


Programma multifunzionale per le operazioni di scanalatura e troncatura
TungCut propone una selezione molto ampia di inserti e utensili standard. Ultimi arrivati gli inserti con riporto di CBN e rompitruciolo integrato per operazioni di scanalatura sugli acciai temprati.


TungModularSystem

TungFeed-Blade

WavyJoint
Applicazioni & Caratteristiche
Applicazioni



Caratteristiche
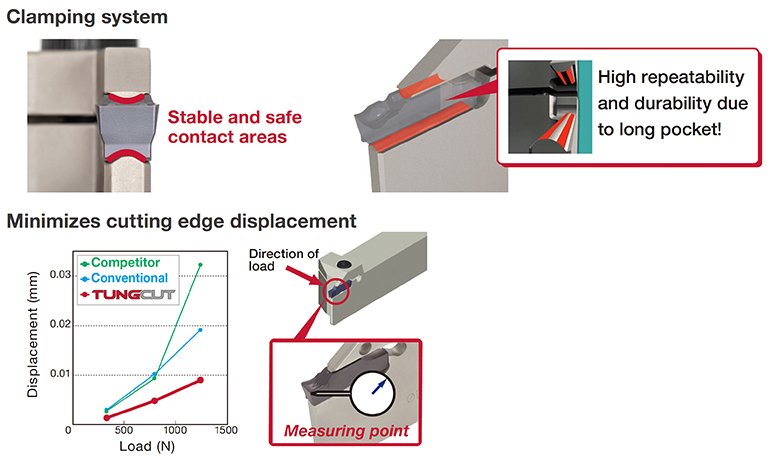
1. Elevata rigidità di staffaggio
Per una vita inserto costante e precisione di esecuzione.
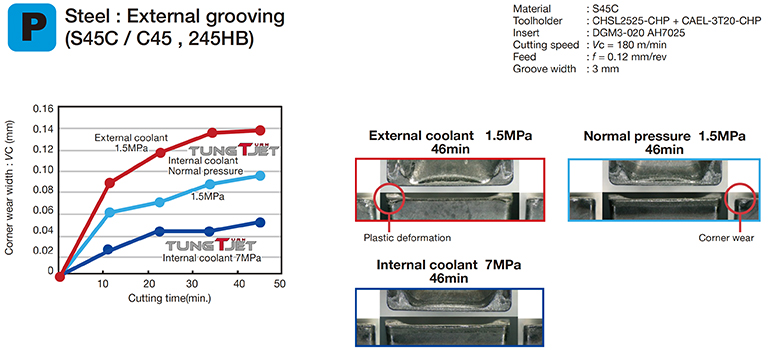
2. Vantaggi dell’apporto di refrigerante ad alta pressione TungTurn-Jet
Vita inserto significativamente aumentata.
3. Rompitruciolo per scanalatura e torni-scanalatura
Inserti & Gradi
Inserti

Inserti TungCut per scanalatura esterna, torni-scanalatura e troncatura
- CW = 1.0 – 8.0 mm

Inserti TungCut & TungShortCut per sottosquadro e copiatura
- CW = 1.85 – 8.0 mm

Inserti TungCut & TungShortCut per scanalatura interna e torni-scanalatura
- CW = 0.8 – 8.0 mm

Inserti TungCut per scanalatura frontale e torni-scanalatura
- CW = 1.2 – 8.0 mm

Inserti TungCut CBN per scanalatura e torni-scanalatura
- CW = 2.0 – 5.0 mm

Inserti TungCut PCD per scanalatura e torni-scanalatura
- CW = 2.0 – 5.0 mm
Gradi principali
AH7025
![]()
![]()
![]()
- P20 – P30 / M20 – M30 / S15 – S25
- Ottima resistenza all’usura
- Prima scelta nella scanalatura di un ampio spettro di materiali da lavorare
T9225
![]()
- P15 – P25
- Prima scelta per la sgrossatura e il taglio medio
- Elevata resistenza alla frattura
BX360
![]()
- Ideale per la lavorazione generale di acciai temprati
Portainserti
Scanalatura & Troncatura

Portainserti TungCut
Programma multifunzionale per una vasta gamma di operazioni di scanalatura
Scanalatura interna & Tornitura

