

Punte a cuspide intercambiabile per fori grandi
Bloccaggio cuspide esclusivo e due taglienti effettivi garantiscono un’ottima qualità del foro e un’elevata produttività


Applicazioni & Caratteristiche
Applicazioni

Caratteristiche
1. Due taglienti effettivi
• La cuspide presenta due taglienti effettivi che garantiscono un’elevata produttività ed affidabilità.
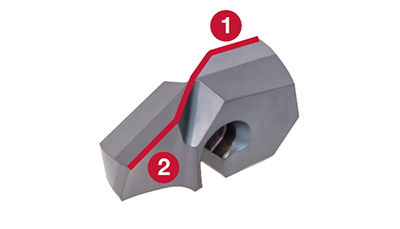
2. Sistema di bloccaggio esclusivo
• Cambio cuspide semplice e veloce direttamente in macchina, senza rimuovere la punta dal mandrino ed evitando le conseguenti regolazioni.
• L’asimmetria della cuspide assicura stabilità nelle lavorazioni pesanti e previene eventuali errori nel montaggio.
• L’ampia zona di contatto tra cuspide e sede assicura la rigidità del bloccaggio.

Cuspidi & Gradi
Inserti
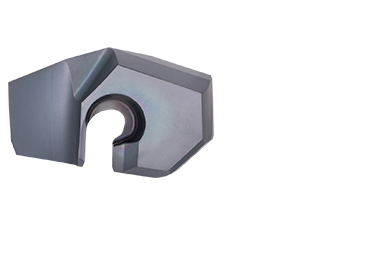
SMP (ø20 – ø41 mm)
- Impieghi generali
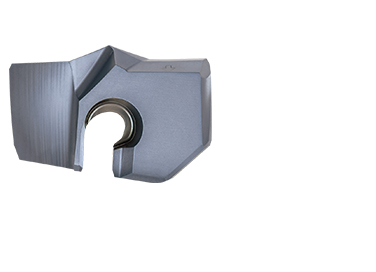
SMF (ø20 – ø41 mm)
- La maggiore resistenza alle forze radiali migliora la stabilità durante la foratura di superfici irregolari o di pezzi poco rigidi.
- In AH9130 grado rivestito PVD resistente all’usura
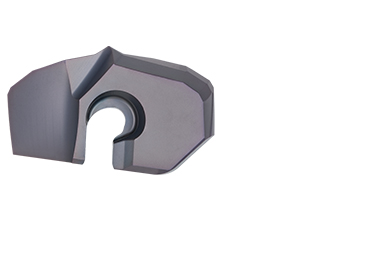
SMC (ø20 – ø33 mm)
- Elimina il preforo
- Eccezionale affidabilità
- Geometria di taglio rinforzata che previene rotture e formazione di bave sul pezzo
Gradi
AH725
![]()
![]()
![]()
![]()
-
P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
-
Buon rapporto tra resistenza all’usura e alla scheggiatura
-
Per acciai ed acciai inossidabili in condizioni di taglio generali
AH9130
![]()
![]()
![]()
![]()
- P15 – P35 / M25 – M35 / K10 – K25 / S15 – S30
- Elevata resistenza all’usura
- Per una vasta gamma di materiali diversi
Corpi punta

Esempi di lavorazione
Esempio #1
Lavorazioni generali
| Pezzo: | Saracinesca |
| Materiale: | SUS304 / X5CrNi18-9 |
| Punta: | TIS300F40-5 |
| Cuspide: | SMP300 |
| Grado: | AH725 |
| Parametri di taglio: | Vc = 60 (m/min) f = 0.25 (mm/giro) Vf = 160 (mm/min) H = 120 (mm) Macchina: centro orizzontale |

Esempio #2
Industria pesante
| Pezzo: | Anello |
| Materiale: | SCM440 / 42CrMo4 |
| Punta: | TIS330F40-5 |
| Cuspide: | SMP331 |
| Grado: | AH725 |
| Parametri di taglio: | Vc = 100 (m/min) f = 0.4 (mm/giro) Vf = 380 (mm/min) H = 150 (mm) Macchina: centro verticale |

Parametri di taglio standard
SMP / SMF
| ISO |
Workpiece materials |
Cutting speed |
Feed: f (mm/rev) |
||
|---|---|---|---|---|---|
| Vc (m/min) | ø20 – 29.9 | ø30 – 35.9 | ø36 – 41 | ||
 |
Low carbon steel S15C, S20C, etc. C15E4, etc. |
80 – 140 | 0.2 – 0.5 | 0.2 – 0.5 | 0.2 – 0.55 |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
80 – 130 | 0.2 – 0.5 | 0.2 – 0.5 | 0.2 – 0.55 | |
| Prehardened steel NAK80, PX5, etc. |
50 – 100 | 0.2 – 0.5 | 0.2 – 0.5 | 0.2 – 0.55 | |
 |
Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
40 – 80 | 0.15 – 0.3 | 0.2 – 0.3 | 0.2 – 0.35 |
 |
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
80 – 180 | 0.25 – 0.55 | 0.25 – 0.55 | 0.3 – 0.6 |
| Ductile cast iron FCD400, FCD600, etc. 400-15, 600-3, etc. |
80 – 140 | 0.25 – 0.55 | 0.25 – 0.55 | 0.3 – 0.6 | |
 |
Non ferrous materials | 100 – 200 | 0.4 – 0.6 | 0.4 – 0.6 | 0.5 – 0.7 |
 |
Heat-resistant alloys Inconel718, etc. |
20 – 50 | 0.1 – 0.2 | 0.1 – 0.2 | 0.1 – 0.25 |
| Titanium alloys Ti-6AI-4V, etc. |
20 – 50 | 0.1 – 0.2 | 0.1 – 0.2 | 0.1 – 0.25 | |
 |
Hard materials | 20 – 60 | 0.1 – 0.2 | 0.1 – 0.2 | 0.1 – 0.25 |
SMC
| ISO | Workpiece materials |
Cutting speed |
Feed: f (mm/rev) |
|---|---|---|---|
| Vc (m/min) | ø26 – 33 | ||
|
Low carbon steel S15C, S20C, etc. C15E4, etc. |
80 – 140 | 0.2 – 0.5 |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
80 – 130 | 0.2 – 0.5 | |
| Prehardened steel NAK80, PX5, etc. |
50 – 100 | 0.2 – 0.5 | |
|
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
80 – 180 | 0.25 – 0.55 |
| Ductile cast iron FCD400, FCD600, etc. 400-15, 600-3, etc. |
80 – 140 | 0.25 – 0.55 | |
|
Hard materials | 20 – 60 | 0.1 – 0.2 |




Negozio online |
|
Negozio online Scopri di più |

e-Catalog |
|
e-Catalog Scopri di più |
Risorse
 Tungaloy APP
Tungaloy APP TUNG NaviTrova L'utensile Giusto
TUNG NaviTrova L'utensile Giusto Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce
Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi.
Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi. MatrixSistema Di Gestione Degli Utensili
MatrixSistema Di Gestione Degli Utensili Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.