

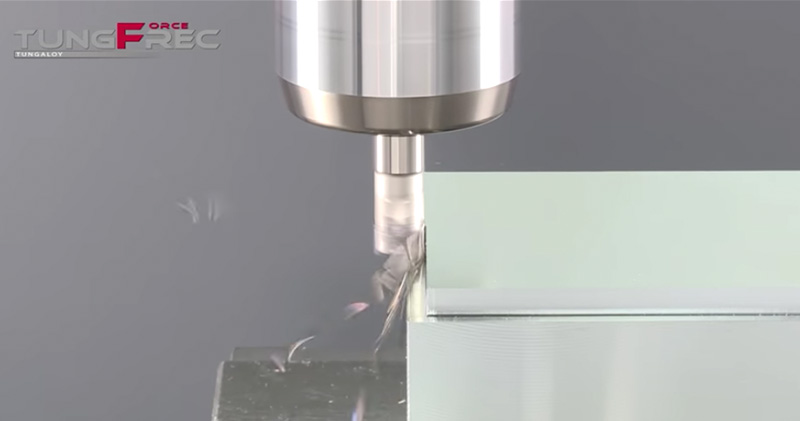
Fresa per spallamento con inserto dall’esclusivo fondo a V, massima produttività
TungForce-Rec, una nuova linea di mini frese per spallamento, caratterizzata da un bloccaggio inserto affidabile che garantisce un’eccezionale stabilità nelle lavorazioni di piccole tasche e scanalature strette.

Applicazioni & Caratteristiche
Applicazioni








Caratteristiche
1. Corpo fresa robusto
• La forma a V dell’inserto permette di avere un nocciolo più spesso e una porzione di metallo maggiore sotto ogni sede.
• Alta produttività e stabilità.

2. Fissaggio sicuro dell’inserto
• La forma a V contrasta il movimento dell’inserto durante la lavorazione.
• Elimina il cedimento prematuro dell’inserto migliorando la stabilità di lavorazione.

3. Tagliente affilato e rinforzato sul fianco per una maggiore produttività
• Produttività e stabilità sono assicurate dall’esclusivo design dell’inserto e in particolare del tagliente.
L’ampia spoglia e l’angolo ottuso sul fianco rendono l’azione di taglio più agevole e il tagliente più resistente alla scheggiatura.

L’ampia spoglia assicura basse forze di taglio ma il tagliente risulta indebolito e più soggetto alle scheggiature.

Inserti & Gradi
Inserti
AV*T04
- Massima profondità di taglio: 4 mm
- Esclusiva forma a V del fondo inserto per spallamenti di precisione
AV*T06
- Massima profondità di taglio: 6 mm
- Esclusiva forma a V del fondo inserto per spallamenti di precisione

AV*T12
- Massima profondità di taglio: 11.5 mm
- Esclusiva forma a V del fondo inserto per spallamenti di precisione

AVGW12
- Massima profondità di taglio: 4.5 mm
AV*T18
- Massima profondità di taglio: 16.5 mm
- Esclusiva forma a V del fondo inserto per spallamenti di precisione
Gradi inserto principali
AH120
![]()
![]()
![]()
![]()
- Buon rapporto tra resistenza all’usura e alla frattura
- Ideale per la fresatura di acciai, acciai inossidabili e ghisa a parametri di taglio generali
AH3135
![]()
![]()
- Elevata resistenza alla frattura
- Ideale per la fresatura di acciai e acciai inossidabili a parametri di taglio generali
AH3225
![]()
![]()
- Buon rapporto tra resistenza all’usura e alla frattura
- Ideale per la fresatura di acciai e acciai inossidabili
Corpi fresa
Versione modulare

HPAV**-M (ø10– ø40 mm)
Testina modulare (TungFlex) per spallamento retto

Versione modulare

HPAV06-S (ø10– ø16 mm)
Testine con attacco filettato per linea TungMeister
Esempi di lavorazione
Esempio #1
| Pezzo: | Componente di macchina |
| Materiale: | SUS304 / X5CrNiMo18-9 |
| Fresa: | EPAV04M008C08.0R02 (ø8 mm, z=2) |
| Inserto: | AVMT040204PPER-MM |
| Grado: | AH3225 |
| Parametri di taglio: | Vc = 150 (m/min) fz = 0.08 (mm/t) Vf = 895 (mm/min) ap = 1.429 (mm) ae = 8 (mm) Applicazione: Scanalatura Refrigerante: Getto d’aria Macchina: Centro verticale, BT50 |

