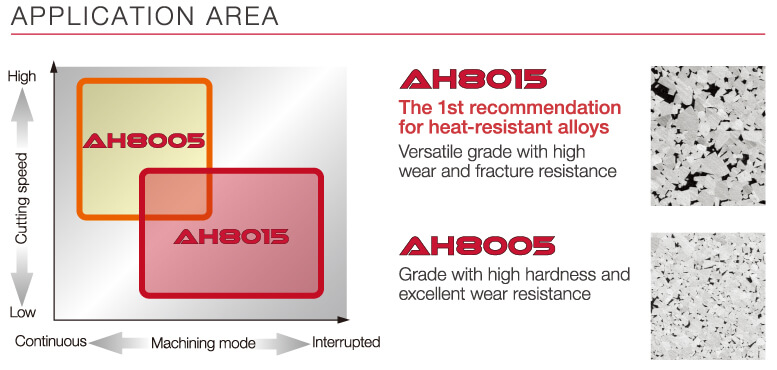
2. Campo di applicazione
Gradi
AH8005
- M01 – M10 / S01 – S10
- Buona resistenza all’usura e all’incollamento
- Ottimo rendimento nelle lavorazioni di leghe resistenti al calore ad alte velocità di taglio
AH8015
![]()
![]()
![]()
![]()
![]()
- M01 – M20 / S10 – S20
- Buon rapporto tra resistenza all’usura e resistenza alla frattura
- PRIMA SCELTA per la lavorazione di leghe resistenti al calore a parametri di taglio generali
Esempi di lavorazione
Esempio #1
Industria aeronautica
| Componente: | Aeronautico |
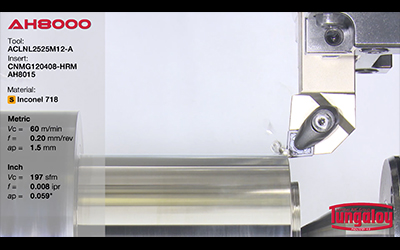
| Materiale: | Inconel 718 |
| Inserto: | CNMG120408-HRM |
| Grado: | AH8015 |
| Parametri di taglio: | Vc = 40 (m/min) f = 0.22 (mm/giro) ap = 2.0 (mm) Refrigerante: sì |

Esempio #2
Industria aeronautica
| Componente: | Aeronautico |
| Materiale: | Inconel 909 |
| Inserto: | CNMG120412-HRF |
| Grado: | AH8015 |
| Parametri di taglio: | Vc = 55 (m/min) f = 0.30 (mm/giro) ap = 0.5 (mm) Refrigerante: sì |

Esempio #3
Impieghi generali
| Componente: | Perno a leva |
| Materiale: | Acciaio da utensili (49 HRC) |
| Inserto: | CNMG190616-HRM |
| Grado: | AH8005 |
| Parametri di taglio: | Vc = 66 (m/min) f = 0.6 (mm/giro) ap = 1.25 (mm) Applicazione: tornitura esterna Refrigerante: a secco Macchina: tornio CNC |

