

Linea di alesatura a testina intercambiabile ReamMeister
ReamMeister garantisce alta precisione e produttività nel processo di finitura dei fori.


Applicazioni & Caratteristiche
Applicazioni

Caratteristiche
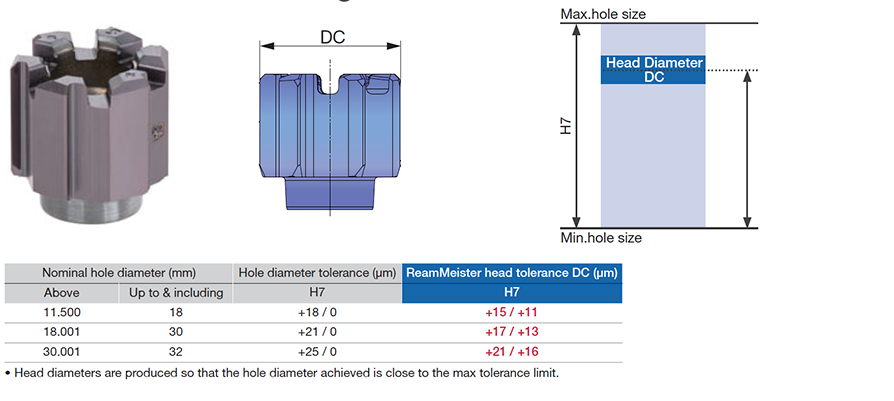
1. Testine intercambiabili di precisione in metallo duro ReamMeister per alesature in fori con tolleranza H7
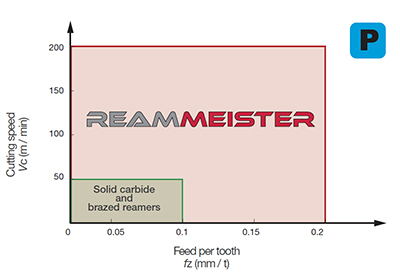
2. Velocità di taglio ed avanzamenti molto più elevati rispetto ad alesatori integrali o saldobrasati, maggiore produttività
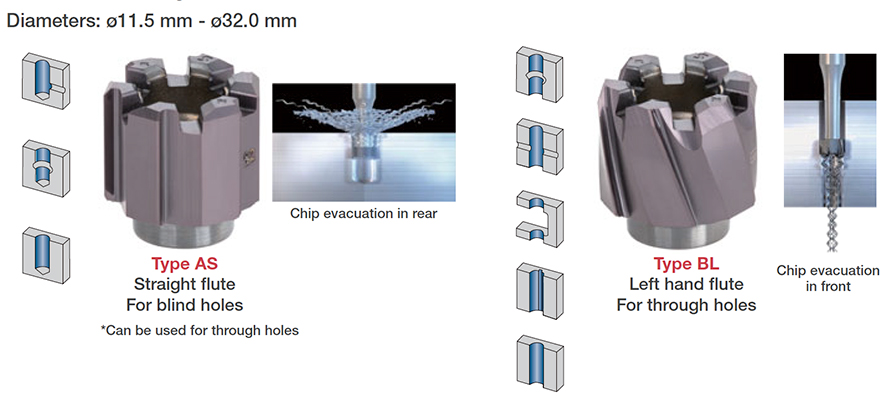
3. 2 tipi di testine ReamMeister in base alle caratteristiche del foro
Testine di alesatura & Gradi
Testine

HRM-BL (ø10 – ø32 mm)
- Testine di alesatura ReamMeister con eliche sinistre per FORI PASSANTI

HRM-AS (ø10 – ø32 mm)
- Testine di alesatura ReamMeister con scanalature diritte per FORI CIECHI
Gradi
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Buon rapporto tra resistenza all’usura e resistenza alla scheggiatura
- Per la lavorazione di acciai ed acciai inossidabili a parametri di taglio generali
Codoli per testine di alesatura