Esempio #2
| Pezzo: | Componente di macchina |
| Materiale: | SS400 / E275A |
| Fresa: | EPAV06M014C12.0R03 (ø14 mm, z=3) |
| Inserto: | AVGT060302PBER-MJ |
| Grado: | AH3225 |
| Parametri di taglio: | Vc = 264 (m/min) fz = 0.125 (mm/t) Vf = 1,500 (mm/min) ap = 6 (mm) ae = 3 (mm) Applicazione: Spallamento retto Refrigerante: Sì (Esterno) Macchina: Centro verticale, BT40 |

Esempio #3
| Pezzo: | Componente di macchina |
| Materiale: | Fusione di alluminio |
| Fresa: | TPAV12M050B22.0R12 (ø50 mm, z = 12) |
| Inserto: | AVGT120408PDFR-AM |
| Grado: | KS05F |
| Parametri di taglio | Vc = 950 (m/min) fz = 0.15 (mm/t) Vf = 11,000 (mm/min) ap = 6(mm) ae = 35 (mm) Applicazione: Spianatura Refrigerante: Sì (Esterno) Macchina: Centro verticale, BT50 |

Parametri di taglio standard
TungForce-Fec 04
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) | Feed per tooth fz (mm/t) | |
|---|---|---|---|---|---|---|---|
 |
Low carbon steel S15C, SS400, etc. C15E, C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 300 | 0.05 – 0.12 | |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 250 | 0.05 – 0.12 | ||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 200 | 0.05 – 0.1 | ||
 |
Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | First choice | AH3225 | 80 – 180 | 0.05 – 0.1 | |
 |
Grey cast iron FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | First choice | AH120 | 100 – 300 | 0.05 – 0.12 | |
| Ductile cast iron FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | First choice | AH120 | 100 – 250 | 0.05 – 0.12 | ||
 |
Titanium alloys Ti-6AI-4V, etc. |
– | First choice | AH3225 | 20 – 60 | 0.04 – 0.07 | |
| Superalloys Inconel 718, etc. |
– | First choice | AH120 | 20 – 40 | 0.04 – 0.07 | ||
 |
Hardened steel | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH120 | 50 – 150 | 0.04 – 0.07 |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH120 | 40 – 70 | 0.04 – 0.07 | ||
TungForce-Fec 06
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|
|
Low carbon steel (S15C / C15E / C15E4, SS400 / E275A, etc.) |
– 200 HB | First choice | AH3225 | 100 – 430 | 0.04 – 0.12 | |
| Carbon steel and alloy steel (S55C / C55, SCM440 / 42CrMo4, etc.) |
– 300 HB | First choice | AH3225 | 100 – 350 | 0.04 – 0.12 | ||
| Prehardend steel (NAK80, PX5, etc.) |
30 – 40 HRC | First choice | AH3225 | 100 – 230 | 0.04 – 0.12 | ||
|
Stainless steel (SUS304 / X5CrNi18-9, SUS316 / X5CrNiMo17-12-3, etc.) |
– | First choice | AH3135 | 80 – 220 | 0.04 – 0.1 | |
|
Grey cast iron (FC250 / GG25 / 250, FC300 / GG30 / 300, etc.) |
150 – 250 HB | First choice | AH120 | 100 – 330 | 0.04 – 0.12 | |
| Ductile cast iron (FCD400, FCD600 / GGG60 / 600-3, etc.) |
150 – 250 HB | First choice | AH120 | 100 – 240 | 0.04 – 0.12 | ||
 |
Aluminium alloys (Si < 13%) | – | First choice | DS2005, KS05F | 300 – 1000 | 0.04 – 0.12 | |
| Aluminium alloys (Si ≥ 13%) | – | First choice | DS2005, KS05F | 100 – 230 | 0.04 – 0.12 | ||
|
Titanium alloys (Ti-6AI-4V, etc.) | – | First choice | AH130 | 20 – 90 | 0.04 – 0.1 | |
| Superalloys (Inconel718, etc.) | – | First choice | AH130 | 20 – 65 | 0.04 – 0.09 | ||
|
Hardened steel | (SKD61 / X40CrMoV5-1, etc.) |
40 – 50 HRC | First choice | AH120 | 50 – 70 | 0.04 – 0.08 |
| (SKD11 / X153CrMoV12, etc.) |
50 – 60 HRC | First choice | AH120 | 40 – 65 | 0.04 – 0.06 | ||
TungForce-Fec 12
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|
|
Low carbon steel S15C, SS400, etc. C15E, C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 300 | 0.06 – 0.22 | |
| – 200 HB | Wear resistance | T3225 | 200 – 400 | 0.06 – 0.18 | |||
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 250 | 0.06 – 0.22 | ||
| – 300 HB | Wear resistance | T3225 | 200 – 400 | 0.06 – 0.18 | |||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 200 | 0.06 – 0.22 | ||