Parametri di taglio standard
For negative inserts chipbreaker
| ISO | Chipbreaker | Corner radius RE |
Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | |
|---|---|---|---|---|---|---|
| AH8005 | AH8015 | |||||
 |
HRF | 0.4 | 0.2 – 1.5 | 0.05 – 0.23 | 40 – 100 | 20 – 80 |
| 0.8 | 0.2 – 1.5 | 0.05 – 0.25 | 40 – 100 | 20 – 80 | ||
| 1.2 | 0.2 – 1.5 | 0.07 – 0.27 | 40 – 100 | 20 – 80 | ||
| HRM | 0.4 | 0.5 – 4 | 0.05 – 0.3 | 40 – 100 | 20 – 80 | |
| 0.8 | 0.5 – 4 | 0.07 – 0.33 | 40 – 100 | 20 – 80 | ||
| 1.2 | 0.5 – 4 | 0.10 – 0.35 | 40 – 100 | 20 – 80 | ||
| 1.6 | 0.5 – 4 | 0.15 – 0.4 | 40 – 100 | 20 – 80 | ||
| SDM | 0.4 | 1 – 4 | 0.2 – 0.3 | 40 – 100 | 20 – 80 | |
| 0.8 | 1 – 4 | 0.2 – 0.5 | 40 – 100 | 20 – 80 | ||
| 1.2 | 1 – 4 | 0.2 – 0.5 | 40 – 100 | 20 – 80 | ||
| 28 | 0.4 | 0.5 – 3 | 0.08 – 0.2 | 40 – 100 | 20 – 80 | |
| 0.8 | 0.5 – 3 | 0.1 – 0.3 | 40 – 100 | 20 – 80 | ||
| 1.2 | 0.5 – 3 | 0.1 – 0.3 | 40 – 100 | 20 – 80 | ||
For positive inserts chipbreaker
| ISO | Chipbreaker | Size | Corner radius RE |
Depth of cut ap (mm) |
Feed f (mm/rev) |
Cutting speed: Vc (m/min) | |
|---|---|---|---|---|---|---|---|
| AH8005 | AH8015 | ||||||
|
PSF | – | 0.4 | 0.05 – 0.5 | 0.02 – 0.2 | 40 – 100 | 20 – 80 |
| – | 0.8 | 0.05 – 0.5 | 0.02 – 0.3 | 40 – 100 | 20 – 80 | ||
| PSS | – | 0.4 | 0.3 – 2 | 0.02 – 0.2 | 40 – 100 | 20 – 80 | |
| – | 0.8 | 0.3 – 2 | 0.03 – 0.3 | 40 – 100 | 20 – 80 | ||
| – | 1.2 | 0.3 – 2 | 0.05 – 0.3 | 40 – 100 | 20 – 80 | ||
| PS | – | 0.4 | 0.5 – 2.5 | 0.02 – 0.2 | 40 – 100 | 20 – 80 | |
| – | 0.8 | 0.5 – 2.5 | 0.03 – 0.3 | 40 – 100 | 20 – 80 | ||
| – | 1.2 | 0.5 – 2.5 | 0.05 – 0.3 | 40 – 100 | 20 – 80 | ||
| PM | – | 0.4 | 1 – 3 | 0.15 – 0.3 | 40 – 100 | 20 – 80 | |
| – | 0.8 | 1 – 3 | 0.15 – 0.3 | 40 – 100 | 20 – 80 | ||
| – | 1.2 | 1 – 3 | 0.15 – 0.3 | 40 – 100 | 20 – 80 | ||
| RS | RCMT06… | – | 0.5 – 2 | 0.2 – 0.6 | 40 – 100 | 20 – 80 | |
| RCMT08… | – | 0.5 – 2 | 0.2 – 0.6 | 40 – 100 | 20 – 80 | ||
| RCMT10… | – | 1 – 2.5 | 0.2 – 0.6 | 40 – 100 | 20 – 80 | ||
| RCMT12… | – | 1 – 2.5 | 0.2 – 0.6 | 40 – 100 | 20 – 80 | ||
| RCMT16… | – | 1.5 – 3 | 0.5 – 1 | 40 – 100 | 20 – 80 | ||
| RCMT20… | – | 1.5 – 3 | 0.5 – 1 | 40 – 100 | 20 – 80 | ||
| RCMT25… | – | 1.5 – 5 | 0.5 – 1 | 40 – 100 | 20 – 80 | ||
| JS | – | < 0.1 | 0.5 – 3 | 0.02 – 0.05 | – | 20 – 80 | |
| – | < 0.2 | 0.5 – 3 | 0.02 – 0.1 | – | 20 – 80 | ||
| – | < 0.4 | 0.5 – 3 | 0.05 – 0.2 | – | 20 – 80 | ||
Per maggiori informazioni su questo prodotto, visita il nostro e-catalog oppure scarica la brochure completa:

Negozio online |
|
Negozio online Scopri di più |

e-Catalog |
|
e-Catalog Scopri di più |
Risorse
 Tungaloy APP
Tungaloy APP TUNG NaviTrova L'utensile Giusto
TUNG NaviTrova L'utensile Giusto Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce
Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi.
Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi. MatrixSistema Di Gestione Degli Utensili
MatrixSistema Di Gestione Degli Utensili