Esempi di lavorazione
Esempio #1
Automotive
| Pezzo: | Flangia di accoppiamento |
| Materiale: | FCD500 / GGG50 / 450-10S |
| Codolo: | TRM-T9-R32-5 |
| Testina: | HRM-27.000-BL-T9 |
| Grado: | AH725 |
| Parametri di taglio: | Vc = 100 (m/min) f = 1.2 (mm/giro) Vf = 1415 (mm/min) H = 20 (mm) Refrigerante: Interno Macchina: centro di lavoro orizzontale |

Esempio #2
Automotive
| Pezzo: | Giogo flangiato |
| Materiale: | S45C / C45 |
| Codolo: | TRM-T9-R32-5 |
| Testina: | HRM-27.000-BL-T9 |
| Grado: | AH725 |
| Parametri di taglio: | Vc = 90 (m/min) f = 0.8 (mm/giro) Vf = 850 (mm/min) H = 15 (mm) Refrigerante: Interno Macchina: centro di lavoro orizzontale |

Parametri di taglio standard
Parametri di taglio (avanzamento al dente)
| ISO | Materiale da lavorare | Velocità di taglio Vc (m/min) | Avanzamento: fz (mm/dente) | |||
|---|---|---|---|---|---|---|
| AS: elica diritta(per fori ciechi) | BL: elica sinistra(per fori passanti) | |||||
| ø10 – ø16 | ø16 – ø32 | ø10 – ø16 | ø16 – ø32 | |||
 |
Acciai a basso tenore di carbonio (C<0.3) SS400, SM490, S25C, E275A, ecc. |
80 – 200 | 0.05 – 0.18 | 0.05 – 0.20 | 0.05 – 0.20 | 0.05 – 0.27 |
| Acciai al carbonio (C>0.3) S45C, S55C, C45, C55, ecc. |
80 – 150 | 0.05 – 0.15 | 0.05 – 0.18 | 0.05 – 0.18 | 0.05 – 0.25 | |
| Acciai a basso tenore di carbonio (C<0.3) SCM415, ecc. |
80 – 200 | 0.05 – 0.18 | 0.05 – 0.20 | 0.05 – 0.20 | 0.05 – 0.27 | |
| Acciai legati (C>0.3) SCM440, SCr420, 42CrMo4, 20Cr4 ecc. |
50 – 150 | 0.03 – 0.10 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 | |
 |
Acciai inossidabili (Austenitici) SUS304, SUS316, X5CrNi18-9, X5CrNiMo17-12-3, ecc. |
20 – 40 | 0.03 – 0.10 | 0.03 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 |
| Acciai inossidabili (Martensitici e ferritici) SUS430, SUS416, X6Cr17, ecc. |
20 – 40 | 0.03 – 0.10 | 0.03 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 | |
| Acciai inossidabili (Invecchiamento artificiale) SUS630, X5CrNiCuNb16-4 ecc. |
20 – 40 | 0.03 – 0.10 | 0.03 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 | |
 |
Ghisa grigia FC250, GG25, 250 ecc. |
100 – 250 | 0.05 – 0.18 | 0.05 – 0.20 | 0.05 – 0.20 | 0.05 – 0.27 |
| Ghisa sferoidale FCD700, ecc. |
80 – 200 | 0.05 – 0.15 | 0.05 – 0.18 | 0.05 – 0.18 | 0.05 – 0.25 | |
 |
Leghe di alluminio | 100 – 300 | 0.05 – 0.18 | 0.05 – 0.20 | 0.05 – 0.20 | 0.05 – 0.27 |
 |
Leghe resistenti al calore Inconel718 ecc. |
15 – 50 | 0.03 – 0.06 | 0.03 – 0.08 | 0.05 – 0.1 | 0.05 – 0.13 |
| Leghe di titanio Ti-6Al-4V ecc. |
30 – 60 | 0.03 – 0.10 | 0.03 – 0.13 | 0.05 – 0.13 | 0.05 – 0.17 | |
 |
Acciaio temprato oltre 40HRC ecc. |
50 – 100 | 0.03 – 0.08 | 0.03 – 0.1 | 0.05 – 0.12 | 0.05 – 0.15 |
Parametri di taglio (avanzamento al giro)