| 30 – 40 HRC | Wear resistance | T3225 | 200 – 400 | 0.06 – 0.15 | |||
|
Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | First choice | AH3225 | 80 – 180 | 0.07 – 0.2 | |
|
Grey cast iron FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | First choice | AH120, AH8015 | 100 – 300 | 0.05 – 0.18 | |
| 150 – 250 HB | Wear resistance | T1215 | 200 – 400 | 0.05 – 0.12 | |||
| Ductile cast iron FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | First choice | AH120, AH8015 | 100 – 250 | 0.05 – 0.18 | ||
| 150 – 250 HB | Wear resistance | T1215 | 150 – 300 | 0.05 – 0.12 | |||
|
Aluminium alloys (Si < 13%) | – | First choice | DS2005, KS05F | 300 – 1,500 | 0.05 – 0.32 | |
| – | Wear resistance | DX160 | 500 – 2,000 | 0.05 – 0.2 | |||
| Aluminium alloys (Si ≥ 13%) | – | First choice | DS2005, KS05F | 100 – 200 | 0.05 – 0.32 | ||
| – | Wear resistance | DX160 | 200 – 800 | 0.05 – 0.2 | |||
|
Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | First choice | AH3225, AH8015 | 20 – 60 | 0.04 – 0.15 | |
| Superalloys Inconel 718, etc. |
– 40 HRC | First choice | AH120, AH8015 | 20 – 40 | 0.04 – 0.15 | ||
|
Hardened steel | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH120, AH8015 | 50 – 150 | 0.04 – 0.07 |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH120, AH8015 | 40 – 70 | 0.04 – 0.07 | ||
TungForce-Rec 18
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) |
Feed per tooth: fz (mm/t) | |||
|---|---|---|---|---|---|---|---|---|---|
| MM | MT | AM | |||||||
|
Low carbon steel S15C, SS400, etc. C15E, C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 300 | 0.06 – 0.22 | 0.07 – 0.28 | – | |
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 250 | 0.06 – 0.22 | 0.07 – 0.28 | – | ||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 200 | 0.06 – 0.22 | 0.07 – 0.28 | – | ||
|
Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– | First choice | AH3225 | 80 – 180 | 0.07 – 0.2 | 0.07 – 0.25 | – | |
|
Grey cast iron FC250, FC300, etc. GG25, GG30, etc. 250, 300, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 300 | 0.05 – 0.22 | 0.06 – 0.28 | – | |
| 150 – 250 HB | Wear resistance | T1215 | 200 – 400 | 0.05 – 0.18 | – | – | |||
| Ductile cast iron FCD400, FCD600, etc. GGG60, 600-3, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 250 | 0.05 – 0.22 | 0.06 – 0.28 | – | ||
| 150 – 250 HB | Wear resistance | T1215 | 150 – 300 | 0.05 – 0.18 | – | – | |||
|
Aluminium alloys Si < 13% |
– | First choice | DS2005 KS05F |
300 – 1500 | – | – | 0.05 – 0.32 | |
| Aluminium alloys Si ≥ 13% |
– | First choice | DS2005 KS05F |
100 – 200 | – | – | 0.05 – 0.32 | ||
|
Titanium alloys Ti-6Al-4V, etc. |
– | First choice | AH8015 | 20 – 60 | 0.04 – 0.15 | – | – | |
| Superalloys Inconel 718, etc. |
– | First choice | AH8015 | 20 – 40 | 0.04 – 0.15 | 0.05 – 0.18 | – | ||
|
Hardened steel | SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | 50 – 150 | 0.04 – 0.07 | 0.05 – 0.1 | – |
| SKD11, X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH8015 | 40 – 70 | 0.04 – 0.07 | 0.05 – 0.1 | – | ||
Per maggiori informazioni su questo prodotto, visita il nostro e-catalog oppure scarica la brochure completa:
e-Catalog

Negozio online |
|
Negozio online Scopri di più |

e-Catalog |
|
e-Catalog Scopri di più |
Risorse
 Tungaloy APP
Tungaloy APP TUNG NaviTrova L'utensile Giusto
TUNG NaviTrova L'utensile Giusto Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce
Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi.
Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi. MatrixSistema Di Gestione Degli Utensili
MatrixSistema Di Gestione Degli Utensili Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.