Portainserti TungShortCut
Portainserti per inserti di scanalatura interna di dimensioni ridotte
Altro

Blocchi portautensile e codoli TungCut
Programma multifunzionale per una vasta gamma di operazioni di scanalatura

Esempi di lavorazione
Esempio #1
Piccoli componenti / Elettronica
| Pezzo: | Encoder ad anello |
| Materiale: | SUM22L |
| Portainserto: | CTER2020-4T25 |
| Inserto: | DGM4-030 |
| Grado: | AH7025 |
| Parametri di taglio: | Vc = 180 (m/min) f = 0.2 (mm/giro) CW = 4 (mm/min) CDX = 8 (mm) Applicazione: Troncatura Refrigerante: Sì |

Esempio #2
Lavorazioni generali
| Pezzo: | Alloggiamento ingranaggio |
| Materiale: | SCM420 / 20Cr4 |
| Portainserto: | CTER2525-3T09 |
| Inserto: | DTX3-030 |
| Grado: | AH725 |
| Parametri di taglio: | Vc = 120 (m/min) f = 0.15 (mm/giro) CW = 3 (mm) CDX = 7 (mm) Applicazione: Scanalatura Refrigerante: Sì |

Esempio #3
Lavorazioni generali
| Pezzo: | Valvola |
| Materiale: | SUS304 / X5CrNi18-9 |
| Portainserto: | CTIR25-3T05-D250 |
| Inserto: | DTX3-030 |
| Grado: | AH7025 |
| Parametri di taglio: | Vc = 80 (m/min) f = 0.08 (mm/giro) CW = 3 (mm) CDX = 2.2 (mm) Applicazione: Scanalatura Refrigerante: Sì |