| ISO | Materiale da lavorare | Velocità di taglio Vc (m/min) | Avanzamento: f (mm/giro) | |||||
|---|---|---|---|---|---|---|---|---|
| AS: elica diritta (per fori ciechi) | BL: elica sinistra(per fori passanti) | |||||||
| ø10 – ø16 6 denti |
ø16.001 – ø20 6 denti |
ø20.001 – ø32 8 denti |
ø10 – ø16 6 denti |
ø16.001 – ø20 6 denti |
ø20.001 – ø32 8 denti |
|||
|
Acciai a basso tenore di carbonio (C<0.3) SS400, SM490, S25C, E275A, ecc. |
80 – 200 | 0.3 – 1.08 | 0.3 – 1.2 | 0.4 – 1.6 | 0.3 – 1.2 | 0.3 – 1.62 | 0.4 – 2.16 |
| Acciai al carbonio (C>0.3) S45C, S55C, C45, C55, ecc. |
80 – 150 | 0.3 – 0.9 | 0.3 – 1.08 | 0.4 – 1.44 | 0.3 – 1.08 | 0.3 – 1.5 | 0.4 – 2 | |
| Acciai a basso tenore di carbonio (C<0.3) SCM415, ecc. |
80 – 200 | 0.3 – 1.08 | 0.3 – 1.2 | 0.4 – 1.6 | 0.3 – 1.2 | 0.3 – 1.2 | 0.4 – 2.16 | |
| Acciai legati (C>0.3) SCM440, SCr420, 42CrMo4, 20Cr4 ecc. |
50 – 150 | 0.18 – 0.6 | 0.3 – 0.78 | 0.4 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 | |
|
Acciai inossidabili (Austenitici) SUS304, SUS316, X5CrNi18-9, X5CrNiMo17-12-3, ecc. |
20 – 40 | 0.18 – 0.6 | 0.18 – 0.78 | 0.24 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 |
| Acciai inossidabili (Martensitici e ferritici) SUS430, SUS416, X6Cr17, ecc. |
20 – 40 | 0.18 – 0.6 | 0.18 – 0.78 | 0.24 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 | |
| Acciai inossidabili (Invecchiamento artificiale)SUS630, X5CrNiCuNb16-4 ecc. | 20 – 40 | 0.18 – 0.6 | 0.18 – 0.78 | 0.24 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 | |
|
Ghisa grigia FC250, GG25, 250 ecc. |
100 – 250 | 0.3 – 1.08 | 0.3 – 1.2 | 0.4 – 1.6 | 0.3 – 1.2 | 0.3 – 1.62 | 0.4 – 2.16 |
| Ghisa sferoidale FCD700, ecc. |
80 – 200 | 0.3 – 0.9 | 0.3 – 1.08 | 0.4 – 1.44 | 0.3 – 1.8 | 0.3 – 1.62 | 0.4 – 2 | |
|
Leghe di alluminio | 100 – 300 | 0.3 – 1.08 | 0.3 – 1.2 | 0.4 – 1.6 | 0.3 – 1.2 | 0.3 – 1.62 | 0.4 – 2.16 |
|
Leghe resistenti al calore Inconel718 ecc. |
15 – 50 | 0.18 – 0.36 | 0.18 – 0.48 | 0.24 – 0.64 | 0.3 – 0.6 | 0.3 – 0.78 | 0.4 – 1.04 |
| Leghe di titanio Ti-6Al-4V ecc. |
30 – 60 | 0.18 – 0.6 | 0.18 – 0.78 | 0.24 – 1.04 | 0.3 – 0.78 | 0.3 – 1.02 | 0.4 – 1.36 | |
|
Acciaio temprato oltre 40HRC ecc. |
50 – 100 | 0.18 – 0.48 | 0.18 – 0.6 | 0.24 – 0.8 | 0.3 – 0.72 | 0.3 – 0.9 | 0.4 – 1.2 |


Negozio online |
|
Negozio online Scopri di più |

e-Catalog |
|
e-Catalog Scopri di più |
Risorse
 Tungaloy APP
Tungaloy APP TUNG NaviTrova L'utensile Giusto
TUNG NaviTrova L'utensile Giusto Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce
Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi.
Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi. MatrixSistema Di Gestione Degli Utensili
MatrixSistema Di Gestione Degli Utensili