

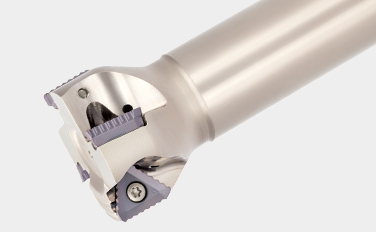
Highly productive roughing cutter with serrated edges
High performance cutter with chip splitters for improved chatter stability and efficiency in rough milling with long overhang

Applications & Features
Applications


Features
1. Anti Chatter Design
Serrated cutting edge creates smaller chips reducing chatter.

2. Intelligent and User friendly design
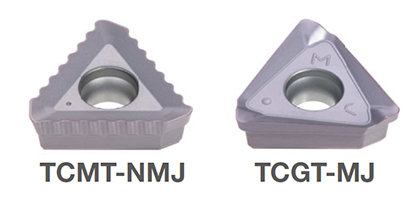
3. 2 types of inserts fit on the same cutter body
Inserts & Grades
Inserts

Main Grades
AH3135
![]()
![]()
- High fracture resistance
- Suitable for machining steel and stainless steel under general cutting conditions
T3225
![]()
![]()
- High chipping and fracture resistance
- Suitable for milling steel and stainless steel
T1215
![]()
- Good balance between wear and chipping resistance
- Suitable for milling cast iron
Cutter bodies


Practical examples
Example #1
General Engineering
| Part: | Machine parts |
| Material: | SS400 |
| Holder: | LPTC16J063B25.4L061R03 (ø63, z = 3) |
| Insert: | TCMT160620PDER-NMJ |
| Grade: | AH3135 |
| Cutting conditions: | Vc = 150 (Competitor: Vc = 105) (m/min) fz = 0.2 (mm/t) Vf = 455 (mm/min) ap = 50 (mm) ae = 10 (mm) Application: Shoulder milling Coolant: Air Machine: Tower M/C, BT50 |

Example #2
Automotive Industry
| Part: | Bracket |
| Material: | SCSiMn2H |
| Holder: | LPTC16M080B32.0L076R04 (ø80, z = 4) |
| Insert: | TCMT160620PDER-NMJ |
| Grade: | AH3135 |
| Cutting conditions: | Vc = 135 (Competitor: Vc = 126) (m/min) fz = 0.33 (Competitor: fz = 0.3) (mm/t) Vf = 709 (mm/min) ap = 75 (mm) ae = 5 (mm) Application: Shoulder milling Coolant: Air Machine: Vertical M/C, BT40 |

Example #3
General Engineering Industry
| Part: | Flange |
| Material: | FC300 / GG30 |
| Holder: | TPTC16M050B22.0R04 (ø50, z = 4) |
| Insert: | TCMT160620PDER-NMJ |
| Grade: | AH120 |
| Cutting conditions: | Vc = 150 (m/min) fz = 0.18 (mm/t) Vf = 700 (mm/min) ap = 2 (mm) ae = 10 (mm) Application: Shoulder milling Coolant: Wet Machine: Horizontal M/C, BT40 |

Standard cutting conditions
| ISO | Workpiece materials | Hardness | Priority | Grade | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|
| Low carbon steel S15C, S20S, etc. C15, C20, etc. |
– 300HB | First choice | AH3225 | NMJ* | 100 – 250 | 0.08 – 0.15 | |
| Fracture resistance | AH3135 | MJ | 100 – 250 | 0.08 – 0.15 | |||
| Wear resistance | T3225 | NMJ* | 100 – 300 | 0.08 – 0.15 | |||
| For finishing | AH3225 | MJ | 100 – 250 | 0.08 – 0.20 | |||
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300HB | First choice | AH3225 | NMJ* | 100 – 230 | 0.08 – 0.15 | |
| Fracture resistance | AH3135 | MJ | 100 – 230 | 0.08 – 0.15 | |||
| Wear resistance | T3225 | NMJ* | 100 – 280 | 0.08 – 0.15 | |||
| For finishing | AH3225 | MJ | 100 – 230 | 0.08 – 0.20 | |||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | NMJ* | 100 – 180 | 0.08 – 0.15 | |
| Fracture resistance | AH3135 | MJ | 100 – 180 | 0.08 – 0.15 | |||
| Wear resistance | T3225 | NMJ* | 100 – 200 | 0.08 – 0.15 | |||
| For finishing | AH3225 | MJ | 100 – 180 | 0.08 – 0.20 | |||
| Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– 250HB | First choice | AH3135 | NMJ* | 90 – 200 | 0.08 – 0.15 | |
| Wear resistance | T3225 | NMJ* | 90 – 250 | 0.08 – 0.15 | |||
| For finishing | AH3135 | MJ | 90 – 200 | 0.08 – 0.20 | |||
| Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | First choice | AH8015 | NMJ* | 140 – 250 | 0.08 – 0.15 | |
| Wear resistance | T1215 | NMJ* | 150 – 300 | 0.08 – 0.15 | |||
| For finishing | AH8015 | MJ | 140 – 250 | 0.08 – 0.25 | |||
| Ductile cast iron FCD400, FCD600, etc. 400-15S, 600-3, etc. |
150 – 250HB | First choice | AH8015 | NMJ* | 140 – 250 | 0.08 – 0.15 | |
| Wear resistance | T1215 | NMJ* | 150 – 300 | 0.08 – 0.15 | |||
| For finishing | AH8015 | MJ | 140 – 250 | 0.08 – 0.25 | |||
| Titanium alloys Ti-6AI-4V, etc. |
– | First choice | AH8015 | NMJ* | 20 – 60 | 0.08 – 0.15 | |
| Fracture resistance | AH3135 | NMJ* | 20 – 60 | 0.08 – 0.15 | |||
| For finishing | AH8015 | MJ | 20 – 60 | 0.08 – 0.18 | |||
| Heat-resistant alloys Inconel718, etc. |
– | First choice | AH8015 | NMJ* | 20 – 40 | 0.08 – 0.13 | |
| For finishing | AH8015 | MJ | 20 – 40 | 0.08 – 0.15 |
* When using the -NMJ chipbreaker, do not feed higher than 0.15 mm/t.
indietro

Negozio online |
|
Negozio online Scopri di più |

e-Catalog |
|
e-Catalog Scopri di più |
Risorse
 Tungaloy APP
Tungaloy APP TUNG NaviTrova L'utensile Giusto
TUNG NaviTrova L'utensile Giusto Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce
Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi.
Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi. MatrixSistema Di Gestione Degli Utensili
MatrixSistema Di Gestione Degli Utensili Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.