Parametri di taglio standard
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|---|---|
 |
Steel S45C, SCM435, etc. C45, 34CrMo4, etc. |
< 300 HB | First choice | AH7025, AH725, SH7025 | 50 – 180 |
| < 300 HB | Wear resistance | T9225, AH8005 | 80 – 300 | ||
| < 300 HB | Impact resistance | AH6235 | 50 – 120 | ||
| < 300 HB | Surface quality | NS9530 | 80 – 220 | ||
 |
Stainless steel SUS303, SUS304, etc. X10CrNiS18-9, X5CrNi18-9, etc. |
< 200 HB | First choice | AH7025, AH725, SH7025 | 50 – 120 |
| < 200 HB | Wear resistance | AH8005 | 50 – 120 | ||
| < 200 HB | Impact resistance | AH6235 | 50 – 120 | ||
 |
Grey cast iron FC250, etc. 250, etc. |
– | First choice | T515 | 150 – 700 |
| – | Impact resistance | AH8005, AH7025, AH6235 | 50 – 180 | ||
| Ductile cast iron FCD450, etc. 450-10S, etc. |
– | First choice | T515 | 150 – 300 | |
| – | Impact resistance | AH8005, AH7025, AH6235 | 50 – 120 | ||
 |
Aluminium alloys Si < 12% |
– | First choice | TH10 | 100 – 500 |
| – | First choice | KS05F | 100 – 600 | ||
 |
Superalloys Inconel718, etc. |
< HRC 40 | First choice | AH8005 | 20 – 60 |
| < HRC 40 | Impact resistance | AH7025, AH725, AH6235 | 20 – 40 | ||
| Titanium alloys Ti-6Al-4V, etc. |
< HRC 40 | First choice | KS05F | 20 – 100 | |
| < HRC 40 | Impact resistance | AH7025, AH725 | 20 – 80 |
DTV
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
|
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
AH7025 | 50 – 180 | 0.05 – 0.3 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
AH7025 | 50 – 180 | 0.05 – 0.3 | |
|
Stainless steels SUS304, X5CrNi18-9, etc. |
AH7025 | 50 – 120 | 0.05 – 0.3 |
|
Grey cast iron FC250, etc. 250, etc. |
AH7025 | 50 – 180 | 0.05 – 0.3 |
| Ductile cast iron FCD450, etc. 450-10S, etc. |
AH7025 | 50 – 120 | 0.05 – 0.3 | |
|
Titanium alloys Ti-6AI-4V, etc. |
AH7025 | 20 – 80 | 0.05 – 0.3 |
| Superalloys Inconel718, etc. |
AH7025 | 20 – 80 | 0.05 – 0.3 |
STV*S
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
|
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
AH725 | 50 – 180 | 0.05 – 0.1 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
AH725 | 50 – 180 | 0.05 – 0.1 | |
|
Stainless steels SUS304, etc. X5CrNi18-9, etc. |
AH725 | 50 – 120 | 0.05 – 0.1 |
|
Grey cast iron FC250, etc. 250, etc. |
AH725 | 50 – 180 | 0.05 – 0.1 |
| Ductile cast iron FCD450, etc. 450-10S, etc. |
AH725 | 50 – 120 | 0.05 – 0.1 | |
|
Superalloys Inconel718, etc. |
AH725 | 20 – 80 | 0.05 – 0.1 |
| Titanium alloys Ti-6AI-4V, etc. |
AH725 | 20 – 80 | 0.05 – 0.1 |
STX
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|---|---|
 |
External grooving | > 50 HRC | First choice | BX360 | 80 – 150 |
| Groove wall cutting | |||||
| Side turning | |||||
| Internal grooving | > 50 HRC | First choice | BX360 | 80 – 120 | |
| Face grooving |
| ISO | Workpiece material | Grade | Operation | Cutting speed Vc (m/min) |
Feed f(mm/rev) |
Depth of cut ap (mm) |
|---|---|---|---|---|---|---|
|
Aluminium alloys Si ≦ 12% |
DX160 | Grooving | 200 – 2000 | 0.05 – 0.15 | – |
| DX160 | Turning | 200 – 2000 | 0.07 – 0.3 | < 1 | ||
| Aluminium alloys Si ≧ 12% |
DX160 | Grooving | 200 – 1500 | 0.05 – 0.15 | – | |
| DX160 | Turning | 200 – 1500 | 0.07 – 0.3 | < 1 | ||
| Copper and copper alloys | DX160 | Grooving | 200 – 1500 | 0.05 – 0.15 | – | |
| DX160 | Turning | 200 – 1500 | 0.07 – 0.3 | < 1 | ||
| Carbon / Graphites | DX160 | Grooving | 200 – 500 | 0.05 – 0.15 | – | |
| DX160 | Turning | 200 – 500 | 0.07 – 0.3 | < 1 | ||
| Ceramic | DX160 | Grooving | 100 – 200 | 0.02 – 0.1 | – | |
| DX160 | Turning | 100 – 200 | 0.02 – 0.1 | < 1 | ||
| Tungsten carbide(HRA80 – 95) | DX160 | Grooving | 5 – 30 | 0.02 – 0.1 | – | |
| DX160 | Turning | 5 – 30 | 0.02 – 0.1 | 0.02 – 0.2 |
SGN
| ISO | Grade | Edge preparation | Workpiece condition | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|---|
|
BX360 | No symbol | Continuous | 80 – 150 | 0.03 – 0.08 |
| -S | Light interrupted | 50 – 120 | 0.03 – 0.08 | ||
| -H | Heavy interrupted | 40 – 100 | 0.03 – 0.06 |
STR
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|---|---|
|
External profiling | > 50 HRC | First choice | BXA10 | 80 – 180 |
STH
| ISO | Grade | CW | Application | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feed f (mm/rev) |
|---|---|---|---|---|---|---|
|
BXA10 | 3 | External turning | 100 – 230 | 0.08 – 0.12 | 0.4 – 1 |
| Face turning | 100 – 230 | 0.08 – 0.12 | 0.4 – 0.8 | |||
| 5 | External turning | 100 – 230 | 0.08 – 0.12 | 0.5 – 1.5 | ||
| Face turning | 100 – 230 | 0.08 – 0.12 | 0.5 – 0.8 |
Per maggiori informazioni su questo prodotto, visita il nostro e-catalog oppure scarica la brochure completa:
e-Catalog



Negozio online |
|
Negozio online Scopri di più |

e-Catalog |
|
e-Catalog Scopri di più |
Risorse
 Tungaloy APP
Tungaloy APP TUNG NaviTrova L'utensile Giusto
TUNG NaviTrova L'utensile Giusto Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce
Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi.
Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi. MatrixSistema Di Gestione Degli Utensili
MatrixSistema Di Gestione Degli Utensili